WP10柴油机铸件气孔缺陷控制中排气系统的应用
2017-09-04齐亚平杜纪柱李兆建
王 超,齐亚平,杜纪柱,刘 婧,李兆建
(潍柴动力(潍坊)铸锻有限公司,山东潍坊 261199)
·铸造工艺·
WP10柴油机铸件气孔缺陷控制中排气系统的应用
王 超,齐亚平,杜纪柱,刘 婧,李兆建
(潍柴动力(潍坊)铸锻有限公司,山东潍坊 261199)
WP10发动机铸件内腔形状复杂,砂芯众多,排气系统畅通与否对铸件的质量影响很大。通过对砂芯预留排气通道、加强砂芯及砂型的排气等措施,保证了排气通道的通畅,预防了气孔缺陷的产生。
发动机铸件;气孔;排气系统;铸造工艺
近年来随着汽车制造业的飞速发展,随之而来发动机制造业也迅猛发展,发动机的铸造水平也得到了极大的提高。但气孔作为最常见的铸造缺陷之一,也是铸造生产比较难预防和控制的问题。影响气孔产生的因素非常多,各种因素的关系也错综复杂。生产中任何一个小的疏忽可能导致气孔缺陷产生,甚至天气变化也会导致铸件气孔废品率的上升,造成客户的怨和经济损失[1]。本文以W P10系列柴油机缸体缸盖类铸件为例,简述合理设计排气系统对防止气孔产生及有效降低气孔废品率的重要作用。
1 简介
发动机缸体缸盖类铸件采用砂芯众多,且由于砂芯大部分被铁液包裹,因此砂芯产生气体的多少以及气体是否能顺利排出影响着铸件产生气孔的概率。特别是因为其砂芯数量多、发气量大、气体压力大,极易产生气孔缺陷。该系列气缸体气孔通常出现在φ75 m m孔内缸壁及左侧大平面处,如图1所示位置。生产的气缸盖气孔集中出现在铸件的顶部,如图2位置所示。经统计气孔废品率一度高达10%,光气孔造成的报废就占总废品数的近70%,如图3所示的废品统计柏拉图,图中曲线为缺陷累积百分比。因此迫切需要进行工艺优化和质量改进,降低因气孔而导致的铸件报废。
气孔从产生的机理来看,可以分为裹入性气孔、侵入性气孔、析出性气孔和反应性气孔[2]。相对其他铸件而言,发动机缸体缸盖由于其功能性强,结构复杂,砂芯众多,浇注过程中会产生大量的气体,当砂芯中的气体如果不能顺利排出,极易产生气孔,这类气孔大多属于侵入性气孔。

图1 气缸体气孔位置

图2 缸盖气孔位置

图3 某月缸体缸盖缺陷统计柏拉图
若砂芯的排气通道不通畅,容易导致砂芯中的气体无法排出,使产品产生气孔缺陷,造成铸件报废[3]。在设计制造砂芯及在下芯、合型操作的过程中,都要采取必要的措施,使浇注时在砂芯中产生的气体,能够及时、顺利地通过芯头排出。
2 生产现状
W P10气缸体采用的是德国进口KW静压线湿型砂造型,三乙胺冷芯盒制芯工艺,冲天炉加电炉双炉熔炼工艺生产,缸体材料的牌号为H T250,浇注温度在(1 390~1 410)℃.W P10气缸体毛坯重量为264kg,主要壁厚为10m m~40m m,一箱一件,图4为W P10气缸体的三维及浇注系统的布置模型。

图4 缸体三维及浇注系统布置模型
W P10气缸盖采用的是德国H W S静压线湿型砂造型,冲天炉电炉双炉熔炼工艺生产,浇注温度在(1 400~1 420)℃.缸盖毛坯重量为21 kg,铸件壁厚一般为5 m m,最厚处螺栓孔壁厚为30 m m,材质为H T280,一箱8件。W P10缸盖上型采用潮模砂造型,上、下夹层芯、进、排气道芯等砂芯全采用覆膜砂制芯,大皮芯采用冷芯,先组芯后浸涂。图5为W P10气缸盖的三维及浇注系统的布置模型。
3 砂芯的排气
出气孔用于排出型腔、砂芯以及金属液析出的气体,减少充型时型腔内气体的压力,改善金属液的充型能力。出气孔一般设置在铸件浇注位置的最高处,充型的金属液最后达到的部位,砂芯发气和蓄气较多的部位以及型腔内气体难以排出的“死角”等处(如法兰、筋条、凸台等处)。国外缸体、缸盖的铸造工艺,也是特别注重砂芯的排气,一定程度上来讲,对于复杂的缸体、缸盖类发动机铸件,砂芯的排气相比更为重要。

图5 缸盖三维及浇注系统布置模型
3.1 砂芯设计时预留排气孔
为了保证砂芯的排气,砂芯的芯头尺寸要足够大,采用透气性好的芯砂制作砂芯,制芯时在砂芯中开设适当的排气通道,同时砂型与芯头出气孔相对应的位置也应留有通气道连通,如图6所示。在设计时在缸孔芯中心预留排气通道,和上型板的出气针相连通起排气作用,如图7所示,在整体芯的缸孔芯中预留排气的通道。

