重庆宜化公司60万吨联碱工程简介及开车小结
2017-08-22曹金峰
曹金峰
(宁波海越新材料有限公司, 浙江宁波 318003)
重庆宜化公司60万吨联碱工程简介及开车小结
曹金峰
(宁波海越新材料有限公司, 浙江宁波 318003)
对重庆宜化公司60万t联碱工程在工艺、设备、产品质量等方面与双环公司进行对比分析,介绍了重庆宜化公司60万t联碱工程的开车的基本情况和遇到的一些问题。
联碱;工程简介;开车;小结
重庆宜化公司60万t联碱工程采用成熟的型煤造气、变换、脱硫、脱碳、合成氨技术,年产60万t“宜化”牌农用氯化铵(部分颗粒农用氯化铵),40万t“红双环”牌轻质纯碱,20万t“红双环”牌低盐重质纯碱。该工程于2007年底投产,已实现稳产高产。
本人2007年10月至2008年2月受宜化集团安排从双环科技外派至重庆宜化参加了该工程开车,负责该工程分析技术工作。现将该工程在工艺、设备、产品质量等方面的基本情况与双环公司进行了比较分析,介绍了该工程开车基本经过和遇到的一些情况。
1 制盐生产系统的异同点
重庆宜化公司主要利用距离厂区30 km的高丰镇丰富的盐矿资原,通过钻井、水溶解、卤水精制,然后用管道将精卤水送到真空制盐生产区,为了与60万t联碱工程配套,在原有100万t制盐装置基础上,新上30万t真空制盐装置(每年盐的总生产能力已达130万t,60万t联碱工程计划每年用盐70万t左右,其它用于生产食用盐、外卖工业盐、生产高氯酸钾等),其中100万t制盐装置采用5个蒸发罐,30万t真空制盐装置采用3个蒸发罐。工业盐用120 m皮带送到联碱结晶岗位3个盐析结晶器。
