半轴调质工序常见问题及应对措施
2017-06-27李长波宗照东高汝风秦岩程立吉林圆方机械集团有限公司
文/李长波,宗照东,高汝风,秦岩,程立·吉林圆方机械集团有限公司
半轴调质工序常见问题及应对措施
文/李长波,宗照东,高汝风,秦岩,程立·吉林圆方机械集团有限公司

李长波:技术部主任工程师,专业方向为半轴/轴管锻造及机加工。主要工作业绩: ⑴轴管锻造由三次成形工艺改为两次成形工艺;⑵轴管锻造后利用余热再加热调质处理。
半轴相关概念
半轴定义
半轴是在差速器与驱动轮之间传递动力的实心轴,其内端与差速器半轴齿轮连接,而外端与驱动轮的轮毂(或制动鼓/制动盘等)相连。
半轴作用
从差速器传递来的扭矩经过半轴、轮毂等,最终传递给车轮,是传递系统中传递扭矩的一个重要零件。
半轴分类
可分为半浮式、全浮式和3/4浮式三种。所谓“浮”是指卸除半轴的弯曲载荷,其中半浮式、全浮式两种结构形式应用较为广泛。
⑴全浮式半轴:用于差速器与驱动轮连接起来的非断开式半轴,只承受转矩,不承受任何反力和弯矩。全浮式半轴常用于牵引车。其结构图如图1所示。
⑵半浮式半轴:用于差速器与驱动轮连接起来的非断开式轴,同时承受转矩又承受反力及其形成的弯矩。半浮式半轴常用于微型车。其结构图如图2所示。
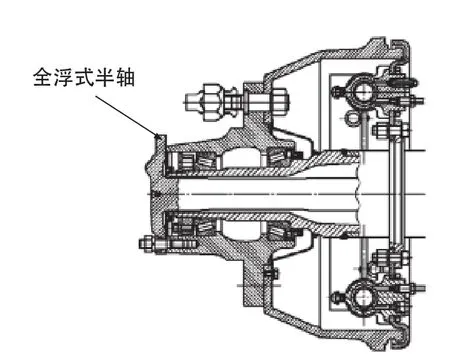
图1 全浮式半轴结构图

图2 半浮式半轴结构图
全浮式半轴
全浮式半轴结构形式
全浮式半轴的结构形式如图3所示。主要由法兰盘、油封、中杆、花键组成。
半轴原材料
在保证产品设计性能要求条件下,推荐采用的半轴材料应符合GB/T 699、GB/T 3077、GB/T 5216标准中要求的化学成分、机械性能等相关要求。推荐牌号为40Cr、40CrH、42CrMo、42CrMoH、40MnB、40MnBH、50CrV、50CrVA,也允许采用能满足设计强度要求的其他材料。其中最常用的材料为42CrMo和40Cr。
半轴的热处理工艺
半轴热处理工艺,推荐采用预调质处理后表面中频淬火.预调质处理后心部硬度推荐采用24~30HRC,推荐检测点为半轴杆部位置,在满足图纸要求的实际中频淬硬层加上3mm处检测。在保证半轴性能指标要求条件下,也允许采用其他热处理工艺,如正火处理后表面中频淬火工艺。其中半轴调质处理后表面中频淬火为常用工艺。半轴调质金相组织按GB/T 13320规定的检验部位及方法检验。半轴中频淬火硬化层深度按GB/T 5617中规定检测方法执行,即硬化层深度以极限硬度界定。
半轴调质是指淬火+高温回火,以获得回火索氏体的热处理工艺。方法就是先淬火,淬火温度:亚共析碳钢为Ac3+(30~50)℃;共析及过共析碳钢为Ac1+(30~50)℃;一般合金钢淬火加热温度为Ac1或Ac3+(30~50)℃。淬火后在500~680℃进行回火即可。调质的主要目的是得到强度、塑性都比较好的综合机械性能。
此半轴调质所用设备:推盘式电阻炉。淬火炉功率为430kW,回火炉功率为360kW。淬火参数:淬火温度850℃,节拍13分钟/盘,8根/盘;冷却介质:水,水温50℃,入水方式:竖直入水。

