铝合金汽车控制臂的低压铸造工艺研究
2017-07-07杜德喜于宁
杜德喜,于宁
(中信戴卡股份有限公司,秦皇岛066011)
铝合金汽车控制臂的低压铸造工艺研究
杜德喜,于宁
(中信戴卡股份有限公司,秦皇岛066011)
控制臂是汽车转向系统中的安全件,在现有铝合金控制臂的造型基础上进行低压铸造工艺的研究,目的在于获得理想的铸件力学性能等的同时,降低原有锻造控制臂的制造成本。通过工艺分析设计了浇注系统和模具结构,重点进行了控制臂低压铸造模拟研究,摸索出了低压铸造工艺参数。实践证明,按此工艺方案低压铸造的铝合金控制臂完全满足客户对质量的要求,有助于为铝合金件汽车控制臂的低压铸造的批量生产提供工艺探索和铺垫。
低压铸造;控制臂;铸造模拟
0 前言
随着汽车工业的轻量化发展趋势的要求日益提高,以“铝”代“铁”的结构件在汽车零部件上的应用越来越广泛[1]。其中,控制臂是汽车转向系统中的关键部件,其要求性能稳定、强度高。在铝合金控制臂成形工艺选择上,为提高生产效率,传统方法采用锻造成形工艺,但锻造设备投资过大、成本较高,这对于该零件轻量化推广范围带来局限。为进一步减轻整车重量且降低铝合金零件生产成本,同时注重铝合金零件性能保障,对控制臂进行低压铸造成形工艺研究。
本文研究对象是国内某汽车厂使用的锻造铝合金控制臂零件,通过系统地分析和研究,设计出了铝合金控制臂低压铸造成形工艺,并按照此工艺方案执行,生产出了符合质量要求的铝合金控制臂。
1 工艺分析
