谈站房工程细长渐变锥形截面柱施工技术
2017-06-01吴梦
吴 梦
(中铁四局集团建筑工程有限公司,安徽 合肥 230022)
谈站房工程细长渐变锥形截面柱施工技术
吴 梦
(中铁四局集团建筑工程有限公司,安徽 合肥 230022)
结合宜昌东站站房工程实例,介绍了细长渐变截面钢柱深化设计要点,阐述了其施工工艺流程及技术实施方案,并针对施工中遇到的难题,提出了解决措施,达到了预期的施工效果。
站房,钢柱,圆形截面,施工技术
1 工程概况
宜昌东站位于宜昌市伍家岗区城东大道、沿江铁路、东站路围合的区域,南临宜昌市交通性干道城东大道和桔城路的交叉口,为宜昌标志性建筑,是长江三峡最大火车站,也是突出宜昌市世界水电旅游名城的城市窗口,是宜昌市的城市名片和城市文化的象征。该工程站房建筑面积23 491 m2,建筑总高度为36.00 m,共分为3层(底部为架空层)。本工程细长渐变锥形截面钢柱共计14根,主要作为站房南立面网架屋面挑檐支撑系统,与屋面网架联结成有机整体,实景见图1。
2 深化设计
细长渐变截面钢柱多采用分段渐变形式,底部基本为传统圆柱状,上部为圆台状渐变截面分段。设计往往仅标注各段截面高度及直径(含顶部半球)。具体施工前,需根据选定的卷板机具规格、吊机型号等,进行深化设计,明确各加工段规格尺寸、拼接对中控制方式、相应吊点形式及位置等。
细长渐变截面钢柱深化设计要点:深化设计的目的是,依据拟采用的加工机具及吊装机具,明确实际加工分段及吊装分段,细化吊装质量控制措施,使成型后细长渐变截面钢柱轴线定位、垂直度等控制参数符合设计、规范要求。
深化设计是在原设计的基础上进行的,以控制实体成型质量为目标,主要针对加工及吊装各项参数、措施进行二次设计。深化设计要点如下:
1)加工分段尺寸依据卷板机规格确定,常用卷板机主要分为三辊卷板机及四辊卷板机,其卷板最大宽度一般为1.6 m~4 m。
2)出厂分段尺寸依据运输车辆及吊机规格、吊装方案确定。a.根据现场实际情况(吊机拟定位置、吊机至钢柱设计位置之间距离、吊装高度等)拟定吊装方案,明确吊机规格,确定最大吊装重量。b.依据最大吊装重量,确定各分段最大高度。c.参考运输车辆相关数据,确定实际出厂分段尺寸。
3)现场拼接对中一般采用上下段同一位置处增设耳板的方式控制。耳板拼接示意图见图2。
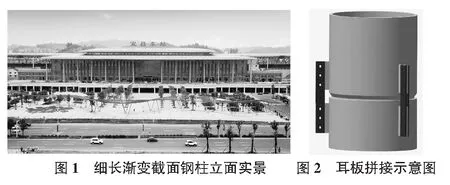
钢柱基本为圆形截面,大致在圆周4等分点处设置耳板,各上下分段对应位置处各设置一块,耳板具体位置依据加工车间内预拼装实际情况确定。耳板设3个螺栓孔,现场拼装时增设夹板,拧紧螺栓,使上下耳板位于同一直线段,通过四周耳板确保上下分段轴线对中。
4)吊点形式及位置需依据吊装方案确定。吊点一般对称布置,其位置处钢柱结构需局部加强。
宜昌东站站房细长渐变锥形截面钢柱设计高度19.95 m,原设计共5段。场内加工机械选用“液压、微控水平下调式三辊卷板机”,卷板最大尺寸(厚度×宽度):100 mm×4 000 mm,可卷制锥形管。吊机采用70 t汽车吊一台,距钢柱设计位置水平距离15 m,垂直距离9 m。深化设计后,共分4段加工出厂;现场预拼为2段(底部1.3 m及上部吊装)。细长渐变锥形截面钢柱立面示意图见图3。

3 施工技术方案及施工工艺
3.1 工艺流程
施工准备(含预埋件安装)→场内加工→现场预拼→吊装基础段→吊装上部结构(临时固定)→拼缝焊接→涂装→验收。
3.2 施工准备
1)施工前,必须认真熟悉施工图纸、规范及相关技术资料的技术要求,结合现场对施工图进行深化设计。2)制定材料供应、机具配备与劳动力需求计划,确保工程顺利开工。3)编制加工、吊装方案。4)钢材需具有抗拉强度、伸长率、屈服强度和硫、磷、碳含量的合格保证并做冷弯试验进场复试。5)焊工必须持证上岗,且需根据《焊接工艺评定》进行岗前培训,培训合格后方可上岗。
3.3 加工、安装
1)厂内加工。场内加工前,需绘制加工图,明确各加工段具体尺寸,尤其是变截面段板材下料长度及对应宽度。
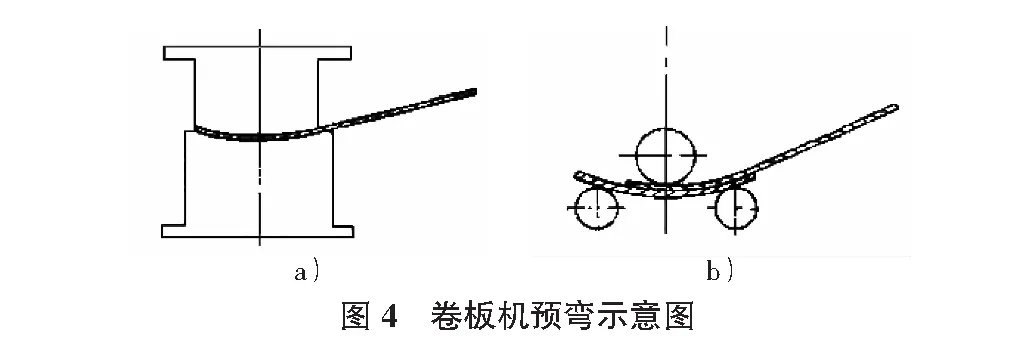
板材滚圆主要采用卷板机,卷板机分三辊卷板机(对称三轴及非对称三轴)、四辊卷板机。其中,三辊卷板机弯板需进行预弯,预弯长度为L/2+(30~50)mm,分压力机模压预弯、托板预弯两种。图4a)为用压力机模压预弯;图4b)为用托板在弯板机内预弯。
