铜管卡压技术在中短波发射机水冷系统安装与应用
2017-08-29张云鹤
张云鹤
(国家新闻出版广电总局五○一台,云南昆明650302)
铜管卡压技术在中短波发射机水冷系统安装与应用
张云鹤
(国家新闻出版广电总局五○一台,云南昆明650302)
在大功率发射机水冷系统普遍采用铜管道材质,连接工艺为高温熔化焊接工艺,包括锡焊工艺、铜焊工艺、银钎气焊工艺等等。焊接工艺要求高;高温加热;焊接场地要求高;明火操作;产生污染。以上缺点一直困扰着维护人员,随着科技的进步,出现了不需要高温熔化焊接的工艺,直接采用铜管卡压技术,克服了以上缺点。尤其是施工简单、工具先进,只要稍稍培训即可以熟练操作。经过试验稳定可靠,大大降低了维护工作量,有较好的推广价值。
铜管卡压;发射机;水冷系统;安装;应用
按照热交换的原理,当热交换效率一定时,散热面积越大则散热量越高,比如散热面积为2m2的就比1m2的散热量高一倍。当散热面积一定时,各种冷却方式热交换效率由低到高依次为:自然风冷、强制风冷、水冷、强制水冷、蒸发冷却、超蒸发冷却、特超蒸发冷却。
我单位使用的大功率广播发射机耗散功率达到数十KW甚至数百KW,需要高效率的冷却方式。同时由于广播发射机工作频率高,为了减小分布参数影响,元器件体积小,散热表面积小,部分元器件采用自然冷却和风冷方式远远不能满足散热要求,要采用强制水冷,甚至蒸发冷却和超蒸发冷却方式。所以在发射机中水路是必不可少的系统,发射机中的水路管道有以下特点:1、设备空间狭窄,管道往往位于难以维护的位置;2、水路管道交错穿插在设备的各个部位,周围不可避免有大量带电设备、高价值设备;3、水压高,一般达到8MPa以上;4、水温较高,工作水温一般为50°C以上;5、广播设备工作频率高,水电离度高,对管道的腐蚀严重。以上特点要求管道材质好,连接简单可靠,不易渗漏,易于维护甚至免维护。
广播系统多年来采用铜管焊接工艺,优点是:1、工艺成熟;2、铜管本身强度高,使用寿命长;3、耐腐蚀。但缺点是:1、焊接工艺要求高,易出现砂眼、裂缝;2、高温加热,金属材料退火效应导致强度降低;3、操作空间狭窄,制约了焊接水平;4、明火操作,易烫伤周围元器件甚至引起火灾;5、焊接中废气、粉尘、弧光等危害操作人员。
为了克服以上缺点,采取了多种替代方法,比如采用PPR材质管道,直接压接,不需焊接。但实际使用中,上述的优点刚好转变为缺点:1、强度低,容易弯曲、压扁变形;2、长期工作于水温较高环境,老化严重,导致漏水;3、不是金属材质,本身不腐蚀,但严重腐蚀发射机设备,比如水冷套。
能否有一种工艺,能够采用以上两种方法的优点,铜管的强度高、耐高温、耐腐蚀;PPR管道的压接工艺,不许要焊接。通过市场调查及试验,找到了铜管卡压技术。
1 铜管卡压技术
1.1 简介
铜管连接件作为铜管管道安装中的连接配件,其连接结构方式对管道使用可靠性起很大作用,传统连接铜管道的方法是一般对管道进行热处理或燃除。他不但存在安全隐患并且浪费时间,还有一些诸如螺纹连接、法兰连接、卡套连接等,随时间温度变化可能产生变形、松动等是小隐患,针对上述各种连接方法的优缺点,我们需要一种安装方便,连接可靠、流阻小、可明装又可暗装、通用范围广、绿色环保的结构方式。
通过市场调研及试验,我们找到了铜管卡压式连接技术,此技术是采用冷压接技术使铜管和管件成为一体,利用管件凸缘内的橡胶密封圈来实施密封,完成铜管的严密连接。压接前,铜管与管件的连接可以自由拆装,通过挤压工具对管道进行连接,这大大节省了时间。这种挤压方法,不但保证了管道之间的密封性能,而且消除了某些部分需要焊接的麻烦及其他不利因素,还彻底消除了温度变化引起管道变形松动导致泄漏的问题。
1.2 应用领域
卡压管件系统在应用领域包括以下方面:热的或冷的便携式水、废水或者排污系统,材料采用高质量的紫铜或DZR质量黄铜制造而成。密封圈材质为具有耐氧化、抗臭氧和抗侵蚀能力的三元乙丙橡胶(EPDM)。
卡压管件系统经过测试。它可以承受最大工作压力1600kPa,工作温度范围,-20°C-95°C,另外在太阳能应用领域方面,它可以在短时间内,承受200°C的温度。
1.3 产品类型
多样化,涵盖了管道安装的各种方式、空间、转向、角度等等。比如有卡压90°外螺纹弯头、卡压45°弯头、卡压90°弯头、卡压直接头、卡压内螺纹接头、卡压外螺纹接头、卡压外螺纹活接头、卡压内螺纹活接头、卡压三通接头、卡压变径接头、卡压变径三通接头等等。通过这些配件的组合搭配,可以完成所有的管道安装工作。下图1给出了几种典型的配件:
2 安装工艺
管道系统的安装按照先主管后支管,先立管后水平管,由低到高,由里到外的原则进行。由于发射机系统一些位置人员或设备无法进入,需要在开阔场地连接完成后,整架进入设备,对测量尺寸、施工精度、统筹能力提出了较高的要求,要求测量精确,误差要求小于±5mm;施工精度要求达到两个管道对接时误差小于±2mm,否则强行对接会造成管道变形,长期受到强应力作用,容易产生机械疲劳,出现裂纹。
2.1 切割
用切割机或者锯子把紫铜管切成要求的长度,管道切口端面应与管道轴线垂直,对于长度较长的管道,应该平放于操作台或夹具上,使管道与地面平行,切割工具垂直于地面。如果切口不垂直,必须打磨处理,确保连接的完整性。操作方法见图2所示。

