调心滚子轴承实体钢保持架大孔径兜孔的加工
2017-07-24褚剑阳张馨王鹏伟王振波
褚剑阳,张馨,王鹏伟,王振波
(洛阳LYC轴承有限公司,河南 洛阳 471039)
保持架在轴承中起着隔离滚动体的作用,使滚动体均匀地承受载荷,避免滚动体之间相互摩擦与碰撞[1]。某调心滚子轴承在使用中需承受较大冲击力和振动,实体铜保持架在立柱与梁结合处多次出现断裂的情况,导致轴承提前失效,为提高轴承的承载能力和抗冲击性,将原来的双片式实体铜保持架改为实体碳钢保持架。轴承设计中减少了滚动体个数与保持架等分数,增大了滚动体直径与保持架兜孔直径,保持架兜孔设计中采用了仿形滚动体的结构。
1 保持架特点分析
1.1 结构
某型调心滚子轴承双片式钢制保持架结构如图1所示,保持架材料为20#钢[2],材料强度较铜材料更高。
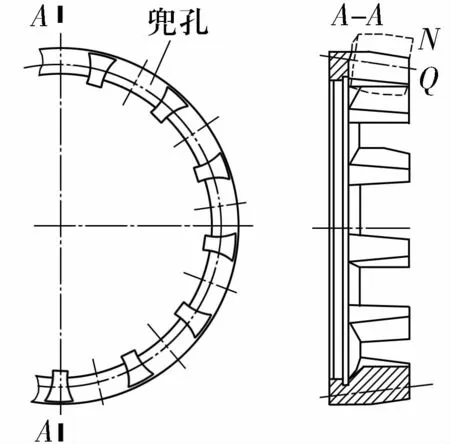
图1 保持架结构图Fig.1 Structure of cage
1.2 尺寸及精度

图2 保持架结构尺寸Fig.2 Structure and size of cage
1.3 加工难点
1)传统的兜孔加工采用TK9213型卧式钻床,刀具采用高速钢仿形钻头(图3),增大保持架兜孔孔径后,需相应增大钻头直径,保持架材料改为钢后,加工中切削力大,易烧损钻头。
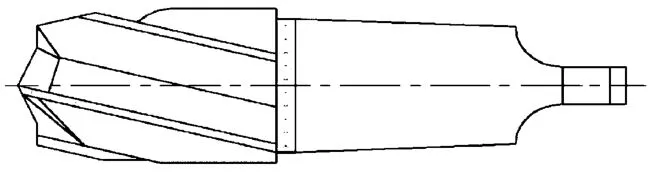
图3 传统钻削加工使用的钻头Fig.3 Drill used for conventional drilling
2)传统的钻削工艺在钻削时产生的塑性变形区大于切削层厚度[3],加工后会容易产生大量毛刺。
2 工艺改进
1)基于大兜孔钢制保持架在钻削加工中存在的难点,改钻削加工为铣削加工。由于铣削加工面包括兜孔侧壁和底部,因此,铣削选用90°可转位立式铣刀(图4)。刀片材料选用森泰英格的EB1220,不仅能满足高转速和大进给量的切削性能要求,而且铣削中可利用刀具的侧刃加工,切削力小,刀具可重复使用,减小了刀具准备时间,降低了成本;与传统的钻削加工相比塑性变形区与切削层厚度的差值更小、毛刺少。

图4 90°可转位立铣刀Fig.4 90°indexable milling cutter
2)改手动编程为自动编程。利用UG NX编程,操作更简便,尤其在复杂结构的型腔加工中能够处理手动编程难以胜任的二次曲面与特殊曲面,能够提高兜孔孔形的质量保证能力。
利用UG软件的编程过程为:
①建立兜孔形状的片体模型,兜孔顶部中心为Q点(图1),需与工作坐标系WCS原点重合。
②在UG中建立空间加工坐标系MCS,加工坐标系MCS与工作坐标系WCS重合[4]。实际对刀中,Q点设置为加工坐标系WCS的原点,选择铣削区域为所建立兜孔模型的内侧(即指定修剪边界中选择修剪侧的外部)。
③创建刀具。为保证一定的加工效率,选用φ40 mm的可转位立铣刀,刀片材料选用YG6。
④选择加工方式:轮廓-型腔铣削。
⑤设置安全距离:刀头至产品的加工平面为100 mm。
⑥设计刀轨:为去除所有不必要的余量,切削模式选为跟随周边;两刀轨之间的距离(步距)为刀具直径的50%,立铣刀每刀公共深度恒定,经验值为0.2 mm;铣刀的旋转方向和工件进给方向相同(顺铣),切削顺序为加工完一个兜孔后再加工另一个兜孔(深度优先),刀路方向选择由内向外。
⑦移动参数的设置:为提高加工效率,并使兜孔表面不出现接刀纹,选择无切削区域作为进/退刀点,进刀类型为插刀,进/退刀点为点 N(X0,Y39.85,Z0)(图1),两刀轨重叠距离为0。
⑧设置合理的切削参数:主轴转速为2 500~3 000 r/min,进给量为1 000~1 500mm/min,使用切削液。
⑨程序的编制与导入:选用五轴加工中心RFMV1300,将机床的 A轴旋转为 14°30′(兜孔倾斜角度)后导入UG处理生成的程序(生成三轴加工中心的程序),利用命令M98,20个等分调用20次子程序,对刀后即可加工。
⑩工艺的优化:为进一步提高兜孔的表面质量,将兜孔的加工分成粗铣和精铣,精铣时沿兜孔轮廓走刀,精铣余量为0.1~0.3 mm,精铣主轴转速为4 000 r/min,进给量为1 000 mm/min。因钻兜孔中保持架大内径需与支承盘定位配合(图4),加工中应严格保证保持架大内径的尺寸精度、大内径与支承盘的定位间隙以及支承盘的平面度。

图5 兜孔的加工Fig.5 Pocket machining
3 加工效果
工艺改进后已对该型号保持架加工出3批共12件,保持架兜孔质量能够满足产品设计要求与保持架技术条件,检测结果见表1。

表1 改进工艺后保持架的加工精度与工艺要求对比Tab.1 Comparison of machining precision of cage after process and technological requirement
4 结束语
经实际生产验证,改进后的实体碳钢保持架轴承可满足使用寿命达到1年以上,且保持架不出现断齿现象。经核算改进后的钢保持架成本降低了21%。数控加工中心及UG NX自动编程铣削加工已成功应用于大孔径调心滚子轴承实体保持架、推力圆锥滚子轴承实体保持架、三排圆柱滚子组合转盘轴承实体保持架等多个类型实体保持架产品。铣削加工采用的刀具可重复利用,在保证一定的加工效率与产品精度的同时节约了原有钻削加工的刀具成本,为实体保持架兜孔的加工提供了一种新的工艺方法。
