宣钢4号高炉装料制度调整实践
2017-09-03刘宝洋
刘宝洋
(河北钢铁集团宣钢公司)
宣钢4号高炉装料制度调整实践
刘宝洋
(河北钢铁集团宣钢公司)
宣钢4号高炉(1 800 m3)依据自身的操作炉型,通过几年时间不断的实践与总结,选择适合自身的最佳装料制度,实现了高炉长期稳定顺行,燃料比大幅度降低,降低了生铁成本,取得了巨大的经济和社会效益。
高炉 装料制度 实践
0 前言
宣钢4号高炉有效容积1 800 m3。宣钢4号高炉建设应用了一系列新技术:如日本NDK炭砖+瑞尔(法国)陶瓷杯炉缸结构、薄壁炉墙+铜冷却壁+铸铁冷却壁+软水密闭循环的冷却结构、新嘉恒渣处理技术、国产窜罐无料钟炉顶,环缝洗涤煤气清洗工艺等先进技术,为宣钢4号高炉创造先进水平,实现高效、长寿、节能、环保奠定了坚实基础。
1 高炉现状
宣钢4号高炉的特点是较大炉缸容积,采用矮胖型炉型,较小炉身及炉腹角,加深死铁层深度等方面技术。高炉一共26个风口,分东西方向2个出铁口,没有渣口。高径比Hu/D=2.41。高炉为矮胖型,这种炉型由于炉缸直径较大,高炉中心不易吹透,而边缘气流却极易发展。并且宣钢4号高炉入炉原料条件较差,长期大量配吃外购焦,外购球团,块矿,这些原料的物理及化学冶金性能极不稳定,使得边缘气流不易控制,炉体温度波动幅度较大,宣钢4号高炉根据上料设备特点和原燃料的物理及化学冶金性能以及其在高炉内分布状况特点,选择合理适合宣钢4号高炉装料制度是保证高炉炉况稳定顺行基础。
2 高炉布料矩阵调整过程
布料矩阵调整过程分为三个阶段:第一阶段兼顾中心和边缘两股气流;第二阶段中心加焦疏导中心气流;第三阶段稳定边缘气流,调整中心气流达到炉况顺行。
2.1 第一阶段调整
第一阶段2012年4月中修开炉到2012年12月18日兼顾中心和边缘两股气流同时发展炉况表现情况,这段时间的高炉布料矩阵调整及高炉主要指标分别见表1和表2。

表1 第一阶段布料矩阵调整

表2 宣钢4号高炉2012年主要指标
开炉前期,宣钢公司为保证宣钢4号高炉顺利开炉做了大量工作,精心准备开炉原料:高强度,高品位烧结矿,高品位自产球团,全自产冶金湿焦。2012年4月6日4号高炉顺利点火开炉,12日高炉日产达到4 228 t、焦比351 kg、煤比143 kg。此次开炉,我们是按照炉缸冻结来处理的,在操作制度进行大胆突破和尝试大矿批技术,效果显著。此次4号高炉开炉是宣钢历史上首次大高炉在没有放残铁的情况下中修开炉,并实现快速达产,焦比降低幅度快,开炉第四天高炉计算焦比降至360 kg以下,4号高炉用四天的时间完成了公司其他高炉开炉后4个月才能达到的焦比指标。高炉炉况表现压量关系平稳炉况顺行较好,风压一直维持在330 KPa左右,且料柱透气性较好,高炉透气性指数一直在215左右。6月焦比较低,燃料比偏高,煤气利用率较低,边缘气流略有波动,热负荷在20 000 kcal/h,产量较低。为改善经济指标,炉内通过疏通中心气流来稳定边缘气流,7月边缘气流逐步稳定,热负荷降到在16 000 kcal/h。产量增加,入炉风量增至3 750 m3/min,炉况顺行较好。
入冬以后配吃落地烧结矿,多种外购球团,并配吃一定比例外购焦,原燃料条件逐步变差,风量萎缩,12月平均风量下降至3 700 m3/min以下。2012年10月24日,调装法为K40(3)38(4)36(3)34(2) J40(3)38(3)36(3)34(2)30(2)。目的是开边让中心,兼顾中心和边缘两股气流来保持炉况的稳定顺行。但是效果并不理想,此装法作用后,边缘气流逐步发展,热负荷升高至22 000 kcal/h左右,当边缘温度波动较大时,瞬时热负荷最高上至35 000 kcal/h,形成边缘管道,烧坏冷却设备,严重影响高炉顺行。
2012年12月18日,为保证炉况顺行,改善指标调装法为K40(2)38.5(3)36.5(3)34.5(2)J40(3)38.5(3)36.5(3)34(2)28(2),缩小中心焦角中心逐步加焦来改善料柱透气性。
2.2 第二阶段调整
第二阶段2012年12月18日到2014年11月31日中心加焦疏导中心气流期间炉况表现,这段时间的高炉布料矩阵调整及高炉主要生产指标分别见表3和表4。

