油罐车壁厚腐蚀减薄研究
2017-05-25蒋艳
蒋 艳
油罐车壁厚腐蚀减薄研究
蒋 艳
福建省锅炉压力容器检验研究院
油罐车被广泛用于原油、汽油、柴油等石油衍生品的运输和储藏,保证其安全使用至关重要。在实际检验工作中,检验人员发现一辆油罐车局部壁厚减薄严重,该文对其壁厚异常减薄的原因进行了分析,为油罐车的安全使用提供参考依据。
油罐车 腐蚀 壁厚减薄 安全使用
油罐车被广泛运用于原油、汽油、柴油等石油衍生品的公路短途运输,在油气储运方面起着重要作用。由于油气介质的易燃、易爆、易挥发性质,使得油罐车的安全使用问题备受关注。油罐车的材质主要为碳素结构钢,常用的Q235B钢元素含量主要为:含C 0.12%~0.20%,含Mn 0.30%~0.670%,含Si≤0.30%,含S≤0.045%,含P≤0.04%。一般条件下,Q235B等碳素钢的耐蚀性满足油罐车使用,但是受一些不良油品的腐蚀,或者使用环境的影响,会导致油罐车罐体受到严重腐蚀,进而影响油罐车的安全使用[1,2]。
1 油罐车检验结果分析
供检验的为常压油罐,罐体材质为Q235B,罐体尺寸9100×2500×2000 mm,容积30.4 m3,封头和罐体公称壁厚分别为6.0 mm和5.0 mm,盛装介质为柴油。罐车外观检验未合格,气密性试验(试验压力0.036 MPa)也未发现泄漏现象。依据《GB/T 11344-2008接触式超声脉冲回波法测厚方法》对罐车的罐体进行了超声波测厚[3],测厚点的位置分布见图1,测试结果见表1。
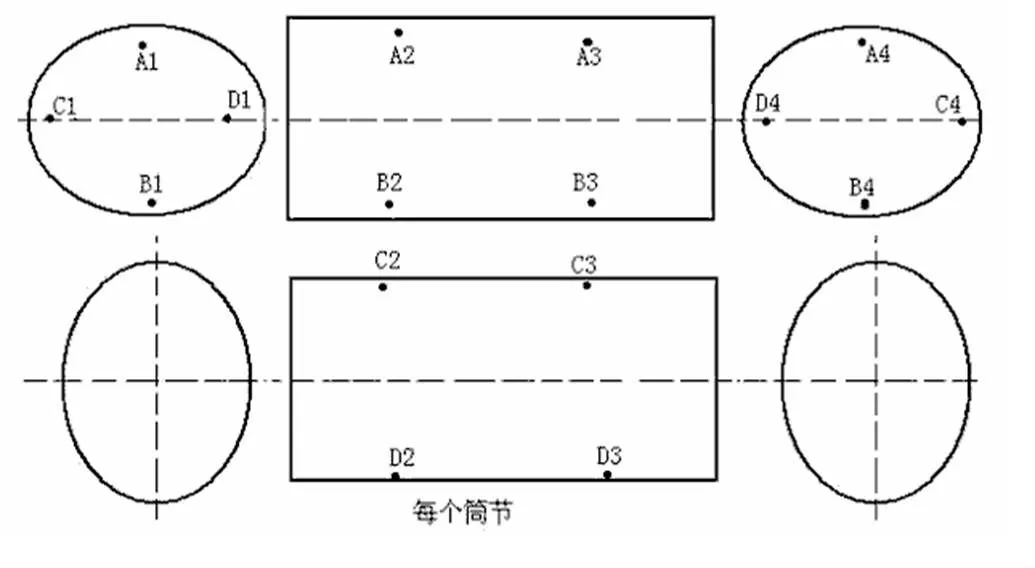
图1 油罐车测厚点位置分布示意图

表1 油罐车各测厚点壁厚数据 (mm)
从表1可以看出,罐体封头壁厚的腐蚀量在0.4~0.6 mm,筒体壁厚的腐蚀量在0.6~0.9 mm。该油罐车于2011年投入使用,至2016年,在不到5年的运营时间内发生了较严重的腐蚀,特别是壁厚较薄的筒体,有些部位的壁厚从5 mm减薄到4.1 mm,减薄量达到0.9 mm,相当于减薄了18%,壁厚减薄较严重,依据GB 18564.1-2006附录D关于壁厚的要求,当截面积大于3.9 m2时,壁厚不能小于5mm[4]。此罐体截面积按近似椭圆面积计算为3.925 m2。故此罐最小壁厚不满足要求。
2 壁厚减薄原因分析
2.1 硫化氢腐蚀
该油罐车在日常使用过程中,经常运输不合格柴油,导致腐蚀较严重。不合格柴油的硫化氢含量偏高,在液相中会导致H2S-H2O的腐蚀,其腐蚀形态为均匀腐蚀、内壁氢鼓泡及焊缝处的硫化物应力开裂[5-7]。
在H2S+H2O腐蚀环境中,硫化氢在水中发生离解,反应方程式如下:
H2S → H++ HS-→ 2H++ S2-