汽车控制臂是二维空间尺寸大的零件,其开模方向只能遵从横向上下开模的设计,这在低压工艺中铝液充型上不利于形成顺序凝固梯度[2]。再加上零件壁厚最厚处45mm,最薄处近5mm,零件在脱模取件过程中极易变形。为此,合理地划分铸件上下开模后,分型线的设计需要考虑拔模角度以及模具排气和飞边的合理控制,避免出现连续生产合模不严、跑铝等现象。控制臂低压铸造零件开模示意图。如图1所示,
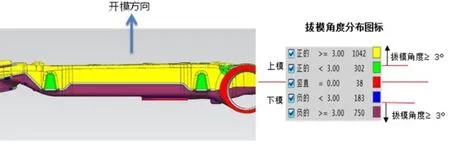
图1 控制臂低压铸造零件开模示意图
2 工艺参数设计
2.1 浇冒口的设计
本文低压铸造控制臂的冒口设计是以保证低压充型后能顺序凝固并使铸件获得充分补缩为前提,本文研究的控制臂壁厚不均匀分布且在铸件中心处壁厚极薄难于补缩。为缩短补缩流程,故在控制臂底部中心最薄位置设置浇冒合一的冒口,更利于顺序凝固下补缩的温度场的建立[3],如图2所示。

图2 中心交冒口设计示意图
2.2 模具结构的设计
依据控制臂的造型特点,水平尺寸延展大,垂直方向高度落差小,在确定了中心浇冒口方案后,利用低压铸造底部充型平稳的优势,将模具设计为上下开合模方向,见图3。考虑到控制臂是非对称件,且铸件各部位壁厚情况,在壁厚(铸件壁厚≥20mm)处设计了10个顶杆,便于开模取件时在顶模的10个顶杆顺利顶出铸件。此外,在铸件壁薄(铸件壁厚≤8mm)处设计了顶模9个排气塞,便于低压充型时模具型腔内的气体顺利排出,同时也可以避免壁薄处铸件浇不足的质量风险。
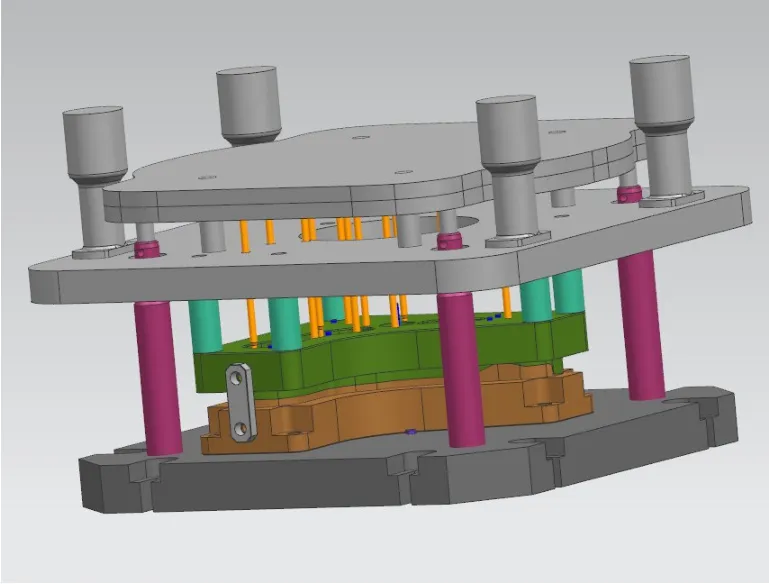
图3 模具结构设计示意图
2.3 铸造过程冷却工艺的设计