表3 第二阶段布料矩阵调整

表4 宣钢4号高炉2013-2014年主要指标
2013年-2014年两年时间,宣钢4号高炉经济指标一般,焦比一直维持在380 kg/t~400 kg/t之间,燃料比在535 kg/t~550 kg/t之间。2013年初期边缘气流不稳,炉体各段温度均有波动,热负荷在22 000 kcal/h左右,风量一直维持在3 700 m3/min以下,风压340 KPa左右。
为进一步稳定边缘气流,降低边缘气流波动对冷却壁危害。于2013年2月10日将软水流量由3 500 m3/h提高至3 650 m3/h,进水温度由44 ℃降低至41 ℃~42 ℃。加强冷却效果。2013年3月9日因边缘气流发展,炉体各部温度波动幅度较大,变装法为K41(3)39.5(4)37.5(3)35.5(2)J41(3)39.5(3)37.5(3)35(2)28(3),把矿焦最外环角度由40 °变为41 °,并且增加中心焦,此装法逐步作用后取得了良好的效果。
2013年5月以后边缘气流逐步规整,热负荷降到13 000kcal/h~16 000 kcal/h之间,虽然边缘气流规整但经济指标差,燃料比高550 kg/t,煤气利用率低。
2013年11月07日,由于压量关系偏紧,减风幅度较大,变装法为K40(2)38.5(3)37(3)35(1.5)J40.5(3)39(3)37(3)34.5(2)28(3.5),把矿圈最外环角度由41 °变为40 °。焦圈最外环角度由41 ° 变为40.5 °,发展两股气流,改善料柱透气性,保持炉况顺行。随着原料条件的改善,高炉经济指标得到改善,焦比逐步由400 kg/t左右降至375 kg/t左右。
随着装法的逐步作用,边缘气流不稳出现波动,炉体各段温度均有波动,参数不易控制,热负荷升至19 000 kcal/h左右。
2014年8月19日,变装法为K41.5(4)39.5(3)37.5(3)35(1.5) J41.5(2) 39.5(3)37(3)34(2)28(4),把矿焦最外环角度变为41.5 °,来稳定边缘气流,但效果不明显。于是2014年11月30日变装法为K41(4)39.5(3)37.5(3)35.5(1.5) J41(2)39.5(3)37(3)34(2)26(5)。把焦圈最内环角度有28 °变为26 °。通过疏导中心气流来稳定边缘气流。
2.3 第三阶段调整
第三阶段2014年11月31日至今稳定边缘气流,调整中心气流达到炉况顺行阶段炉况表现,这段时间的矩阵调整及主要指标分别见表5和表6。