硫化氢离解导致碳钢发生析氢腐蚀,形成局部腐蚀或均匀腐蚀,特别是对一些裂纹等缺陷部位,更易发生局部的严重腐蚀。而且在腐蚀过程中,吸附在电极表面的H2S分子和HS-在很大程度上能抑制还原生成的氢原子形成氢气,从而使氢原子渗透入金属内部的量增大,进而导致金属发生氢损伤、氢鼓泡和氢致开裂等缺陷,将进一步加大罐体后期开裂失效的风险。
2.2 缝隙腐蚀
此油罐车长期停靠在海边,海边空气中的氯离子含量偏高,而且大气潮湿,再加上罐车罐体外表面有多处保护层剥落,这些裸露的部位在潮湿的氯离子大气中极易导致局部氯离子腐蚀。当表面形成FeO、Fe2O3等腐蚀产物后,在这些腐蚀产物与罐体之间存在很小缝隙(0.025~0.1 mm),缝内介质不易流动形成滞留状态,促使缝内金属加速腐蚀,容易导致缝隙腐蚀。
在缝隙腐蚀初期,缝隙内外发生氧去极化的均匀腐蚀,但是随着腐蚀的进行,形成的Fe(OH)2等物质易在缝隙口部堆积,导致氧分子的扩散和离子交换变困难,最终构成宏观氧浓差电池(图2)。但是缝隙口部的堆积物不能阻止Cl-通过,因此Cl-可以向缝内迁入,而形成的金属氯化物极易水解,形成H+,导致缝内溶液酸化,pH值降低,形成闭塞电池自催化腐蚀,从而加速了缝隙内腐蚀。

图2 缝隙腐蚀机理
另一方面,一旦形成缝隙腐蚀,相对于其它区域,由于缝内氧分子含量低,pH值低,因此在反应过程中是作为阳极而被腐蚀,与缝隙外的大面积区域相比,易形成“大阴极小阳极”的腐蚀结构,将会进一步加大缝内的腐蚀电流密度,使得缝内腐蚀进一步加剧,很容易导致局部腐蚀壁厚减薄。
3 结论
供检验的油罐车罐体发生了较严重的局部腐蚀,导致罐体壁厚减薄严重,这一方面是由于油罐车在日常使用过程中运输不合格柴油导致硫化氢腐蚀,另一方面是因为罐车长期停靠在海边,引发了氯离子腐蚀,特别是保护层脱落的裸露部位,发生了严重的局部腐蚀减薄。为此,建议罐车在今后使用过程中,要运输合格的油品,并做好罐体的日常维护保养,对于罐体外层保护漆剥落的部位应该及时修复。罐车在较长时间不用时,应尽量避免停靠在腐蚀气氛较强的海边,避免引起严重的局部腐蚀。
[1] 张蓉.油罐车运输安全隐患的分析与应对措施[J].石油库与加油站, 2016,25(4):32-33.
[2] 樊宝德,耿光辉.三种铁路卸油新工艺的介绍[J].石油库与加油站,2001,10(4):41-42.
[3] 接触式超声脉冲回波法测厚方法: GB/T 11344-2008[S].北京:中国标准出版社,2008.
[4] 曾丰羽.汽车油罐车容量检定中应注意的问题[J].上海计量测试,2014,23(6):258-258.
[5] 闫康平,王贵欣,罗春晖.过程装备腐蚀与防护[M].北京:化学工业出版社,2016.
[6] 黄书明,傅峻松.不合格柴油罐腐蚀原因分析与防护措施探讨[J].石油化工腐蚀与防护,2006,23(4):22-26.
[7] 王小刚.在用液化石油气罐车腐蚀问题的处理[J].中国特种设备安全,1999,15(4):23.