双环公司主要利用距离厂区1~3 km的地下的盐矿资原,和重庆宜化公司制盐生产系统一样通过钻井、水溶解、卤水精制,然后用管道将精卤水送到制盐生产区,经过一套提硝装置(每年生产10万t无水硫酸钠)和3套制盐装置,工业盐中钙、镁、硫酸根杂质更低,盐的总生产能力达每年70万t左右。工业盐用40 m皮带送到联碱结晶岗位4个盐析结晶器。
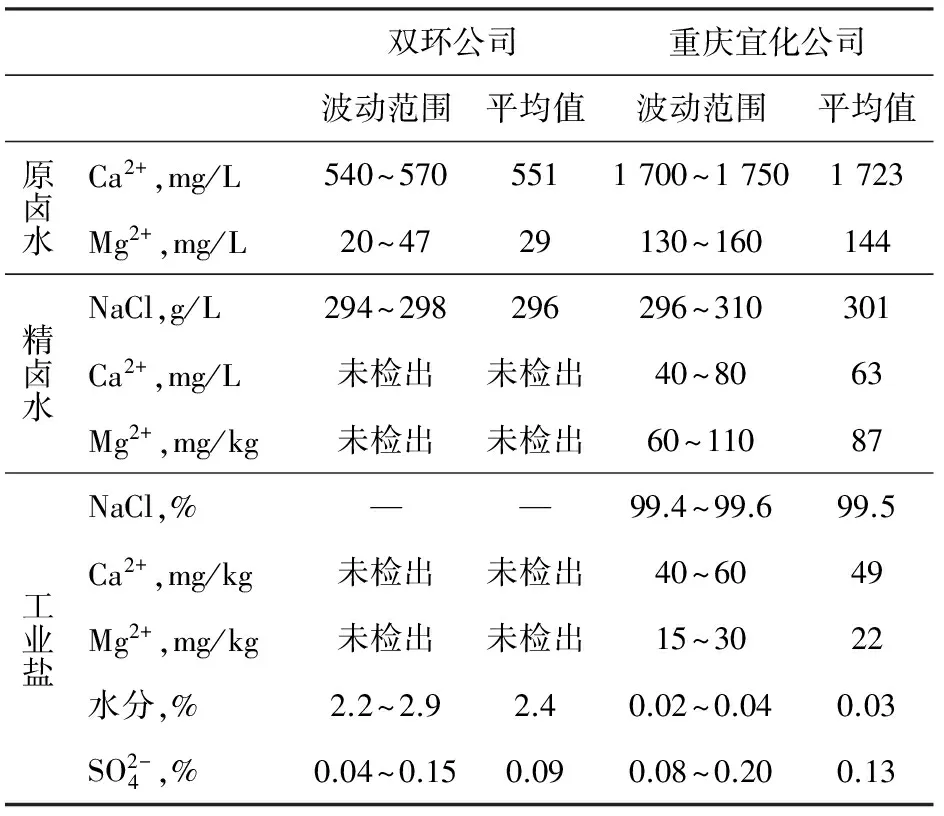
表1 原料盐分析
从表1数据可知:
1)双环公司原卤水、精卤、工业盐中钙、镁、硫酸根杂质比重庆宜化公司低。杂质越低,联碱系统母液浊度、纯碱产品水不溶解物越低,联碱系统管道越不容易堵,但从重庆宜化公司开车后的运行情况看来,工业盐对母液浊度和纯碱产品水不溶解物影响不大。
2)由于双环公司工业盐基本是湿盐,重庆宜化公司是颗粒较粗大的干盐。湿盐更容易溶解(反应时间短),但双环公司工业盐中带入大量水分(每天带入50 t水),从控制母液平衡上考虑盐越干越好,就这方面而言重庆宜化公司的干盐比双环公司湿盐要好。
2 合成氨生产系统的异同点
重庆宜化公司热电有3台锅炉,产汽量分别为150 t/h(低压)、150 t/h(低压)、240 t/h(中压),3台发电机(总发电量为6.9万kWh),脱盐水主要用阴阳离子交换树脂除去水中的杂质,生产的脱盐水质量与双环公司的差不多,热电用煤主要来自四川涪陵、巴东等附近煤,发热量比双环稍低3 MJ/kg。
重庆宜化公司合成氨生产技术主要采用湖北宜化成熟的型煤造气、变换、脱硫、脱碳、合成氨技术。主要设备有:18台型煤造气炉,4个水洗塔,4个静电除尘塔,1个煤气柜,2个CO2气柜,1个半脱硫槽,5台氢氮压缩机,两套变换,两套脱硫,28个脱碳塔,1个精炼塔,5台合成循环机,2套φ1.4合成塔系统。
