单片机在数控机床上的应用研究
2017-05-05文灏
摘要:单片机在工业上的应用前景较为广泛,本文的研究主要围绕着其在数控机床上的具体应用开展的,具体的以单片机在数控机床刀架控制器方面的作用开展研究。本文的研究共分为两个部分,第一部分分别从三个方面分析了单片机的发展前景,第二部分主要研究了单片机在数控机床刀架控制器方面的作用。
关键词:单片机;数控机床;因公应用
信息化工业中,单片机的使用出现了百花齐放的的局面,全世界各大CPU制造公司先后制造拥有自己特点的单片计算机,种类也多种多样,有8位、16位、32位,在应用方面有和C51系列相兼容的,也有不兼容的,但是它们的特点决定了它们可以相辅相成,使单片机更好的应用到实践生产当中。从单片机发展的进程角度来看,其发展的趋势可以归纳为下面几点:
一、单片机的发展前景
(一)低功耗CMOS化。现在,企业都追求成本的最小化,在保证生产顺利完成的条件下能减少机械的功耗,工业的生产要求低功耗,但是以往的单片机,例如MCS-51系列中8031的功耗为630mW,功耗消耗非常大,但是随着技术的提高普遍的功率都在100mW左右,从这方面看消耗功率上有很大的差距,现在很多制造单片机的厂商都是用的CMOS技术,比如:在80C51型单片机的制造当中所使用的就是CMOS技术和HMOS工艺技术。CMOS技术的优势是能耗低,但是这种技术也有着一定的缺陷,因为该技术自身的原因导致的效率低是造成其发展不良的主要原因,CMOS技术、HMOS工艺技术的结合工艺则兼具了高工作效率、低能耗的优点,这种单片机更容易应用到低功耗的电池供电场所。因此,这种工艺技术符合生产中的要求,将成为今后一定时期内单片机的发展方向,主要途径有:
(二)单片机的微型化。现在的制造工艺一般是将随机存储数据存储器、中央处理器、只读程序存储器、并行或者是串行通信接口,中断系统、定时电路等集成到一个芯片之上,脉宽调制电路、液晶驱动电路、WDT、转换器等都集中到一个芯片上,这种集中方式就使得原来的单片机电路变得更加丰富,其功能也就会相应的加强,同时还能够依据客户的需要来进行芯片的制作。这种单片机体积小、重量轻,而且低功耗、高功能,很多单片机都具备多种封装方式,表面封装最受人们的青睐,所以单片机正向微型化方向发展。
二、单片机在数控机床刀架控制器方面的作用研究
(一)单片机刀架的类型。将单片机应用到数控机床的上主要是以数字化信息来完成的,其实现了对机床的有效控制,我们知道数控机床的最为重要的部分是刀架,它是生产的关键,它的工作性能对数控机床是否能够顺利运行有着直接的影响,当前刀架性能最好的要数DUPLOMATIC公司所生产的BSV-N/25类型的刀架,该刀架不管是从结构上来说,还是从性能上来说都是上品,其应用到数控机床上能够达到使其准确换刀、快速运行的目的。但该类型的刀架因为速度快,所以对时序的要求就较为严格,那么控制起来也就存在一定的技术困难,国产的数控机床装置很难实现快速换刀的控制。
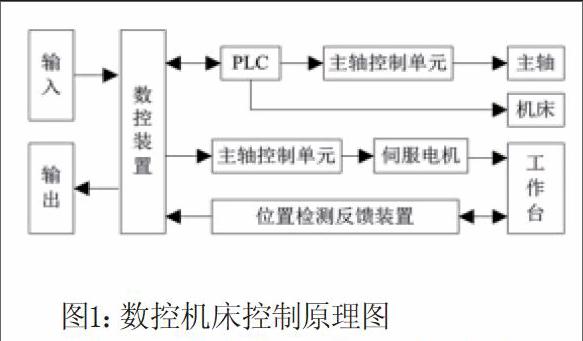
