高泳透力阴极电泳漆混槽可行性试验研究
2017-06-19吴贵生邢汶平吴吉霞
吴贵生,邢汶平,吴吉霞
(安徽江淮汽车集团股份有限公司技术中心,安徽 合肥 230601)
高泳透力阴极电泳漆混槽可行性试验研究
吴贵生,邢汶平,吴吉霞
(安徽江淮汽车集团股份有限公司技术中心,安徽 合肥 230601)
文章介绍了高泳透力阴极电泳漆混槽的实验室可行性分析试验验证,详细分析了高泳透力阴极电泳漆混槽过程中工艺参数控制及涂膜性能的变化情况,与不同板材的前处理、中涂、面漆以及焊缝密封胶的配套性,对今后生产中高泳透力阴极电泳漆混槽成功应用提供一些参考和建议。
高泳透力;阴极电泳漆;混槽;试验验证
CLC NO.: U467.3 Document Code: A Article ID: 1671-7988 (2017)10-209-03
引言
随着汽车行业的发展,人们对汽车产品的质量需求越来越高,阴极电泳涂料以其优异的耐腐蚀性以及良好的施工性,在汽车涂装中应用日益广泛。电泳涂装作为最重要的汽车防腐蚀重点工序,在电泳过程中,因受汽车车身的复杂结构影响,车体内腔部分区域电场强度相对较弱,很难达到工艺要求的电泳膜厚要求,因而提高车体内腔的电泳膜厚一直是各大汽车企业关注的重点。使用高泳透力电泳漆对普通泳透力电泳槽液进行混槽,提高电泳槽液泳透力是一种新的解决思路,本文详细研究了高泳透力电泳漆与普通泳透力电泳漆混槽的可行性试验分析及验证,为生产中实际应用提供了科学依据。
1、试验
1.1 试验板材
本次试验选用生产线车身在用板材,冷轧板和镀锌板,选用标准磷化板作为对比参照板,具体板材规格及型号见表1。

表1 试板规格
1.2 前处理试验
冷轧钢板和镀锌钢板前处理处理流程为涂装生产现场随线挂板:工艺流程为:
热水洗——预脱脂——脱脂——第一水洗——第二水洗——表调——磷化第三水洗——第四水洗——第一纯水洗——第二纯水洗。
脱脂剂采用碱性脱脂剂FC-E2021,工艺参数为:游离碱度12点,温度45℃,时间3min。
表面调整采用液态表调PL-XG,工艺参数为:pH值为8.0。
磷化采用三元锌系磷化PB-L3035,工艺参数为:游离酸:0.6-1.0点,总酸:19-22点,温度:33-37℃。
1.3 电泳试验
为验证涂装生产线使用的普通泳透力电泳漆产品C ,是否可通过混槽方式切换成高泳透力电泳漆产品H,设计实验方案在实验室进行静态混槽模拟实验,以确认高泳透力电泳漆切换的可行性。 静态混槽将产品C与产品H按固体分质量比为100/0、80/20、60/40、40/60、20/80、0/100进行配槽,按照产品说明搅拌熟化后检测槽液参数。然后对经过生产现场涂装生产线前处理的镀锌板、冷轧板以及标准磷化板和马口铁板进行实验室电泳泳板,检测电泳槽液性能以及电泳漆膜性能。
2、结果与讨论
2.1 槽液工艺参数
在不同混槽比例下考察槽液工艺参数,槽液固体份、灰分、pH值、MEQ、电导率、溶剂含量等工艺参数的情况。通过实验数据可以看出各项指标都符合标准要求,并且混槽过程中随着产品H置换率的增加,槽液的固体份升高、灰分降低、PH值降低、电导率升高、溶剂含量降低,具体数值见表2。