双环公司热电有8台锅炉(其中7#、8#为两台近3年新上高压锅炉,其它5台为经过多次改造的旧锅炉,常停3台锅炉),5台发电机,总发电量约1.2万kW/h。热电用除盐水生产工艺是:净化后的河水先通过反渗透除去大部分的Na+、Cl-、Ca2+、Mg2+、K+和少量SiO2,再通过阴阳离子交换树脂除去剩下的其它杂质,生产一级和二级除盐水,目前除盐水产量是1 570 t/h。热电用煤主要来自河南郑煤,发热量一般在21~24 MJ/kg。
双环公司合成氨生产造气部分主要采用壳牌粉煤气化技术(目前产气量7万m3/h,占整个造气量的80%左右)和湖北宜化成熟的型煤造气技术(目前产气量2.2万m3/h,占整个造气量的20%左右),变换部分采用耐硫变换技术,脱硫、脱碳部分采用低温甲醇洗工艺。主要设备有:5套空分装置,5台型煤造气炉,2个水洗塔,2个静电除尘塔,1个煤气柜,2台半水煤气压缩机,一套日耗煤1 000 t的壳牌粉煤气化系统,一套耐硫变换系统(Ⅰ变炉、Ⅱ变炉、Ⅲ变炉3个串联的变换炉)、一套低温甲醇洗系统,一台甲烷化炉、6台高压机,4台透平,三套合成氨系统(2个φ1000合成塔,1个φ1200合成塔)等。
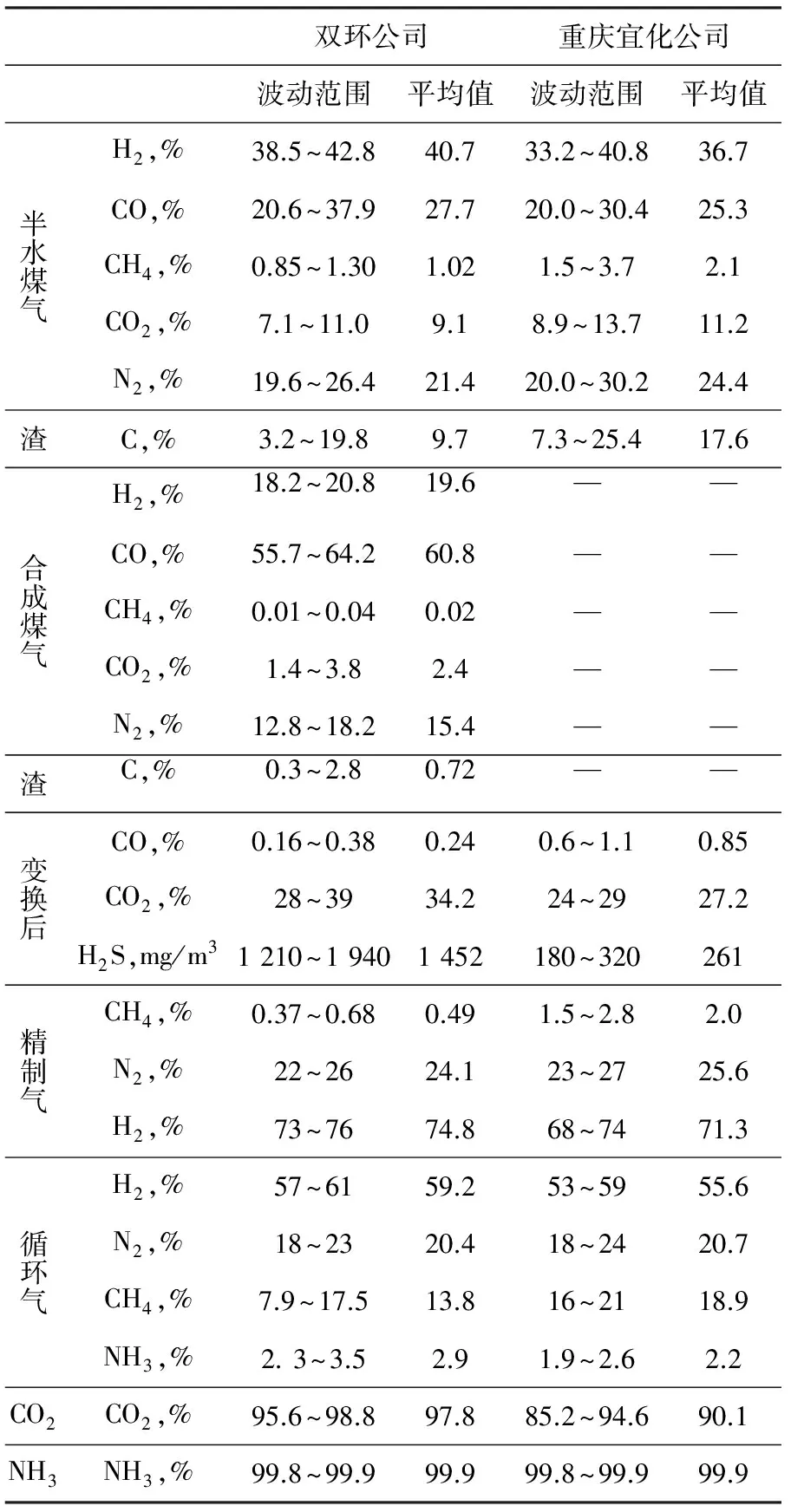
表2 合成氨生产系统各种中间产品成分表
从以上对比分析可知:
1)重庆宜化公司和双环公司在合成氨造气、脱硫、脱碳、净化工艺上差别较大。