图6 缸盖砂芯排气孔布置图

图7 整体芯中缸孔芯中防预留排气通道
3.2 人工钻出排气孔
考虑砂芯的排气时,可以充分利用砂芯的结构形状,形成一个排气网络系统。对于缸体、缸盖类铸件,水套芯的出砂孔、上夹层工艺孔、气道芯头、曲轴箱的芯头、定位芯头都要尽可能钻出排气通道,如图8所示。
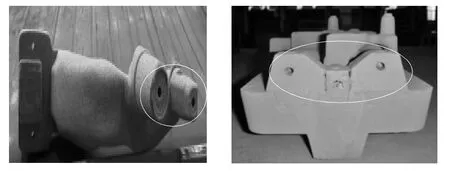
图8 人工钻气眼后的气道

图9 放置石棉垫圈隔铁排气
3.3 利用石棉垫圈增强砂芯排气
砂芯内的排气与铸型排气孔的封接问题很关键。封接不好,在浇注时产生炝火问题,采取在气缸盖上夹层和上盖芯的砂芯的芯头结合处加入石棉圈方法,如图9所示。石棉垫圈是一种高温柔性材料,铁液浇注时,石棉圈可阻挡铁液封住水夹层砂芯排气通道,可排出砂芯内部的气体,可以有效减少气孔缺陷的产生。
4 型腔的排气设计
通过各种方法确保砂芯的排气通道形成后,要通过在砂型上合理布局排气针、排气片等,确保浇注过程中产生的气体完全排出铸型的外面。对于发动机类缸体缸盖类复杂薄壁铸件的排气系统的设计内容大致可以归纳为冒口的排气、出气针、出气片的排气两个部分。
4.1 冒口的排气
金属液浇入铸型后,在凝固和冷却的过程中产生体收缩,体收缩可能导致最后凝固部位产生缩孔和缩松。在实际生产中,为防止缩孔和缩松的有效措施就是设置冒口,如图10所示。冒口的主要作用是对铸件进行补缩,但是还有出气的作用。型腔排气的主要途径是通过冒口,合理设计排气系统对于铸件排气有至关重要的作用。

图10 缸盖上模板局部图
4.2 出气针、出气片的排气
型腔排气设置一般采用以下几种方式:螺栓孔部位采用气眼针的方式。根据螺栓孔的大小可以选取安装不同直径的气眼针,气眼针比较细小时,可以不用扎通;厚大部位,可以采用气眼针和出气片相结合的方式。出气片和比较细小的气眼针,一方面可以有一定的排气作用;另一方面可以加速铸件的局部冷却,阻止气体进入。对于铸件浇注位置的远端或者比较高的位置,可以采用气眼针和溢流冒口(边冒口)相结合的方式,溢流冒口可以存放前期进入型腔的冷铁液,有利于气体排出。
在浇注位置的远端采用边冒口和气眼针相结合的方式,除增强排气外,还可将首流铁水排出,有效减少铸件气孔和渣孔的缺陷。对于易出现气孔的φ75 m m孔及左侧面处采用气眼针和出气片相结合的方式,如图11所示。根据生产经验,这一方法对气缸体气孔有较好的抑制效果。

图11 缸体上模板
4.3 打封箱膏保证砂芯排气通道的顺畅
虽然在型板上布置了压砂环,在实际生产中仍然发现浇注过程中从冒口出来的铁水容易钻进排气通道中,采取在合箱前用封箱膏将砂芯的排气通道隔离,防止铁水倒灌排气通道,保证排气通道的顺畅。
5 结论
通过合理设计浇注系统、控制型砂水分、严格控制二次烘干水分不超标和适当提高浇注温度和浇注速度等措施来防止气孔的产生。但是柴油机缸体缸盖类铸件因为内腔结构复杂采用的砂芯众多,排气系统设计的合理与否对于降低气孔废品率具有至关重要的作用,通过砂芯预留排气孔、人工钻气眼、放置石棉垫圈增强砂芯的排气;砂型排气通过型板的出气针、出气片;通过以上措施保证排气通道的顺畅,减少气孔缺陷的产生,并最终将气孔废品率由最初的10%降低到2%以下。
[1] 李连杰,韩振中.缸体缸盖气孔缺陷的产生及防止措施[J].现代铸铁,2010(1):62-66.
[2]于震宗,龚出群.湿型砂铸铁件的气孔缺陷[J].现代铸铁,2004(6): 51-55.
[3] 中国机械工程学会铸造分会.铸造手册:铸造工艺[M].第二版.北京:机械工业出版社,2003.
Application of Exhaust System on WP10 Diesel Engine Casting for Air Hole Defect Control
WANG Chao,QI Ya-ping,DU Ji-zhu,LIU Jing,LI Zhao-jian
(Weifang Casting and Forging CO.,LTD.,Weichai Power,Weifang Shandong 261199,China)
WP10 diesel engine casting has complex cavity shape,many sand cores are used in casting.The exhaust system has a great influence on on the quality of casting.Some measures,such as setting exhaust channel in sand cores,enhancing the exhausting ability of mold and core and so on,were adopted to get air out smoothly and to prevent the air defect.
engine castings,air hole,exhaust system,casting technology
TG242
A
1674-6694(2017)04-0003-03
10.16666/j.cnki.issn1004-6178.2017.04.002
2017-05-03
王超(1985-),男,山东日照人,毕业于北京科技大学,工程师,主要从事铸造工艺设计和工艺管理工作。
