浅谈热回收器的原理及应用
2017-08-22邵君
邵 君
(唐山三友化工股份有限公司,河北唐山 063305)
浅谈热回收器的原理及应用
邵 君
(唐山三友化工股份有限公司,河北唐山 063305)
生产系统化工废热回收可以为厂区和生活区冬季采暖提供热源,在一定程度上创造良好的经济效益和环保效益,其中的主要设备在于热回收器,本文介绍了热回收器的分类、工作原理及应用,同时对我公司采用的高效喷射式热交换器回收化工废热的工艺流程、设备结构进行了阐述。
热回收器;工艺流程;余热;热源;节能降耗
1 项目背景
厂区废热回收采暖和生产系统化工废热回收利用项目是唐山三友化工股份有限公司技改技措新项目,此项目以重碱车间循环冷却水回水及煅烧后产生的废气为热源,采用热回收器对厂区和生活区冬季采暖循环水进行加热,从而达到节能降耗的目的。该项目设计、实施过程均遵循了循环经济、提高劳动生产率、节约降耗、环保安全等原则,是我公司循环经济理念的典型实例。
以生产系统化工废热回收为例,此项目分两部分:
第一部分:纯碱生产重碱车间螺旋板换热器循环冷却水回水温度为55 ℃左右,通过厂区冷却循环回水管网送至冷却塔进行冷却。为了节约能源,纯碱公司把螺旋板换热器循环冷却回水的热量进行回收,送至电厂加热采暖,后又回流至冷却塔,被加热的采暖水用于开发区冬季采暖。
本项目在现有的生产装置区内,利用生产装置提供的废热回水,新敷设两条输水管道,电厂增加热泵回收装置进行热量回收,实现利用废热回水采暖,降低能耗。
第二部分:纯碱生产重灰工序、三效蒸发工序产生大量的低品位的废热蒸汽,经过回收用于采暖后,仍有剩余。在现有的生产装置区内,新建一套回收装置和换热装置,利用纯碱废热加热脱盐水,降低能耗,使集团整体利益最大化。
2 热回收器简介
换热器是用于将热流体的部分热量传递给冷流体的设备,又称热交换器、热回收器,是化工、石油、动力、食品及其它许多工业部门的通用设备,在化工生产中换热器可作为加热器、冷却器、冷凝器、蒸发器和再沸器等使用,应用十分广泛,在生产中占有重要地位。换热器种类很多,但根据冷、热流体热量交换的原理和方式基本上可分三大类即:间壁式、混合式和蓄热式。其中混合式热交换器是依靠冷、热流体直接接触而进行传热的,这种传热方式避免了传热间壁及其两侧的污垢热阻,只要流体间的接触情况良好,就有较大的传热速率。故凡允许流体相互混合的场合,都可以采用混合式热交换器,例如气体的洗涤与冷却、循环水的冷却、汽-水之间的混合加热、蒸汽的冷凝等等。它的应用遍及化工和冶金企业、动力工程、空气调节工程以及其它许多生产部门中。
