钣金类门板的托盘存放解决方案
2017-09-03党高峰党军强
党高峰 党军强 /文
钣金类门板的托盘存放解决方案
党高峰 党军强 /文
针对配电柜柜体制造行业钣金类部件生产工序多、周转频率高、规格种类多的特点,本文提供了钣金类门板产品生产过程及流转储存的解决方案,达到提高生产效率和产品品质的目的。
钣金类门板存放托盘、托盘设计、工艺要求
近年来,受到国家加大基础设施建设、城市棚户区加快改造等因素的影响,高低压配电柜行业迅猛发展。目前,我国配电柜生产企业普遍规模小,市场竞争激烈,特别是国内经济下行压力加大,机械加工行业不景气,所以保障产品质量和节约生产成本成为企业努力的方向。针对配电柜柜体制造行业钣金类部件生产工序多、周转频率高、规格种类多的特点,本文提供了钣金类门板产品生产过程及流转储存的解决方案,达到提高生产效率和产品品质的目的”。
一、问题描述
配电柜生产企业的工艺流程是:生产部门接到生产指令后先下料,板材码放在地上,用行车吊到下道工序,经过下料、冲床、折弯、电焊、喷塑(含酸洗磷化工序),最后装配,检验,入库。工艺流程如图1。
在各工序中,虽然有些工序也使用平托盘存放门板,但是由于码放过多或者摆放不齐,同样也存在挤压变形,吊装过程中板材极易弯曲变形,给下道工序造成加工误差大、板面平整度差等问题,使后道工序需要校平修复,特别是大规格部件在数控冲床工序因板料弯曲变形存在尺寸位移偏差,造成材料报废现象严重。
配电柜柜体生产企业的特点是:交货周期短,一般3至5天;单笔合同要货数量大,少则几台,多则几十台;合同数量较多,有时三五单,有时八九单,基本每天有上百台柜体的生产任务;各个客户每批配电柜的柜体、规格也不同,导致仪表门、前门、后门、上下通风门的规格和开孔也各不相同,给配电柜生产带来巨大压力。
图2左侧所示的是一种新型低压抽屉式配电柜,该种柜体门板种类较多,规格冗繁,基本涵盖了低压柜大多数部件,所涉及抽屉面板、左右侧板、后安装板,抽屉底板顶盖底板、仪表安装板以及各种规格的安装梁安装板。因为牵扯到进出线方式不同,所以顶盖底板规格也比较多。上述部件除门板是喷塑件外,其余部件基本都是敷铝锌板或镀锌板,对板面光洁度要求较高。不得有划痕、碰伤等瑕疵。图2右侧所示的是当日合同量的一部分。
同时,由于生产现场物料摆放比较混乱,门板、仪表门、上下通风门等部件摆放于一起,合同件、库存件堆放在一起,经过前道装配工序的放在一处,其他的又另放在一处,装配工经常拿着图纸在一堆门板中翻找,存在挂错门、漏挂或少挂门的现象,而且还会对部件表面处理造成损害划伤,这给售后带来不便,加大了生产成本,同时也给企业声誉造成一定的影响。

图1 :高低压成套开关柜壳体加工生产工艺流程

图2 :新型低压GCS抽屉柜
针对以上问题,提高生产效率,提升产品质量,一直是管理者头痛的事情,也是下大力气想解决的问题。
二、解决方案
针对配电柜生产企业目前现状和存在的问题,笔者根据多年从业经验,并借鉴同类企业的做法,同时听取相关管理者和现场操作工的意见和建议,设计了本托盘。
根据本公司产品规格,本次设计托盘规格选用了2000×1800(mm)型标准托盘,托盘额定载重为1000kg,托盘支腿部分高度为120mm,人字梁以一定角度对焊,将托盘均为分两部分,有效高度为400mm。门板类产品厚度大约为20mm,每个托盘可以存放门板约80副,基本可以满足中小合同当日产量的需求。
根据产品及其流转特点,采用传统的川字形结构作为托盘的底框,可以适应手动托盘搬运车(地牛)和叉车作业,双向(地牛)或四向(叉车)进叉,方便操作,同时又可以满足托盘存放于货架的需求;另外,托盘支腿四周底部也可以加装2个定向轮和2个带刹车的万向轮,适用人力车间周转。