2) 双环公司壳牌粉煤气化技术煤的利用率较高,但其投资成本较大,主要设备全部依赖进口,维修成本高,工艺复杂。型煤造气相对来说投资少、投产快,工艺简单、维修方便。
3)双环公司型煤造气炉运行情况(产气成分)比重庆宜化公司要好。
4)变换、精炼、合成两公司运行情况较好,只是两公司造气上的差异,尤其是有效气体CO+H2含量,以及CH4含量差别较大,导致精制气、合成循环气差别成分较大,双环公司各项气体成分更有利于合成系统经济运行。
3 联碱生产系统的异同点
重庆宜化公司联碱工艺与双环基本相同,都采用一次加盐、一次吸CO2、两次吸氨。其中重庆宜化公司纯碱工段Ⅰ过程包括碳化和滤过,共有13台异径碳化塔(上下φ2500和中部φ3000),4台20 m2滤碱机(4台430 m3/min CO2螺杆压缩机在合成工段压缩厂房)。结晶工段Ⅱ过程包括冷析、盐析、加盐、MⅠ吸氨、MⅡ吸氨、分离机(10台冰机在氨事业部),共有3个800 m3的冷析结晶器,3个800 m3的盐析结晶器,2个50 m3盐稠,2个50 m3兑稠,9个外冷器,MⅠ和MⅡ吸氨器各8个(150 m3/h),4台德国进口分离机。Ⅰ过程和Ⅱ过程共有11个存量桶(冷AⅠ桶2个,热AⅠ桶2个,MⅡ桶2个,AⅡ桶2个,MⅠ桶2个,清洗桶1个),容积都在800~950 m3。煅烧工段有φ3000煅烧炉3台,煅烧炉气先经过旋风负压除尘、静电除尘(除Na2CO3粉尘),再经过热碱液洗气,再经过换热产生冷凝液,部分热碱液、冷凝液、合成塔氨水一起送碳化岗位回收塔蒸氨后作为洗涤水洗涤换热出来的煅烧冷炉气,出来的炉气最后由CO2压缩机送到碳化塔为中段气。洗涤水一起送滤碱机作为洗水加入到联碱系统。