图2 切割
2.2 切口清理
清理紫铜管切口的毛刺,在插入卡压管道之前,要确保紫铜管道切口内部及外面无毛刺,切口光滑。操作方法见图3所示。

图3 切口清理
2.3 密封检查
检查密封件是否正确安装,凸缘处的橡胶密封圈是否变形、脱离、裂缝。在插入管道之前,由于密封件的尺寸与管道相差细微,管道插入密封件时不能大力蛮干,先检查管道切口是否光滑,是否有毛刺阻挡。同时在接触面进行润滑,便于插入,推荐使用水性润滑剂,避免对管道造成腐蚀。操作方法见图4所示。

图4 密封检查
2.4 标记深度
查看插入深度并标记,在管道插入卡压管件接头的最小深度表中查看相应尺寸所要求的插入深度,并在管道上记上最小的插入深度,或者把管道一头全部插入密封件接头,然后在接头的边缘上标上记号。操作方法见图5所示。

图5 深度标记
2.5 插入
按照管道上的记号,把管道插入接头直达到标记处为止。轻轻转动管道,使管道与管件的结合段同心。操作方法见图6所示。

图6 插入
2.6 挤压
确保挤压工具适当的安装尺寸,放进接头,下面贴近凹槽部位。挤压工具必须垂直接触接头,用力扣扳机,直至安装好为止。
要使用配套的卡压式挤压工具,型号为:
Rems Mini Press:适用于管道尺寸DN15-32;
Rems Power Press ACC:适用于管道尺寸DN15-DN100。操作方法见图7所示。

图7 挤压
2.7 压力测试
完成之后,根据标准来测试压力。缓慢向管道内注水,并将管道内空气排除干净。升压时应缓慢,在各个位置安排观察人员,做好防护,避免水流、杂物喷出造成人身伤害。试验压力应为工作压力的1.5倍进行测试,观察10分钟,压力降不大于0.02MPa,然后降到系统工作压力,应不渗不漏。
3 注意事项
1)卡压管件在储存或者使用期间,应该对其可能受到的机械或者化学破坏进行保护。当卡压管件和管道穿透木材或者金属框架时,应采取适当的预防措施来进行保护。使用相应的垫圈、木制垫板,或者以金属框架的形式来保护卡压水管道接头和管道免遭磨损。
2)卡压管件适合明装和暗装,如果地下安装,接头和管道应该埋在地下最少300毫米深处,填埋材料应对接头或者管道没有负面影响,建议使用沙子。
3)两个水管道接头之间的最小间距。

图8

表1 水管接头之间的最小间距
4)插入卡压管件接头时的最小深度
为了确保密封性能,通常会有要求管道插入时的最小深度。

图9
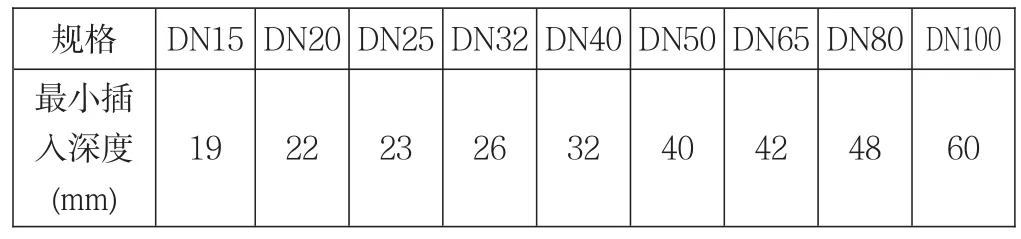
表2 插入卡压管件接头时的最小深度
5)卡压接头与新的钎焊的接头的最小距离
如果在管道安装中同时有卡压方式和钎焊方式,为了避免钎焊是高温对卡压密封件内的橡胶圈造成损坏,同时避免热变形对卡压接头的密封性降低,钎焊接头与卡压接头要有足够的安全距离。如下表3所示。

表3 卡压接头与新的钎焊的接头的最小距离
4 小结
在实际工作中采用铜管压接技术以来,带来以下优点:工艺难度大大降低,无须专精的施工技术;符合要求,密封性能优良;不使用明火确保安全;使用机具施工方便简单;可以先行组装易于狭小空间施工;配管无方向性;易于检修及更换方便;管线变更拆装简便;不破坏管材结构及强度,使用寿命长;降低施工人员的职业伤害。铜管压接技术可以在本行业内广泛推广,具有借鉴意义。
[1]张学田,等.广播电视技术手册:第六分册.发射技术[M].国防工业出版社,2000.
[2]大功率发射机维护手册[Z].
TP3
A
1009-3044(2017)21-0203-03
2017-06-20
张云鹤(1975—),男,工程师,国家新闻出版广电总局五○一台。
