高锰钢辙叉耳板表面震纹的分析和解决
2020-11-26李向华
李向华
(中铁山桥集团有限公司,河北秦皇岛066000)
0 引 言
高锰钢辙叉是道岔的关键组件之一[1],随着辙叉市场竞争的加剧,客户对于高锰钢辙叉的外观要求越来越高,不仅要求辙叉本体质量优异,外形还要美观,使辙叉生产厂家对辙叉外观质量的提升成为辙叉加工制造的重中之重。耳板加工是辙叉加工的重要一环,耳板的厚度、耳板表面的光洁度,都是辙叉质量提升的关键。在辙叉外观质量提升中,耳板表面的光洁度一直是影响辙叉外观质量提升的关键因素。
1 存在问题
耳板表面震纹是高锰钢辙叉耳板加工过程中一直存在的问题。耳板表面震纹的产生造成后期耳板表面需要补焊和二次打磨,这不但影响了辙叉的整体外观质量,而且增加了辙叉的生产成本。因此怎样解决高锰钢辙叉耳板表面在加工后产生的震纹成为提高辙叉外观质量的当务之急。

图1 高锰钢辙叉结构图
2 原因分析
高锰钢辙叉在强冲击工况下具有高强度、高塑性、韧性好的特点,是特别耐磨的一种材料[2]。但是高锰钢辙叉存在一个缺点,就是在机加工过程中极易受热发生变形[3],变形的程度受到综合因素的影响,毛坯加工量占据主要原因。毛坯加工量越大,辙叉变形就越大,毛坯加工量小,辙叉变形就小。高锰钢辙叉受热变形以后导致后面加工工序出现各种问题。高锰钢辙叉的加工需要经过调直划线、铣底 面、铣顶面、铣耳板、铣板槽、打孔、修磨等工序,其中铣底面和铣顶面由于铣削面积大,铣削加工量大,最容易产生变形,所以高锰钢辙叉变形后为了保证下一工序能够顺利加工,变形较大时必须采取对变形高锰钢辙叉进行二次调直调平。尽管如此,还是不能完全消除辙叉变形。辙叉耳板加工以50-12(02)V 和60-12TS 两种辙叉为例,这两种辙叉都属于长度比较长的辙叉,因此具备了辙叉变形的所有因素,长度长、铣削面积大、受热易变形、变形量大。这两种辙叉都是在数控机床加工耳板后,耳板表面经常出现震纹,并且出现频率高,耳板表面震纹大。为了探究耳板震纹的原因,在生产现场对每一道工序进行了追踪和实地查看,并与现场的操作人员进行了面对面的交流。
在数控铣床加工耳板前,辙叉耳板加工需要经过铣底面、铣顶面两道工序。在铣底面工序,操作人员通过用U 形夹夹具将辙叉两端夹紧,辙叉轨顶面放在铣床上,下面放入楔块,通过调整楔块对辙叉底面进行找平,然后按照加工线进行加工。因为辙叉底面加工面积大,毛坯加工量大,所以辙叉底面加工后受热,辙叉两端向底面方向发生形变,整个辙叉形成了我们生活中所见的桥形,也就是凸曲线形状。辙叉加工进入到下一道铣顶面工序,现场操作人员将辙叉轨底面放到铣床上,同样用U 形夹夹住,而通过铣顶面后的变形,辙叉的整体变形会变小,即经过铣顶面工序后会对铣底面后辙叉的变形进行一定程度矫正。但是仍然会存在变形,且这种变形不会消除。如图2所示,左侧是辙叉铣完顶面后的变形示意图,右侧是辙叉铣完底面后的变形示意图。