按照用途的不同,可将混合式热交换器分成以下几种不同的类型:
冷却塔(或称冷水塔):在这种设备中,用自然通风或机械通风的方法,将生产中已经提高了温度的水进行冷却降温之后循环使用,以提高系统的经济效益。
气体洗涤塔(或称洗涤塔):在工业上用这种设备来洗涤气体有各种目的,例如用液体吸收气体混合物中的某些组分,除净气体中的灰尘,气体的增湿或干燥等。但其最广泛的用途是冷却气体,而冷却所用的液体以水居多。空调工程中广泛使用的喷淋室,可以认为是它的一种特殊形式。
喷射式热交换器:在这种设备中,使压力较高的流体由喷管喷出,形成很高的速度,低压流体被引入混合室与射流直接接触进行传热,并一同进入扩散管,在扩散管的出口达到同一压力和温度后送给用户。
混合式冷凝器:这种设备一般是用水与蒸汽直接接触的方法使蒸汽冷凝。
3 喷射式热交换器的应用
我公司厂区废热回收采暖和生产系统化工废热回收利用项目采用喷射式热交换器,热交换过程如图1所示,当液体(工作流体)通过喷嘴时,在其出口形成一定的低压,从而将蒸汽(吸入流体)吸入,与液体(工作流体)一起经混合管进一步混合,以达到加热的目的。被加热到要求温度的液体,则从加热器出口端流出。喷射式热交换器的设备结构如图2所示,其主要由以下几部分组成:上部排汽筒体、锥段、喷嘴部分、中间筒体、下部排水筒体、支撑结构等。内部介质流动方向如箭头所示,软水由软水进口a进入,废气由废气进口c进入,软水经过喷嘴部件时,在其出口形成一定的低压,变成喷雾状的水汽,与风机出口来的废蒸汽一起经混合段混合,进行接触热交换,冷水吸热变成热水同时在重力作用下,由软水出口b排出,未进行热交换的废气和热交换完成后掺杂小水珠的废气直接由废气出口d排出,如此循环,完成了整个热交换过程。
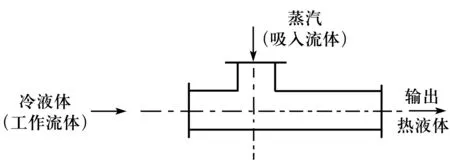
图1 热回收器工作原理示意图
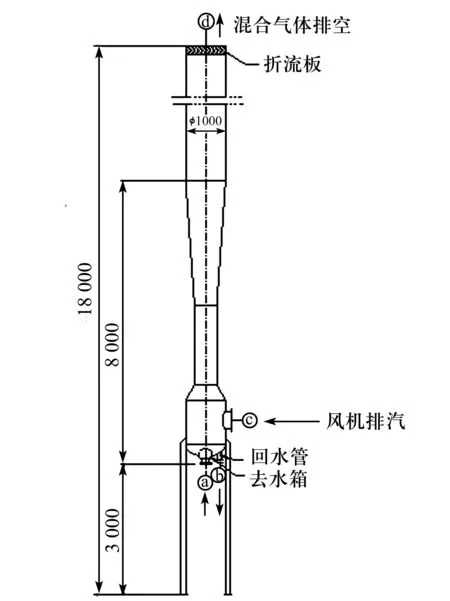
图2 喷射式热交换器结构示意图