热纯碱从煅烧炉出来经过循环冷却水降温一部分直接送包装岗位包装成轻质碱,另一部分纯碱送制重质碱(液相水合法)。氯化铵从分离机出来经过6台干铵炉干燥后送氯化铵包装岗位包装成成品(部分产品去生产颗粒农用氯化铵)。整个包装片区分纯碱包装和氯化铵包装,并排有四个大仓库,纯碱包装有五条50 kg自动包装线和两条750 kg自动吨包装线(轻质纯碱3条50 kg自动包装线和一条吨包装线,余下为重质碱包装线)。氯化铵包装为五条50 kg自动包装线和一条颗粒农用氯化铵包装线。整个仓库管理规范,出厂产品都用汽车运走(没有铁路)。
双环公司纯碱片Ⅰ过程包括MⅠ吸氨、MⅡ吸氨、CO2压缩、碳化和滤过,共有16台碳化塔(4台与重庆宜化公司一样的异径碳化塔,12台φ2500高圈塔),6台滤碱机(2台20 m2,4台16 m2),7台CO2压缩机(2台300 m3/min CO2螺杆压缩机,5台小往复压缩机),MⅠ和MⅡ吸氨器共23个(120 m3/h)。氯化铵片Ⅱ过程包括冷析、盐析、加盐、分离机、冰机,共有4个冷析结晶器(3个250 m3,1个500 m3),3个盐析结晶器(3个250 m3,1个500 m3),8个4 m3盐稠,8个4 m3兑稠,12个外冷器,大小分离机共17台。Ⅰ过程和Ⅱ过程共有近20个存量桶,容积大小不等,大部分容积在300 m3左右。煅烧工段有6台煅烧炉(2台φ3000,4台φ2500),煅烧炉气除尘洗气与重庆宜化公司基本相同,只是双环公司没有静电除尘,而且热碱液含碱较高直接送小苏打,从煅烧炉出来的热纯碱经过凉碱炉降温(重庆宜化公司只有循环水换热冷却碱,没有凉碱炉),一部分直接送包装岗位包装成轻质碱,另一部分纯碱送制重质碱(固相水合法)。