在正式模具制作之前,利用铸造模拟软件对铸件的充型过程、凝固过程进行了数值模拟,以便优化和确定模具及工艺方案。结合实际生产设计的铸造工艺参数如下:浇注温度为720℃,模具材料为H13钢,模具初始温度为400℃。图4为模具冷却设计示意图,具体冷却参数见表1。铸造压力曲线见图5。
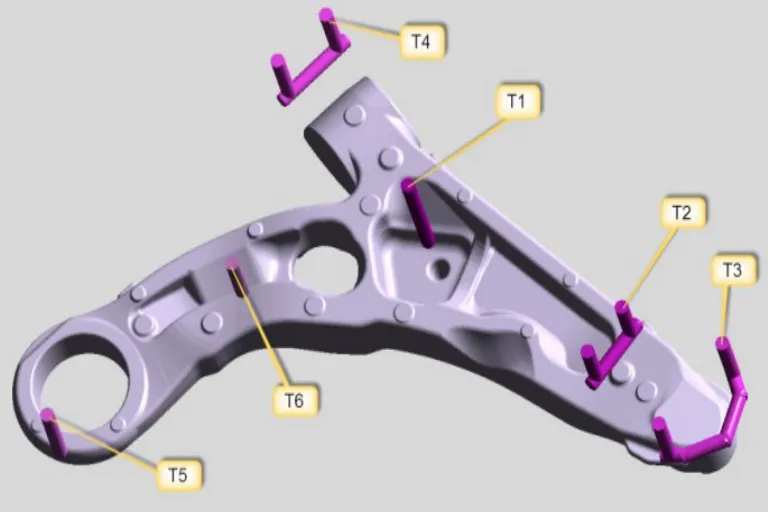
图4 模具冷却设计示意图
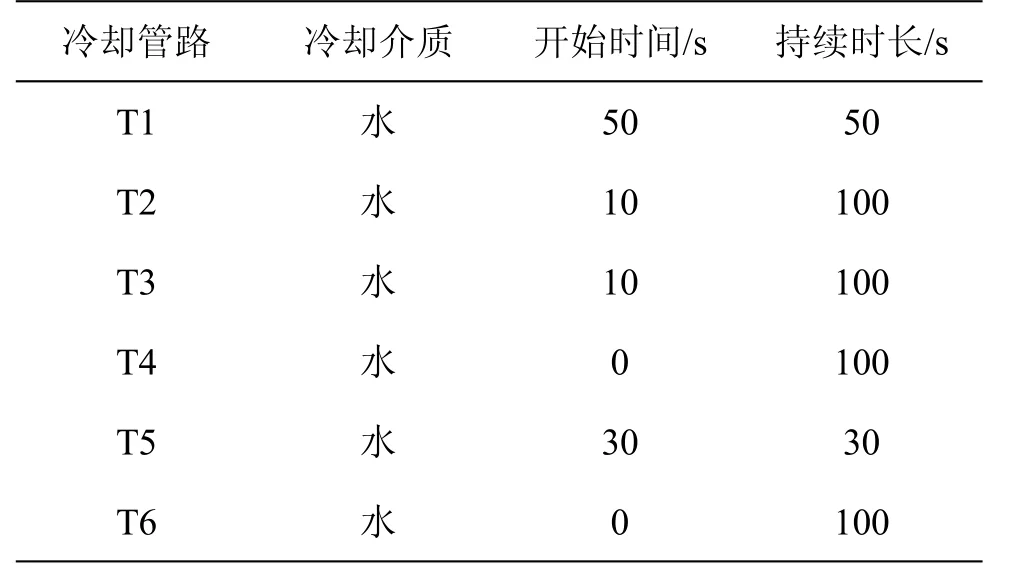
表1 冷却系统参数
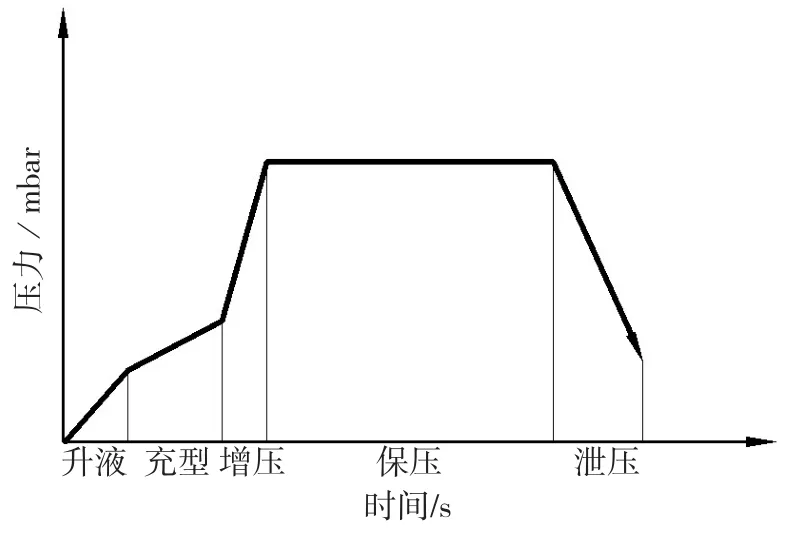
图5 压力曲线
3 数值模拟及结果分析
图6为低压铸造充型后的温度场。可以看出,控制壁铸件的凝固温度场建立了由外及内温度梯度,建立了顺序凝固梯度的方向。图7为低压铸造凝固过程的固相率,铸件凝固过程由外至内顺序凝固。图8为低压铸造凝固过程的孔隙率,在判据porosity>10%下缩松缺陷基本消除[4],说明此方案可行。
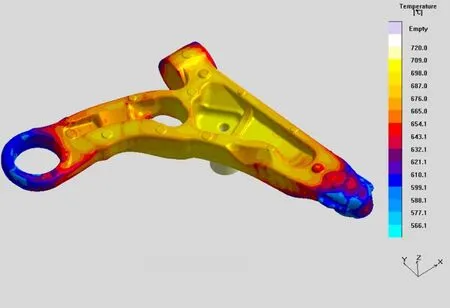
图6 低压铸造充型后的温度场
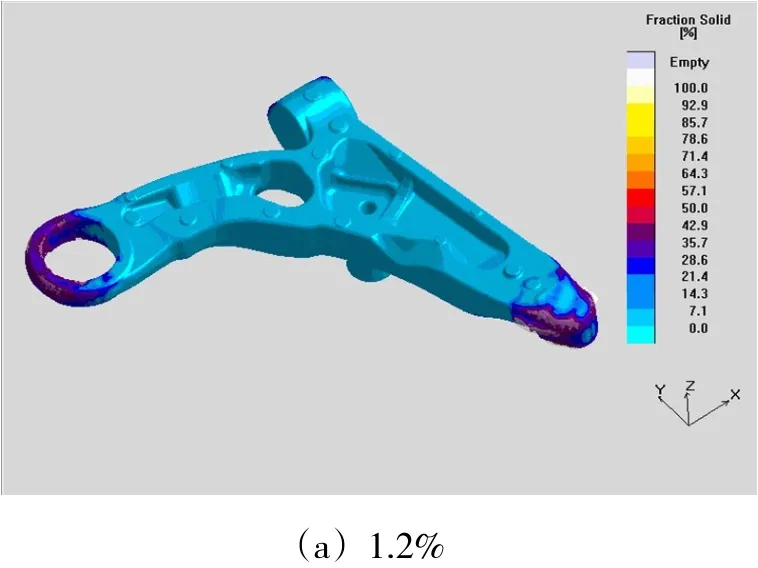
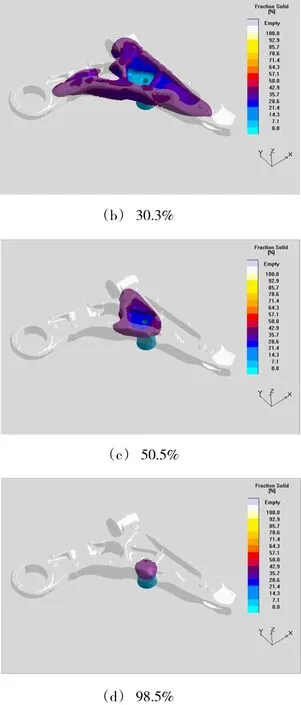
图7 低压铸造凝固过程的固相率
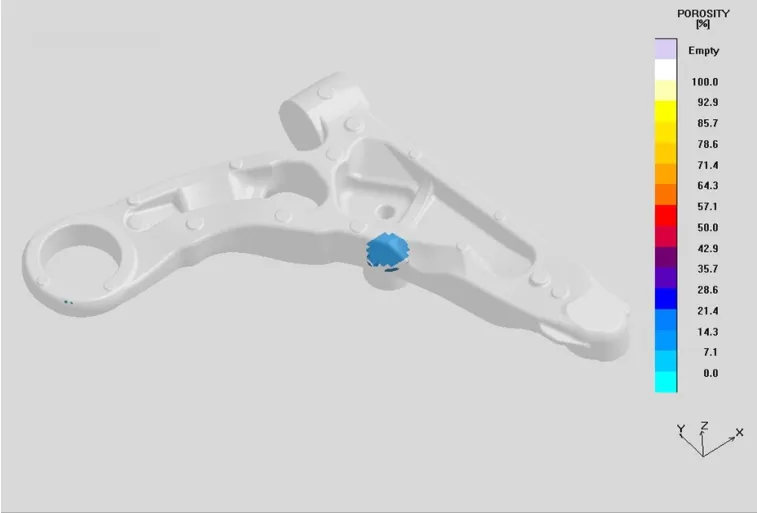
图8 低压铸造凝固过程的孔隙率
4 生产结果
4.1 控制臂试制
按照上述方案设计模具,见图9。根据铸造模拟结果的参考工艺对铝合金控制臂进行了首次试制,实际工况下工艺与模拟工艺基本吻合。图10为低压铸造铝合金控制臂铸件。