表5 第三阶段布料矩阵调整

表6 宣钢4号高炉2015-2016年主要指标
通过几年的摸索实践,宣钢4号高炉工作人员总结出“稳住边缘气流,找准中心气流”的解决方案。2014年12月20日,变装法为K41(4)39.5(3)37.5(3)35.5(1.5)J40.5(2)39(3)37(3)34(2)31(1)26(4),2015年7月3日调整装料制度为K41(4)39.5(3)37.5(3)35.5(1.5) J39.5(2)38(3)36(3)33.5(2)26(4),把矿圈最外环角度设定41 °,焦圈最外环角度设定39.5 °,最外环矿角和焦角角差1.5 °,保证炉况顺行的前提下,逐步将矿角外移,拉大矿焦角差,并增加矿角外环圈数,最大限度地提高边缘矿焦比例,同时适当缩小中心焦角角度,中心焦角设定为26°,增加中心焦圈数,保证了边缘气流的稳定,中心合理,煤气利用率逐步提高。这样很好的稳定边缘气流。
3 调整效果
进入2015年以后,边缘气流很少波动,高炉炉况顺行,各项指标逐步改善。2015年12月焦比降到353 kg/t,燃料比505 kg/t,为几年来宣钢4号高炉最好指标,大大降低了生铁成本。
3.1 热负荷变化
经过三个阶段的调整,热负荷有了显著变化,各阶段的变化趋势分别如图1~图3所示。其中,图1代表第一阶段兼顾中心和边缘两股气流的热负荷,图2代表第二阶段中心加焦疏导中心气流时的热负荷,图3代表第三阶段稳定边缘气流,调整中心气流时的热负荷。
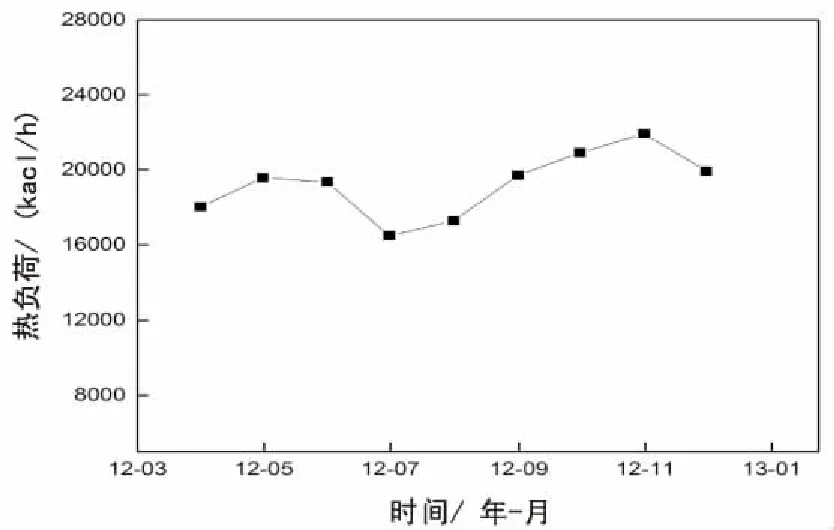
图1 第一阶段热负荷变化趋势