2)现场吊装。现场吊装分以下几个步骤:预拼→吊装基础段→吊装上部结构并临时固定→拼缝焊接。a.预拼:出厂前,需针对加工成型的各分段进行预拼,并焊接对中固定耳板。进场后,依据现场场地,搭设胎架,在场地上每隔4 m放置一根150 mm×150 mm的木块;将各段钢柱吊到木块上,并在对接部位搭设龙门架吊挂葫芦;用葫芦调节钢柱的位置,待达到指定位置后,焊工用焊机将两段钢柱进行对接,直到钢柱除基础段外拼装完成;然后探伤工对焊缝处进行二级探伤,并达到探伤要求。b.吊装基础段:基础段吊装前,需对埋件的标高进行复核,确保符合设计要求;复核锚栓位置、高低偏差;并在立柱基础上弹出十字中心基准线;在基础段上弹设标高基准线。吊装时,主要采用全站仪(或经纬仪)控制基础段垂直度,采用水准仪控制基础段标高并对垂直度进行初步复核。全站仪控制基础段垂直度时,需在十字中心基准线延长线位置同时采用2台全站仪进行控制(2台全站仪呈垂直方向布置),全站仪对中基础段出厂弹设的控制线(垂直于钢柱截面)。基础段垂直度及标高控制到位后,拧紧固定螺栓。c.吊装上部结构并临时固定:基础段吊装就位,拧紧固定螺栓后,方可吊装上部结构。上部结构与基础段对中,采用耳板固定的方式进行,并复核垂直度(方式同基础段)。吊装就位后,立即在耳板两侧安装固定板,并拧紧螺栓,以临时固定。d.拼缝焊接:拼缝焊接基本采用手把焊,均为一级焊缝,需做无损探伤。e.涂装:根据设计要求,先将拼缝部位打磨平滑并涂刷封闭底漆,然后涂刷中间漆及防火漆、面漆。
3)检查验收。a.钢柱安装后首先检查现场连接部位的质量。b.钢柱安装质量主要检查钢柱的垂直度。c.钢柱底座的标高、轴线位移,经测量做出记录。d.除锈、涂料:钢柱安装后检查涂层干漆脱落情况,连接焊缝无焊渣、油污,除锈合格后方可补刷和涂刷涂料。涂层干漆膜厚度应符合设计要求或施工规范的规定。
4 关键技术
细长渐变锥形截面钢柱因其设计为锥形截面,且设计高度较高,现场吊装时无法采用传统的铅锤法等方式进行垂直度控制。
针对上述技术难点,在深化设计时提出如下解决方案:1)钢柱加工出厂前,需提前预拼,并在封闭底漆上部弹设铅垂线。2)现场吊装时,通过在基座十字中心基准线延长线上架设成垂直角度的2台经纬仪(或全站仪)对中钢柱表面铅垂线的方式进行垂直度控制。
5 施工成效
宜昌东站站房工程细长渐变锥形截面独立钢柱高共计14根,柱高19.95 m,作为站房南立面网架屋面挑檐支撑系统,造型独特,其加工、吊装、定位难度大。研究选定加工设备、吊机型号等,将钢柱分4段加工,现场预拼为2段;现场拼接对中采用上下段同一位置增设耳板的方式控制,将圆形截面钢柱圆周4等分点设置耳板,耳板设螺栓孔,现场拼装时增设夹板,通过耳板确保上下段轴线;简便有效的保证了细长渐变锥形截面钢柱垂直度及施工质量,对类似工程施工具有一定借鉴作用。
[1] GB 50755—2012,钢结构工程施工规范[S].
[2] 鲍广鑑.钢结构施工技术及实例[M].北京:中国建筑工业出版社,2005.
Discussion on the construction technology of tenuous variable cone cross-section cylinder of circular building engineering
Wu Meng
(ChinaRailwayFourBureauGroupConstructionEngineeringLimitedCompany,Hefei230022,China)
Combining with the engineering example of Yichang east railway station circular building, this paper introduced the deepening design key points of tenuous variable cross-section steel column, elaborated its construction process and technology implementation schemes, and according to the difficulties encountered in construction, put forward the solving measures, reached the expected construction effect.
circular building, steel column, circular cross section, construction technology
2016-11-24
吴 梦(1981- ),男,工程师
1009-6825(2017)04-0122-03
TU745
A