大型船用螺旋桨锥孔拂配工艺创新与发展
2017-07-06胡传林


摘 要:目前船用螺旋桨锥孔拂配大多沿袭传统的刮刀和小的砂轮磨头用手工的方法磨削,其原理为控制接触斑点的数量来实现接触面积的控制,这种工艺方法劳动强度大、加工效率低其接触面积约在50%左右,粗糙度约的2-6μm,这对螺旋桨直径<5米的桨轴拂配勉强适用;但对大型船舶中的大型桨来说,其周期将较长,质量不能满足甚至会造成压装失败,使用不可靠的风险。
关键词:螺旋桨锥孔;拂配工艺;创新
DOI:10.16640/j.cnki.37-1222/t.2017.12.003
随着船舶大型化的发展,船用螺旋桨中孔与艉轴的联接几乎100%为无键联接,为装拆方便,中孔大都设计成的锥体,因传递的扭矩大,其接触长度和直径都较大,安装时的压力多在1000bar左右,故对拂配后的内孔表面与轴的锥体外表面的接触面积及内孔的粗糙度提出了更高的新的要求,最低标准是接触面积>70%,粗糙度<1.6μm。
1 改变传统技术方案
(1)在安装方式上变传统的卧式为立式:即将螺旋桨放置于拂配地坑上,周边放置稳定支撑,使用斜木块固定螺旋桨叶,以避免螺旋桨在拂配过程中发生移动;
(2)改变传统的拂配工具,采用可调速角磨机、背板和砂碟组合工具对螺旋桨锥孔进行大面积磨削,磨削效率大幅提高;
传统工具(效率低)如图1。
新式工具(高效)如图2 。
(3)使用艉轴对加工过的锥孔进行配合检查,如果与锥孔接触面积超过70%,则进入下一步骤;
桨轴配合检查 如图3。
(4)用自主研发和制作的螺旋桨珩磨设备;对锥孔进行磨削,完成锥孔拂配精加工。
(5)对不同型号的大型桨只需更换不同的可替换和调节的珩磨头来实现。
2 新旧工艺的对比
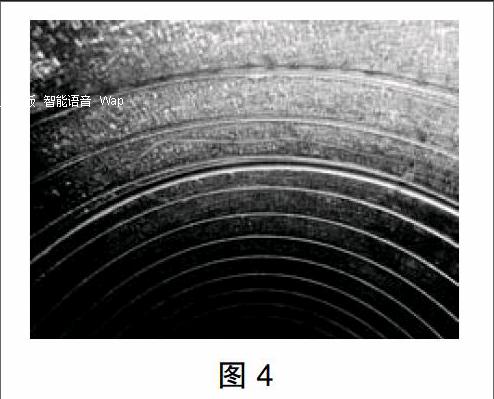
原方法加工桨的接触面见图4。
新工艺加工桨的接触面见图5。
新工艺加工轴的接触面 如图6 ,图7。
3 总结
镇江中船瓦锡兰螺旋桨有限公司针对传统技术中存在的诸多难题,对大型船用螺旋桨锥孔拂配工艺进行创新和改进,该方法的应用不仅能够大幅提高螺旋桨加工效率,同时能够大大提高螺旋桨锥孔的内表面粗糙度。本工艺周期短,市场前景广阔。
参考文献:
[1]卢业森.高性能船用螺旋桨的最新技术[J].广船科技,1997(03).
[2]何文雪,路慧彪.船用螺旋桨立体模型的计算机实现[J].航海技術,2001(05).
[3]高同兵,杨祥玮.船用螺旋桨模拟显示与自动制造[J].船海工程,2002(02).
[4]陈实如,张京娟,李殿璞,孙尧.船用螺旋桨负载动态实验仿真装置研究[J].船舶工程,2002(05).
作者简介:胡传林(1971-),男,安徽池州人,工程师,研究方向:船用螺旋桨及轴系的制造加工及研究。