表2 不同混槽比例的槽液参数
2.2 槽液性能
在不同混槽比例下考察槽液性能,槽液温度、库伦效率、膜厚、涂膜外观、分极电阻、击穿电压、四枚盒泳透力、加热减量、返溶性等性能。从试验数据表3中可以看出随着H产品置换率的增加,电压膜厚降低,泳透力有很大提高,其他性能均能满足要求,槽液性能过渡平稳。
2.3 电泳漆膜性能
在不同混槽比例下考察电泳漆膜性能,如电泳漆膜外观、粗糙度、固化性能、附着力、硬度、柔韧性、光泽、抗冲击性等漆膜性能。从试验数据表4中可以看出随着产品H置换率的增加,L板水平面和垂直面的粗糙度数据逐渐降低,固化性能在160℃*20min和170℃*20min烘烤条件固化性能均合格,其他漆膜性能都满足标准要求,各置换率的涂膜性能没有明显波动,能够平稳过渡。
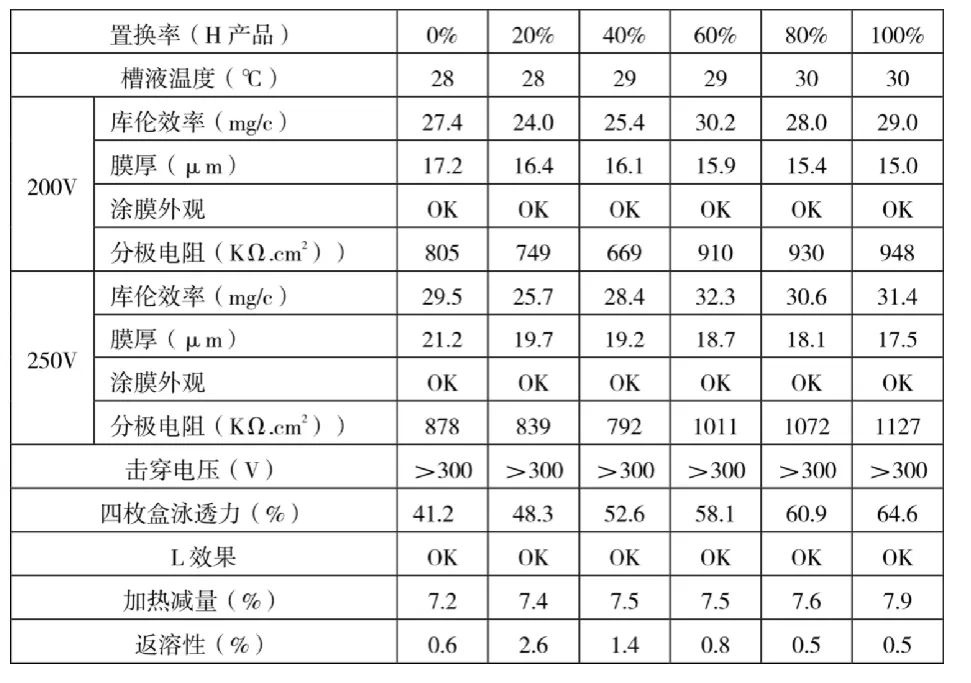
表3 不同混槽比例的槽液性能

表4 不同混槽比例的电泳涂膜性能
2.4 与中涂、面漆配套性

表5 不同混槽比例的电泳涂膜与中面涂配套性能
在不同混槽比例下考察电泳漆膜与中涂面漆的配套性能,主要检测符合涂层的漆膜外观、附着力、抗冲击性、杯突、耐水、耐湿热、抗石击等漆膜性能。从试验数据表5中可以看出随着产品H置换率的增加,复合涂层漆膜性能都满足标准要求,各置换率的涂膜性能没有明显波动。
3、结论
通过实验室静态混槽试验验证数据表明,普通泳透力阴极电泳漆切换高泳透力电泳漆混槽可行,各混槽点槽液工艺参数、槽液性能、漆膜性能以及与中面涂配套性能等均合格。随着高泳透力电泳漆置换率的提升,电泳槽液泳透力提升明显,材料消耗下降,可提高车身内腔电泳漆膜厚,提升车身的防腐性能。此论文为我们实验室验证经验的总结,希望对相关从业人员提供一定的参考价值。
[1] 吴吉霞,邢汶平.阴极电泳漆混槽技术的研究及应用《现代涂料与涂装》2013,(11):48-52.
Study on high-throwing powe ED mixture Technology
Wu Guisheng, Xing Wenping, Wu Jixia
( Technology Center of Anhui Jianghuai Automobile CO., Ltd, Anhui Hefe 230601 )
This paper introduces the laboratory analysis of feasibility of high throwpower cathode electrophoresis paint mix tank test, a detailed analysis of the changes of the high throwpower cathode electrophoresis paint mixing process parameters and coating properties of groove in the process of matching with different plate pretreatment, coating, paint, weld sealing glue and high temperature chain oil, for the future production of high throwpower cathode electrophoresis paint mix and provide a reference slot successfully.
high-throwing power; cathodic electrodeposition; mixture testified
U467.3
A
1671-7988 (2017)10-209-03
10.16638/j.cnki.1671-7988.2017.10.072
吴贵生,就职于安徽江淮汽车集团有限公司。