表1 :钣金类柜(箱)体主要部件

表2 :不同规格的柜体外形尺寸 (单位:mm)
为了满足对托盘仓储信息的管理,在托盘支腿两侧底框中预留了托盘编码、条形码的位置(如图3所示),以便用时之需。
托盘上表面采用镂空形式,中间以一定角度焊接一定数量的“人字梁”为托盘的承载面,在与存放物门板所接触的表面铺设橡胶衬垫,人字梁顶部两端设有标签框位置(如图3所示)。托盘四周可以装设吊环螺栓,方便吊装,也可以起到防止门板滑落倾倒划伤的限位作用。
为了防止托盘在搬运吊装过程中门板因受惯性或起落不平衡而造成倾倒,所以本次托盘设计过程中我们也采取了一些措施,托盘两侧增加了限位装置,在托盘长度方向以一定间隔设置C型滑道,内嵌T型滑导钉,连接压导板和限位装置。限位装置可以灵活旋转,当与门板贴合后锁紧滑导钉,达到限位作用(如图4所示)。
根据钣金件零部件板材料厚度比较薄、折弯工序多使产品易变形的特点,本托盘采用物件以一定的角度斜靠在人字梁表面,避免门板底面受力过大而变形,同时可以满足下料、冲床折弯等前后道工序的使用。托盘可以循环使用,每道工序加工前存放于托盘一侧,加工后存放于另一侧,保证每道工序生产的产品摆放规则,有利于现场管理,同时也有利于操作者自检和检验人员复检,从而可以从源头上减少产品差错率。下料、数控工序既可将部件平铺于托盘表面,也可侧放于人字梁,一种托盘两种用法。
本托盘根据配电柜门板的各种规格,设置人字梁的间隔,每套人字梁的端部和两侧用一定数量的横梁连接,使得托盘成为一个整体,具有一定强度,同时可以满足不同宽度和长度的钣金类门板产品的存放流转需要。
高压中置柜柜体部件外形规格比较大,材料厚度也大,加工工序多,表面光洁度要求比较严格,存放转运时,部件表面必须与托盘承载面着实,否则极易变形扭曲(高压中置柜柜体如图5所示)。
三、钢托盘的工艺要求
1.除锈校平,根据图纸要求下料切角,去除毛刺;
2.管材伸缩缝要求统一朝内侧有利于粘贴保护衬垫;
3.框架对角线差小于等于3mm,管材直线度小于等于2mm;
4.焊接牢固,焊缝平整光滑,无虚焊漏焊;
5.去除焊渣,焊痘;
6.酸洗磷化,表面喷塑处理;
7.表面铺设防护层,底部粘贴衬垫(材质为5mm软质橡胶);
8.托盘两侧人字梁铆接标签框(材质为有机玻璃型)。

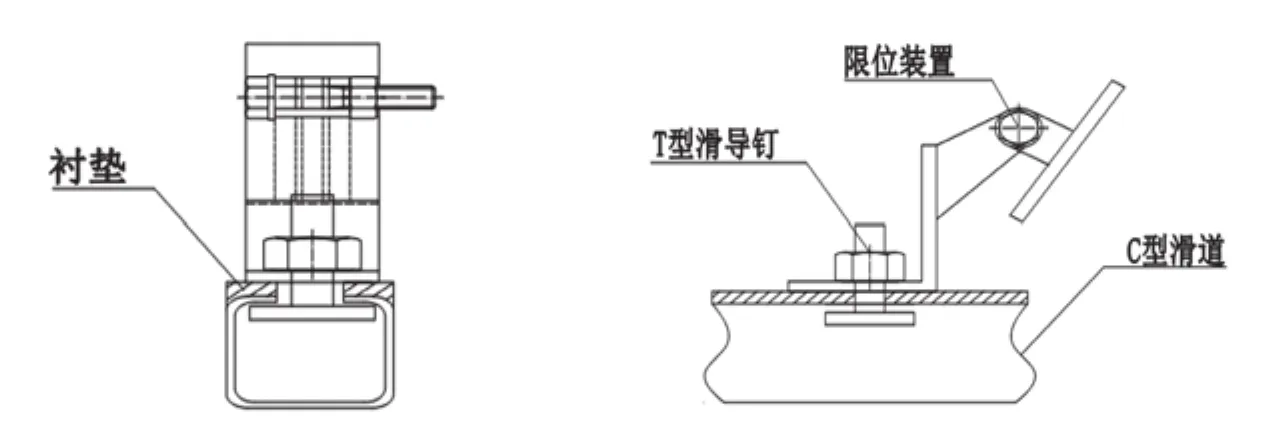
图4 :限位装置示意图

图5 :高压中置柜柜体
四、效果体现
1.便于定置化管理,单元化存储。无论在各道工序、库房中,现场物品摆放有序、按类按合同号存放,各道工序基本上都能满足。合同产品和库存产品分类存放,从而使得现场物品摆放井然有序,条目清晰,节约了空间;产品差错率明显下降。
2.实现了信息化管理,量化管理。零部件随着托盘标签一并流转,做到了合同数量和实物相一致,减轻了库管人员盘库的劳动强度,也节约了检验、盘库的时间。
3.操作便捷,可以提高生产效率和经济效益。
五、结语
随着人们对精细化管理认识的不断提高和对仓储流转功能化、便捷化的需求,本次托盘对托盘信息以及储存物信息做了特殊处理。本文通过对生产流程的分析,详细介绍了托盘的设计思路、工艺流程以及使用过程中的注意事项。该托盘经过一段时间使用后,还有待优化,改进工艺,例如,托盘因规格比较大,空托盘如何堆放以节约空间;如何实现双层或多层立体存放等也是值得思考的问题。希望本次设计的托盘能给物料在生产线的流转与储存带来方便与快捷,对提高生产与质量管理水平都能起到促进作用。
作者党军强的单位为合容电气股份有限公司电力设备事业部