图3 全浮式半轴结构形式
调质过程中的质量问题
从半轴调质目的可以看出,调质在半轴工艺中非常重要,为特殊工序。但这么重要的工序,也存在各种质量问题。
例如:⑴调质裂纹:⑵半轴组织不合格:⑶半轴硬度不合格(包括半轴圆周硬度不均匀)。
以直径φ54mm、材质42CrMoH半轴调质对应上述三种调质不合格状态分析原因。此型号半轴要求硬度为285~321HB,金相组织为索式体1~4级,检测位置为距半轴表面10mm处,检测位置在半轴中杆中部位置。组织及硬度检验按GB/T 13320-2007《钢质模锻件 金相组织评级图及评定方法》。
调质不合格项裂纹
半轴调质有多种,常见裂纹有:
⑴盘R部裂纹;
⑵中杆裂纹;
⑶花键端头裂纹。
花键端头裂纹见图4(以下以此裂纹为分析对象,裂纹发现工序为倒角工序)。

图4 花键端头裂纹
对花键端头的材质进行检验。材质成分检验符合42CrMoH要求,参数指标如表1所示。调质热处理检验如表2所示。
裂纹产生部位为半轴花键端部,裂纹为环形裂纹,长度约占周长1/3,裂纹深约3.0 mm,对裂纹金相检验可见该裂纹两侧无明显的氧化脱碳且裂纹尾端尖细,判定为热处理裂纹。即调质序淬火时形成的裂纹。裂纹放大100×如图5所示。
针对此裂纹分析原因可以采取如下措施。
措施1:现有淬火温度为850℃,可通过降低淬火温度降低产生裂纹的倾向。通过实验表明,淬火加热温度不低于830℃时,能满足半轴组织及硬度要求。当淬火加热温度低于830℃时,经调质后得到索氏体组织达不到国标中规定的1~4级(Ac3~800℃定义:先共析铁素体完全转变奥氏体的终了温度),所以淬火加热温度设定在830℃。
措施2:提高冷却介质的温度(我公司淬火介质为水)。水的冷却曲线图如图6所示。
从合金钢在水中的冷却曲线可以看出,提高水温,可降低钢在水中的冷却速度,根据我厂为循环水的实际情况,选取水温58~62℃,可降低半轴淬火后的硬度,避免出现裂纹。
措施3:调质淬火时加入淬火介质,例如:PAG介质。可根据工厂的时间情况,综合考虑成本等情况决定是否选用介质冷却。

表1 材质成分检验指标

表2 调质热处理检验

图5 裂纹放大100×图示

图6 水的冷却曲线
调质不合格项金相组织不合格
图7为某型号半轴金相的回火索氏体5级图示(检测位置距半轴表面10mm处,工艺中规定回火索氏体1~4级)。
针对图7批次半轴调质组织不合格情况,采取下列措施。
⑴此批次半轴重新调质。
⑵适当提高淬火温度和降低水温,此项与出现裂纹的措施1与措施2相矛盾,所以需在不出现裂纹的情况下采取此措施。
⑶化验半轴原材料中各元素含量,看在什么范围,常用提高淬透性的元素有Mo、Mn、Cr、Ni、B等。在各元素化学成分合格范围内,使各元素含量在上限,能显著提高半轴的淬透性。
⑷测试淬火炉温保温性能,尤其是出炉的最后一区,防止有炉门关闭不严,实际加热温度达不到设定温度的情况。
⑸选用速度快的电动葫芦,缩短从淬火炉门升起到入水的时间,减少半轴温度流失。
⑹半轴调质淬火入水由手动改为自动,杜绝人为因素。可采用PC机控制电动葫芦动作,以实现自动控制。
调质不合格项硬度不合格
调质回火后硬度高于工艺要求硬度时,只需重新回火即可。
图7 回火索氏体5级图示
结束语
综上所述,半轴调质不合格时,采取何种措施,需要理论与实际经验相结合才能给出最合理的方案。