图9 控制臂低压铸造模具

图10 低压铸造铝合金控制臂铸件
4.2 质量检测
铸件内部质量经过X光检查符合客户的要求,尤其是铸件局部壁厚较薄的位置X光质量达到了一级水平。
本文控制臂铝合金铸件采用了T6热处理工艺:固溶温度540℃+500min,淬火水温50℃,时效温度170℃+400min。后经过T6热处理后,控制臂材料力学性能数据符合客户要求,具备批量生产的工艺条件,测试结果见表2。
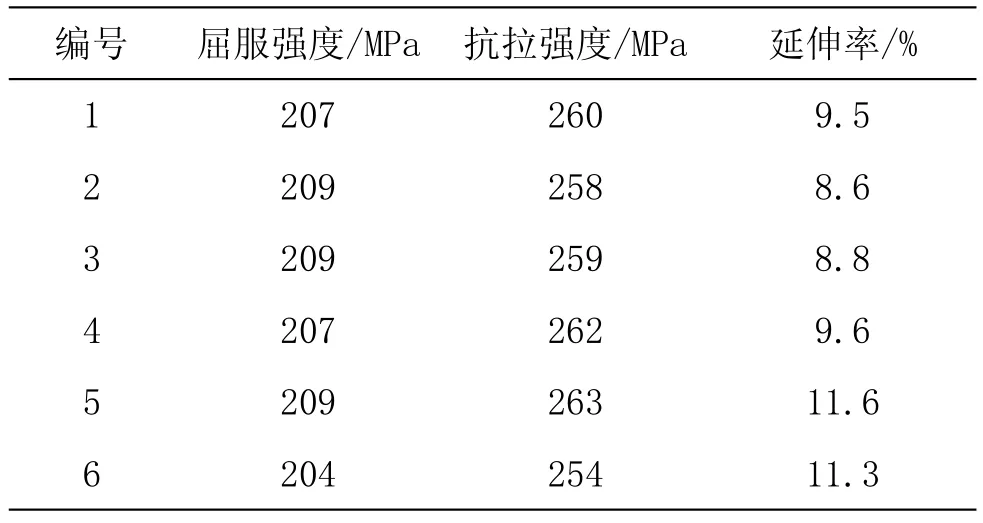
表2 控制臂热处理后材料力学性能结构
5 结论
对铝合金汽车控制臂的低压铸造工艺进行了研究,通过铸造模拟分析确认了低压铸造浇注系统、模具冷却等工艺参数,实践证明过程工况下工艺与模拟结果基本吻合,控制臂铸件的内在质量也符合客户的要求,具备了批量生产铝合金汽车控制臂的低压铸造工艺的条件。
[l]钟奇,施毅,刘博.铝合金在汽车轻量化中的应用[J].新材料产业,2015(2):23-27
[2]李弘英,赵成志.铸造工艺设计[M].机械工业出版社,2005
[3]董秀琦.低压及差压铸造理论与实践[M].兵器工业出版社,1995
[4]岳鹏飞,罗晓东,方川,唐北平,马东宇.基于台架试验和CAE的铝合金控制臂开发研究[J].汽车技术, 2015(9):26-29
Research on Low Pressure Casting Process for Automotive Aluminum Alloy Control Arm
DU De-xi,YU Ning
(Dicastal Stock Co.,Ltd.,Qinhuangdao 066011,China)
After analyzing and designing the casting system and mold structure,it was focused on low pressure casting simulation re⁃search for control arm,and process parameters were groped.The results show that low pressure casting aluminum control arm will completely satisfy customer requirements for quality according to the process,and will contribute to low pressure casting mass pro⁃duction process research and preparation for aluminum control arm.
low pressure die casting;control arm;casting simulation
TG249.2+8
B
1005-4898(2017)03-0017-05
10.3969/j.issn.1005-4898.2017.03.04
杜德喜(1981-),男,山东日照人,硕士研究生,工程师。
2017-03-17