图2 高锰钢辙叉加工受热变形示意图

图3 耳板表面加工后震纹
辙叉加工进行到下一个铣耳板工序,辙叉放在数控铣床上加工,由于需要加工耳板侧面,为了避免在铣耳板侧面时铣刀铣到铣床,损坏床体,在数控铣床和辙叉之间放入加工用的垫胎。同样的原因,铣刀对耳板侧面进行加工,没有办法对辙叉中间部位进行夹紧,只能对辙叉两端进行压紧,所以辙叉底面和加工垫胎之间形成了间隙,导致辙叉在加工过程中发生震颤,造成辙叉耳板表面在加工过程中产生震纹。
图3 是50-12(02)V 辙叉在加工耳板后产生震纹的图片,从图中可以看出,该批次辙叉耳板表面震纹多而且密集,严重影响了辙叉整体的外观质量,对于产生这种震纹的辙叉耳板,后期采取的措施有:1)震纹较深的耳板,则必须补焊处理,然后二次加工铣修;2)震纹不深的耳板,在打磨工序进行二次打磨处理,保证耳板表面光洁度;3)震纹不深但是耳板厚度尺寸已经在极限尺寸的耳板,还需要通过补焊,然后铣修进行处理。所以耳板震纹的发生,不仅严重影响辙叉外观质量,还耗费了大量的人工工时和修理成本。而且辙叉耳板震纹在铁路线路使用中极易造成耳板裂纹[4],形成安全隐患。
3 采取措施
通过对辙叉整个加工流程的分析,找到了辙叉耳板表面产生震纹的原因。根据对辙叉耳板震纹产生的原因分析,设计了耳板加工专用的防震胎型。该防震胎型的设计原理就是利用防震胎型的立柱装置来顶住辙叉底面,类似于千斤顶,消除辙叉底面变形与加工垫胎形成的间隙。
图4 为耳板加工防震胎型设计的效果图,该防震胎型采用斜面和立柱的结合方式,并按升降比例设计刻度,保证顶起的同时安全自锁,通过自锁的设计,避免因为震动导致立柱下降,造成防震胎型无法顶住该部位。该防震胎型最高可以升高5 mm,而辙叉的底面不平度基本不会超过5 mm,因为在辙叉加工过程中,为了保证底面的不平度,对于底面变形较大的辙叉要进行重新调平。此外,在斜面上设置刻度线能够提醒操作人员该部位的顶起高度,便于加工时数控机床的操作人员修改加工程序,从而避免该部位耳板尺寸超差。
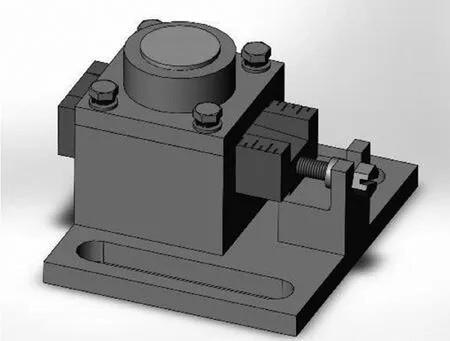
图4 防震胎型设计效果图
每台数控机床可以一次同时加工同品种的辙叉2件,所以为每台数控机床配有12 个加工防震胎型,对于60-12TS 和50-12(02)V 这种长型辙叉,12 个加工防震胎型足够使用。
除此之外,该防震胎型在实际应用中使用方便,使用六角螺母扳手操控旋杆,升起立柱,在数控铣床上移动方便,辙叉底面哪里间隙大,操作人员就可以移动到哪里。图5 为防震胎型在实际加工中的使用效果图。图6 是50-12(02)V 辙 叉 使用防震胎型铣完耳板后的图片,从图中可以看出,该批次辙叉加工完耳板后,耳板表面没有震纹产生,而且耳板表面光洁度很好,极大提升了辙叉整体的外观质量,取得了良好的效果。

图5 防震胎型在耳板加工中使用效果图

图6 使用防震胎型后加工的耳板表面
4 结 语
高锰钢辙叉耳板加工防震胎型的应用,在实际生产中有效地解决了耳板表面震纹这个一直存在于辙叉加工中大问题,大大提升了耳板表面光洁度,减少了后期人工修磨及二次补焊铣修的成本[5],产生了较大的经济效益,而且在铁路线路使用中还能避免辙叉耳板产生裂纹。提升了辙叉的外观质量和使用质量。