(二)数控机床控制原理。数控机床是自动化要求较高的设备,硬件部分主要有:主机、数控装置、驱动装置以及附属装置,数控装置是机床的重要组成部件,它主要的作用就是开环、半闭环、闭环三种控制方式。它的控制系统是由输入、输出设备、数控装置、伺服控制电机、逻辑控制装置、位置检测装置组成,数控机床的控制系统工作原理如图1所示。
从上图可以看出数控机床的数控装置是通过计算机硬件系统来实现的,数控装置不是单纯由一个模块来完成控制的,它需要其他计算机组件共同完成,包括中央处理器、输入、输出设备、总线、存储器等,此外数控装置还有手动的数据输入接口、PLC接口等接口单元;软件方面主要是编写控制相关的程序,写入计算机的存储器中,利用硬件的协调俩完成控制指令的执行工作。
(三)刀架换刀时序。
我们以BSV-N/25系列刀架换刀时序为例,它的换刀时序主要要注意以下几点内容:
(1)换刀时序要以就近换刀做为原则;
(2)当刀架接到指令之后首先要做的就是对插销是否缩回进行检查,当其缩回之后,松闸、起步三相异步电动机就会对正向、正反转、反向的换刀进行控制。在到达换刀的前一个位置时,如果检测到选通信号下降,这时候就会发出要求伸出电磁插销的命令信号,主要是因为在每个刀位间都有选通信号的存在,所以当位于刀架的编码器发出信号后,插销就会按照时序的要求进行控制,在该过程当中不能出现延时现象,如果出现0.1秒以上的延时,就会导致换刀位置出现错误。
(3)当检测到插销到位信号后,控制换刀的电动机停止工作,延時50ms后,换刀电动机开始反转。
(4)当检测到刀位锁紧信号后,控制换刀的电动机停止工作,延时200ms后,缩回插销,这时换刀结束。
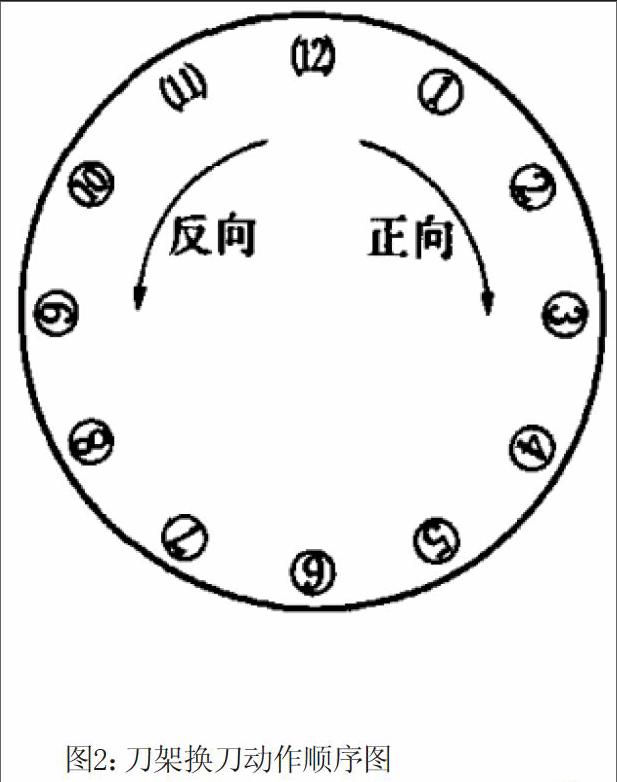
(四)刀架换刀。
从图2中可以看出,刀架数量是12,其刀具和到座之间是相互对应的,当刀架顺时针旋转的时候我们将其叫做正向旋转,反之则为反向旋转。当机床进行零部件加工的时候,刀架就会沿着路劲最短的位置旋转,目标刀具就会不断的接近换到位置。当刀具到达目标的前一到座位置的时候,插销就会伸出,插销到位的时候电机会按照规定停止旋转,然后在反向旋转,刀架就会锁紧。锁紧之后电机就会停止运行、抱闸,缩回命令发出,当缩回完成之后整个换刀过程就完成了。
总结:数控机床综合应用了电子、计算机、自动化控制等先进的技术,单片机以更先进的技术应用于实践生产当中,微型计算机技术在数控机床的使用取得了十分显著的效果,单片机正向多功能化、高性能、高速度、低功耗、低价格、微型化方向发展,同时我们也要重视单片机技术的革新,根据不同的需要进行技术改进,发挥单片机在生产中的重要作用。
参考文献:
[1]廖常初,PLC编程及应用(第2版)[M].北京:机械工业出版社.2005.
[2]熊志强,陈德荣.PLC与单片机结合在自动车床控制中的应用[J].工业控制计算机,2006,02:54-55.
作者简介:文灏(1975.8-),男,讲师,江西宜春人,目前从事数控专业教学。