氯化铵从分离机出来经过8台干铵炉干燥后送氯化铵包装岗位包装成成品。整个包装区分纯碱包装和氯化铵包装,共有新旧四个仓库,轻质纯碱包装有三条50 kg自动包装线、一条50 kg手动包装线和一条手动吨包装线,重质碱有两条50 kg自动包装线和一条手动吨包装线。氯化铵包装为四条50 kg自动包装线。出厂产品主要通过铁路运走(部分用汽车运走)。过程控制分析结果和产品质量情况见表3和表4。
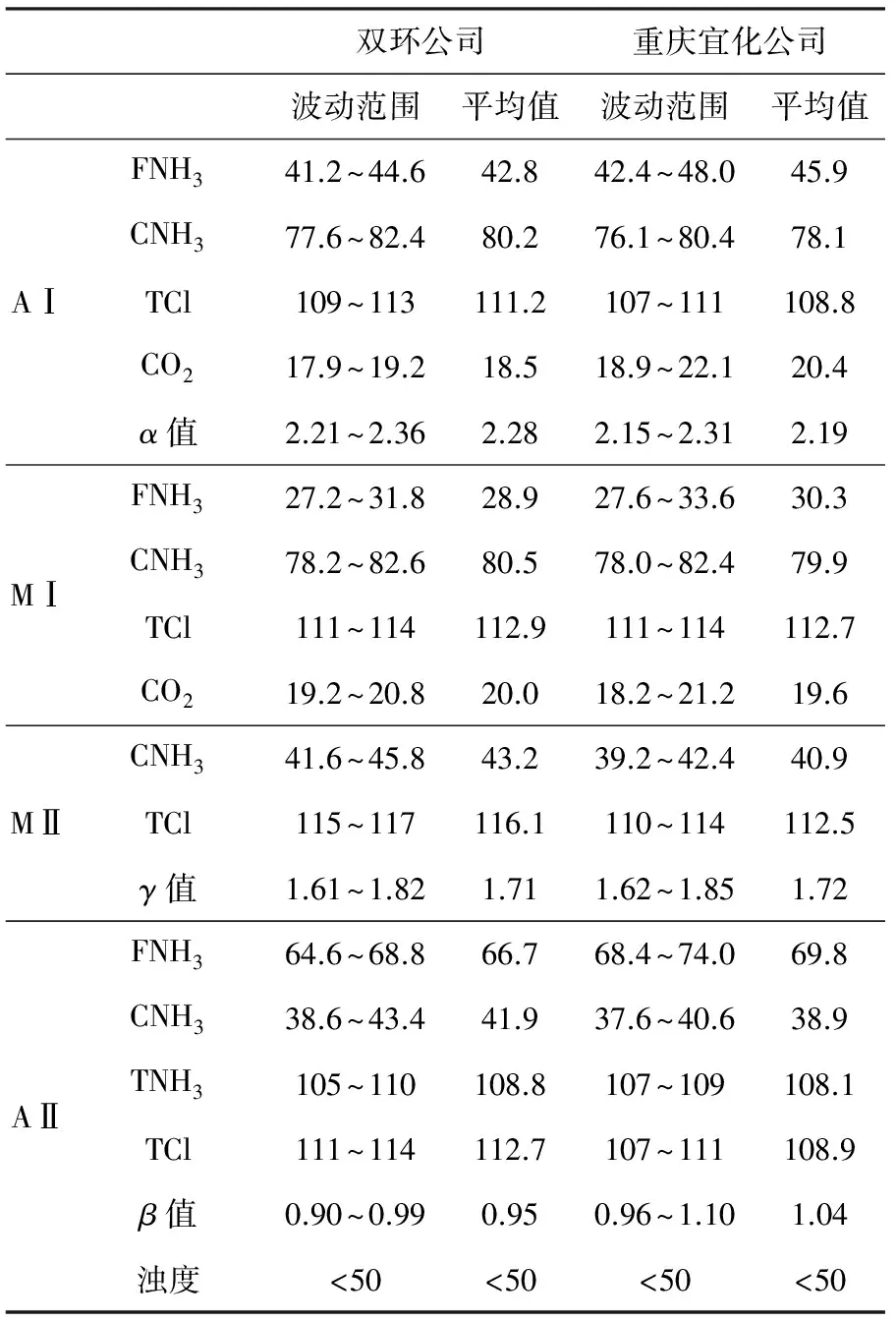
表3 联碱生产系统过程控制分析结果对照表
(续表)
从以上对比分析和表3可知:
1)由于重庆宜化公司外冷器换热面积大、降温效果好,冷析结晶器温度控制在10~13 ℃,平均12.1 ℃,冷析温度和盐析温度比双环低,结晶器也比双环大,导致冷析、盐析效果明显,MⅡ的CNH3低于双环公司,最后整个系统中固定铵比双环低,为了控制好α、β、γ值,重庆宜化公司按设计要求结晶器吸FNH3也比双环高, Na+、Cl-比双环低,CO2比双环高,双环公司由于冷析结晶器和盐析结晶器体积比重庆宜化公司要小等其它原因,通过几十年的摸索已找出最佳控制范围,但双环公司最佳控制范围不一定适合重庆宜化公司。
2)由于重庆宜化公司真空泵效果好,重碱水分、盐分都比双环略低。
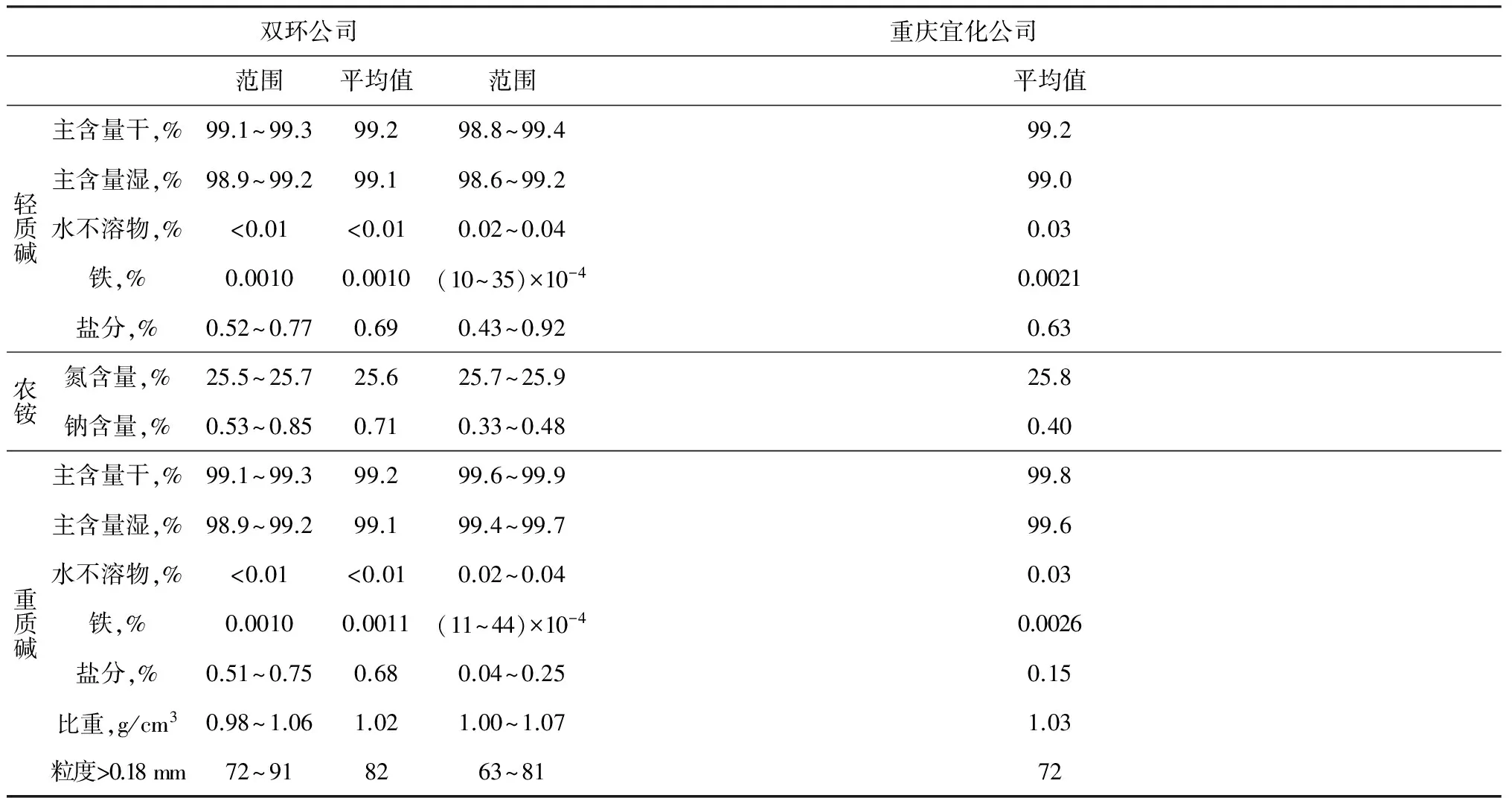
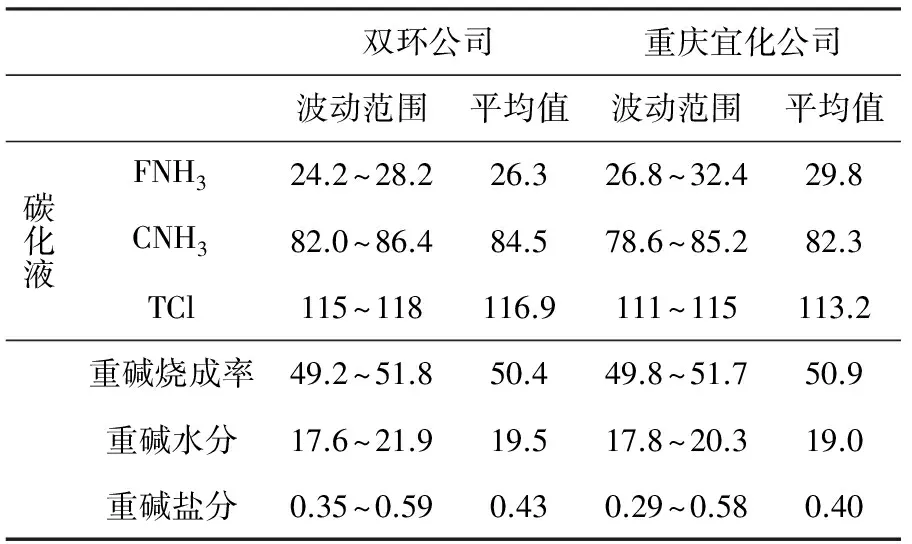
表4 联碱产品质量分析结果对照表
从表4可知:
1)双环公司和重庆宜化公司轻质碱质量差不多,重庆宜化公司轻质碱水不溶物主要由钙、镁杂质形成沉淀引起(根据分析可得大约有0.02 %),可通过降低工业盐钙、镁杂质含量解决。
2)重庆宜化公司农铵钠含量低于双环公司,质量好,分析原因是因为在重庆宜化公司结晶工段冷析结晶器、盐析结晶器、盐稠、兑稠的体积比双环的大,工业盐通过这些系统的时间比双环公司要长得多,工业盐充分溶解,Na+在大的冷析结晶器和兑稠中被充分稀释,还有重庆宜化公司盐析结晶器到冷析结晶器的逆料量比双环公司小得多(重庆宜化公司盐稠将全部物料输送到冷析结晶器上的逆料槽时,大部分MⅡ清液从逆料槽溢流口流出,再通过冷析结晶器溢流口直接流回了盐析结晶器形成MⅡ从溢流口走,大量Na+没有进冷析结晶器,而双环公司结晶工段盐稠将全部物料没有经过逆料槽溢流直接输送到冷析结晶器)。重庆宜化公司充分利用逆料槽、大结晶器、大兑稠的作用大大降低了农铵钠含量,提高了农铵产品质量,这种设计值得在联碱行业推广。
3)重庆宜化公司重质碱比双环公司质量好得多,说明液相水合法生产出的重质碱质量比固相水合法生产出的重质碱要好得多。
4 经济效益、环保等方面的异同点
重庆宜化公司废水排放分两大块,热电合成氨系统污水通过中国蓝星环保公司细菌消解装置降低水中氨氮、沉降法除油和尘(效果非常好),联碱等其它生产系统污水由于细菌不能耐高氯根,则通过控制流量、污染物含量、增加生产环保投入等措施达到减排目的,再和经过蓝星环保公司细菌消解装置处理过的水兑合排放,排放口有专门氨氮和COD在线监测仪。一般联碱企业污水中COD含量在国家控制范围内,氨氮和氯根波动较大。