根据设计要求,我公司需确定现有废气是否满足换热要求。根据现场实际及查阅相关资料可以确定:额定排气量12 000+20 000=32 000 N·m3/h,排气压力约为2 kPa(G),温度75 ℃,查得蒸汽分压力为38.6 kPa(a),该压力下的密度为0.24 m3/kg,回水量为300 m3/h,将回水由55 ℃加热到70 ℃,需用蒸汽量9 t/h,我公司废气中含有的蒸汽量计算过程如下:
V汽=11 992 N·m3/h
V2=39 998 m3/h
m=ρv=0.24×1 000×39 998=9.6 t/h
经过上述计算可以得知,我公司废气中的蒸汽量完全可以满足换热要求。
4 结构分析
设备本体结构分析:如图2所示,排风筒有变径段,在流量不变的前提下,变径段可以有效增加流体流速,提高流体雾化率,气液混合换热过程中进一步回收废气余热。但是变径造成了设备整体头重脚轻,小直径下端与桶体焊接处剪力大,受风载荷与地震载荷影响易发生折断,故在小直径段与变径段外侧加一直筒段,分散受力,增加强度,使设备整体性强度更好。
设备安装定位:受厂区现场条件限制,设备安装位置较高,三友厂区地邻渤海,风载荷与地震载荷较大,故需对其进行风弯矩与地震弯矩计算。将设备分六段进行计算,其中三个截面受力较大,计算结果如图3所示,故对截面1-1与截面2-2处桶体焊接支耳,土建专业做框架进行支撑,将力通过钢结构分散开,截面3-3做限位,限位距离15 mm。
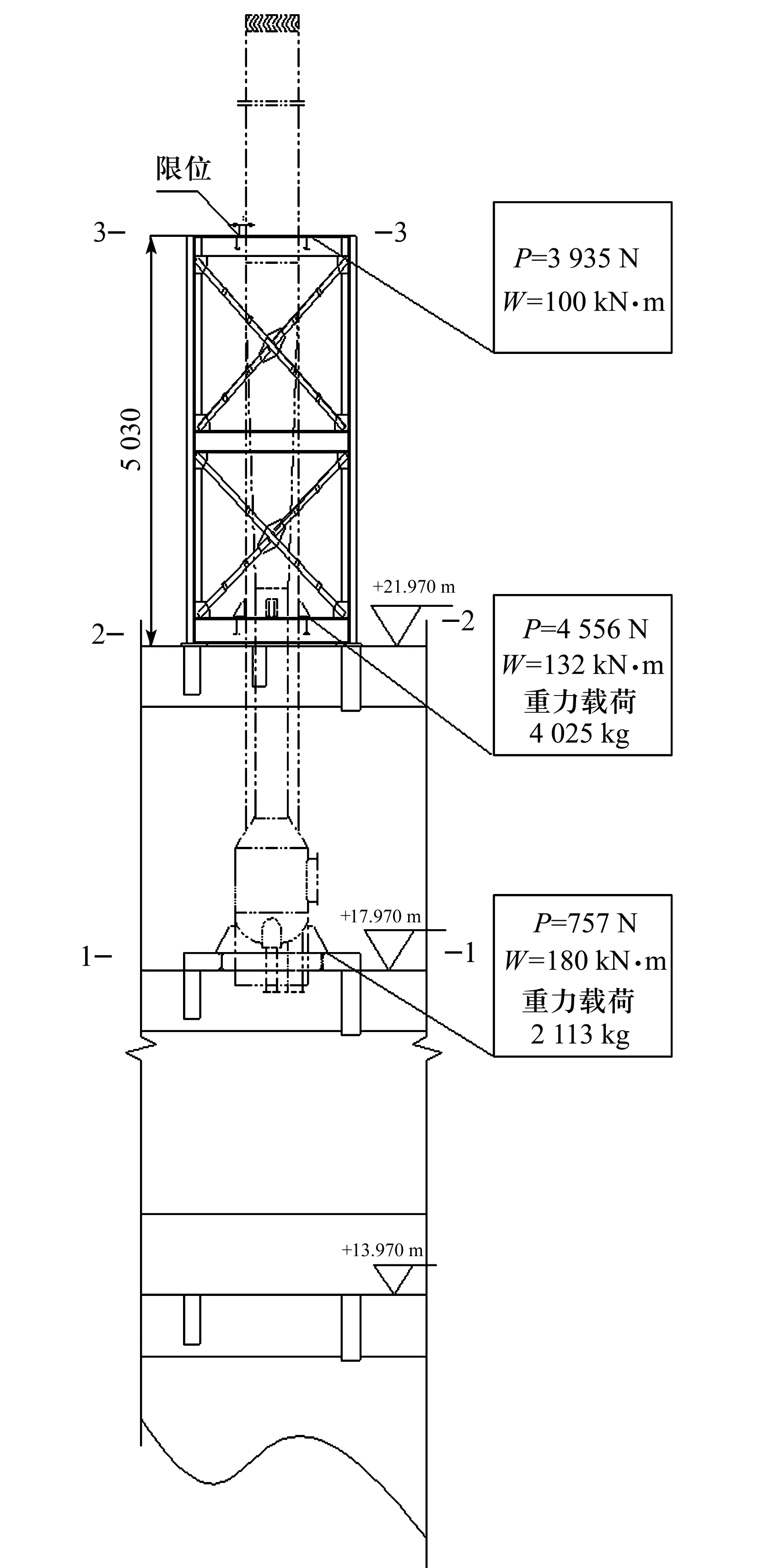
图3 热回收器风载荷地震载荷示意图
5 总 结
喷射式热交换器作为高效换热器,以其特有的结构优势,利用化工废气余热将冷水变成热水供应到各个厂区及附近地区,供热效果良好,从而达到了节能降耗、实现资源循环利用的目的,理论上可节约低压蒸汽9 t/h,按一个采暖季计,每年可节约蒸汽50 000 t,经济效益可观。同时,将废气中的污染颗粒大面积的带回到软水中起到了保护环境的作用。
[1] 陈敏恒, 丛德滋, 方图南.化工原理(上册)[M].北京:化学工业出版社,2006
[2] 史美中,王中铮.热交换器原理与设计[M].南京:东南大学出版社,2003
[3] 曲文海.压力容器与化工设备实用手册[M].北京:化学工业出版社,2000
TQ114.15
B
1005-8370(2017)04-41-03
2017-02-24
邵君(1987—),2011年毕业于燕山大学。2011年至今在唐山三友化工股份有限公司工作,助理工程师。