图2 第二阶段热负荷变化趋势

图3 第三阶段热负荷变化趋势
从图1~图3可以看出,第一阶段热负荷一直处在20 000 kcal/h较高的水平,说明边缘气流不稳定,炉体各段温度波动较大,严重影响炉体冷却设备寿命,影响高炉长寿。第二阶段热负荷波动幅度较大,瞬时热负荷在11 000 kcal/h~30 000 kcal/h之间波动,在边缘气流发展热负荷较高时,中心气流较弱,炉况不稳,压量关系时开时紧,高炉参数不好控制,波动幅度较大,对炉体冷却设备伤害较大,当边缘气流较稳时,中心气流过分发展,焦比较高一直在400 kg / t,燃料比升高,炼铁成本升高。第三阶段热负荷波动幅度较小12 000 kcal/h~17 000 kcal/h,特别是2016年前两个月热负荷一直维持在13 000 kcal/h,此时高炉炉体各段温度波动较小,炉况顺行,高炉各项经济指标良好。因此,第三阶段的装料制度比较适合宣钢4号高炉现有的原料条件。
3.2 燃料比变化
经过三个阶段的调整,燃料比有了显著变化,各阶段的变化趋势分别如图4~图6所示。其中,图4代表第一阶段兼顾中心和边缘两股气流的燃料比,图5代表第二阶段中心加焦疏导中心气流时的燃料比,图6代表第三阶段稳定边缘气流,调整中心气流时的燃料比。
从图4~图6可以看出,前两个阶段燃料比一直在540 kg/t左右,高炉煤气利用率较差,燃耗较高高炉炼铁成本较高。第三阶段一般维持在520 kg/t左右,经过以上分析第三阶段的装料制度比较适合宣钢4号高炉现有的原料条件,并有效降低燃料比,降低生铁成本。
4 结语
高炉的装料制度是上部调节的重要手段,它影响着煤气流的合理分布。4号高炉通过不断的探索,总结出“稳住边缘气流,找准中心气流”的装料制度,高炉顺行状况得到明显改善,技术指标得到优化,燃料比大幅度降低,有效降低了生铁成本。

图4 第一阶段燃料比变化趋势
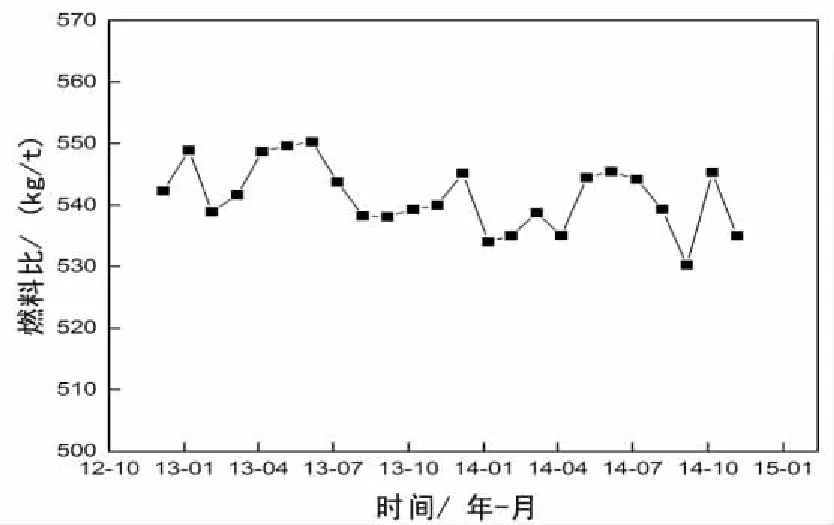
图5 第二阶段燃料比变化趋势

图6 第三阶段燃料比变化趋势
[1] 周传典.高炉炼铁生产技术手册[M].北京:冶金工业出版社,2002:5-29.
[2] 郭可中,林成城,陈君明.宝钢3号高炉操作技术进步[J].炼铁,1998, 17(2):17-20.
[3] 刘云彩.当代高炉炼铁成就[J].炼铁, 2001, 20 (3):27-31.
[4] 殷欢,李邦平.马钢2 500 m3高炉操作技术进步[J].炼铁,1999, 18 (1):6-9.
ADJUSTMENT PRACTICE OF CHARGING SYSTEM IN NO. 4 BLAST FURNACE OF XUAN STEEL
Liu Baoyang
( Xuansteel Ironworks,Hebei Steel Group)
According to its own operation of furnace type of Xuan steel's No.4 BF(1 800 m3), the best charging system is chose through the practice for a few years to achieve long-term stable operation of blast furnace, fuel ratio is greatly reduced, the cost of pig iron is reduced, tremendous economic and social benefits have made.
blast furnace charging system practice
洋,工程师,河北.张家口(075100),河北钢铁集团宣钢公司炼铁厂;
2017—4—7