双环公司在各分排污口安装了流量计,分析员取样分析化验,总排放口有专门氨氮、COD在线监测仪等,真正做到了控制流量、污染物含量。
5 开车前后遇到的问题与探讨
1)冷析结晶器外冷器开始经常堵,主要是外冷器操作温度过低,外冷器没有备机单台作业时间长。最近改变操作控制温度,外冷器堵得轻许多(结晶工段基本正常了),马上又上4台外冷器,单台作业时间延长, 彻底解决问题。
2)煅烧工段问题较多,主要是3台煅烧炉能力刚够,没有备机,再加上旋风负压除尘、静电除尘、热碱液洗、冷凝、水洗涤、循环水换热冷却碱经常出问题,严重影响生产,主要是旋风负压除尘、静电除尘故障多,尤其是静电除尘运行不好,热碱冷却还是改用双环公司凉碱炉效果比较好。
3)合成氨型煤造气运行不正常,产CO2气不够。
4)热电新锅炉运行不正常,产蒸汽量不够。
5)颗粒农用氯化铵没有相应的国家标准,按GB2946-92生产,因为水分在1.0%以下无法生产出粒度合格的产品。
6)双环公司的“6改10工程”纯碱生产能力从60万t/年增加到100万t/年,造气部分采用型煤造气,变换、脱硫、脱碳,合成氨再上一套φ1400合成塔系统。
TQ114.162
C
1005-8370(2017)04-06-05
2017-06-06
曹金峰(1972—),1996年毕业于南京化工大学工业分析专业,本科,学士,工程师职称,毕业后一直从事石油化工分析检验与管理工作。1996年至2012年在湖北双环科技股份有限公司工作,曾任分析化验处处长,2012年至今在宁波海越新材料有限公司全面负责化验室筹建、开车分析与后期管理工作,曾在全国性期刊上公开发表多篇分析专业技术论文。
