分层脉冲激光焊接实验教学研究
2017-04-25赵东升黄震宇缪唐军刘玉君
赵东升, 黄震宇, 缪唐军, 刘玉君
(大连理工大学 船舶工程学院 工业装备结构分析国家重点实验室, 辽宁 大连 116024)
分层脉冲激光焊接实验教学研究
赵东升, 黄震宇, 缪唐军, 刘玉君
(大连理工大学 船舶工程学院 工业装备结构分析国家重点实验室, 辽宁 大连 116024)
为了深入理解激光焊接方法的特点和工艺参数对温度场的影响规律,在焊接实验课中引入高能束焊接方法激光焊,并通过调整分层脉冲波形实现了对焊接温度场的控制。完成了殷瓦钢的脉冲激光焊接实验,采用红外热像仪测量了焊接温度场,采用有限元法计算了焊接温度梯度和焊后冷却速率。实验结果表明,预热脉冲能够有效降低焊接温度梯度和焊后冷却速率,随着预热脉宽的增大,焊接温度梯度和焊后冷却速率降低,而焊接热裂敏感性则先减小后增大。
激光焊; 温度梯度; 冷却速率; 热裂敏感性
焊接在核能、汽车、船舶和航空航天等多个工业领域中具有广泛的应用[1-5],焊接实验是工科院校实验课的重要内容之一[6-8],目前主要是电弧焊接实验。近年来,随着高能束焊接方法的应用日益广泛,激光焊逐渐被引入到焊接实验课中。然而,激光焊接实验通常用于演示实验,用来增强学生的感性认识,体会激光热输入量集中从而能够降低焊接热输入量、减小焊接变形的特点,而激光参数对焊接温度场分布规律以及接头力学性能的具体影响则很少涉及,不利于学生对激光焊接方法的深入理解。与连续激光相比脉冲激光能够进一步降低焊接热输入量,而且可以通过调整脉冲波形控制焊接温度场的分布,解决激光焊时温度梯度高、冷却速率过快的问题,在保证焊接精度的同时避免裂纹、气孔等缺陷的形成,拓宽了激光焊接的应用范围而且改善了接头力学性能。完成了分层脉冲激光焊接实验,调整激光脉冲波形在每个脉冲周期内实现了预热+焊接的复合,结合焊接温度场的实验测量和数值计算,研究激光的脉冲参数对焊接温度梯度和焊后冷却速率的影响规律,并通过焊接热裂敏感性实验揭示激光脉冲参数对焊接热裂纹的影响机理。
1 实验材料及仪器
1.1 实验材料
实验材料是殷瓦钢(FeNi36合金),其常温线膨胀系数约为低碳钢的1/10,广泛应用于精密测量装置和耐低温结构[9-12],其化学成分见表1。鱼骨状焊接热裂敏感性试件尺寸为90 mm×50 mm×0.7 mm,接头形式为对接。为避免焊接时试件发生错位,焊前在焊缝的起始端和末端点焊固定。

表1 殷瓦钢主要化学成分及含量
1.2 实验仪器
实验仪器为Nd:YAG固体脉冲激光焊机,焊机最高脉冲功率1.3kW,脉冲频率0~100 Hz,脉宽0.2~10 ms。
焊接温度场的测量采用Sat HY-G90型红外热像仪,测温时可以根据实际温度范围选择测温档位,读取温度数据的时间间隔是0.1 s。
使用商用有限元软件MSC.Marc计算焊接温度场,建立的几何模型如图1所示。
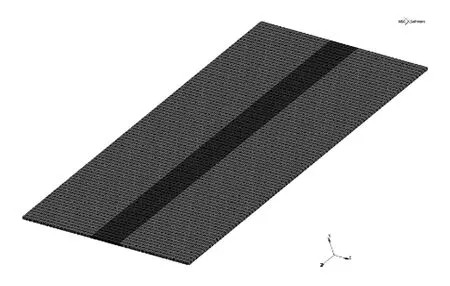
图1 有限元计算几何模型
图2是脉冲波形示意图,激光脉冲可以分为3段,第一段和第三段分别是功率较低的预热脉冲和后热脉冲,第二段是功率较高的焊接脉冲,每段脉冲的功率和脉宽可以根据需要进行单独设置。以预热+焊接实验为例,实验分为4组,每一组工艺参数做3个试件。脉冲频率30 Hz,离焦量+3 mm,焊接脉冲功率160 W,脉宽5 ms,焊接速度200 mm/min,氩气流量15 L/min。预热脉冲功率80 W,预热脉宽分别为0、2、2.5、3、3.5和4 ms。

图2 激光脉冲波形示意图
每个实验小组由5名学生组成,分别记为学生A、B、C、D和E,学生A负责焊接试件的加工和焊前处理,学生B负责激光焊接,学生C负责测量焊接温度场,学生D负责焊接温度场数据的软件处理,学生E负责焊接温度梯度和冷却速率的计算及origin作图。
2 实验结果
焊缝中心线上节点温度为900 ℃时焊缝及附近区域的温度梯度计算结果见图3。由计算结果可知,焊接温度梯度随着与焊缝中心线距离的增大先增大后减小,预热能够有效降低焊接温度梯度,随着预热脉冲脉宽的增大焊接温度梯度降低。

图3 焊接温度梯度的有限元计算结果
预热还能够降低焊缝金属冷却过程中的冷却速率。分别计算和测量了预热脉宽为0、2和4 ms的焊缝金属从1 000 ℃冷却到800 ℃的冷却速率,结果见图4。当预热脉宽为0、2和4 ms时,有限元计算的焊缝金属从1 000 ℃冷却到800 ℃的平均冷却速率分别为149.925、114.351和85.324 ℃/s,采用红外热像仪测量的平均冷却速率分别为117.647、95.238和83.333 ℃/s。虽然有限元计算结果和实验测量结果有一定的偏差,但是预热脉宽对平均冷却速率的影响规律是一致的。

图4 焊后冷却速率的实验测量和计算结果对比
预热脉宽对焊接热裂敏感性的实验结果见图5。预热脉宽0 ms的试件在距离焊缝末端27.15 mm处出现开裂,开裂长度约16.94 mm;预热脉宽2.5 ms的试件焊后在距离焊缝末端4.96 mm处出现开裂,开裂长度约4.96 mm;预热脉宽3 ms的试件没有形成宏观裂纹;预热脉宽3.5 ms的试件在距离焊缝末端4.85 mm处出现开裂,开裂长度约4.85 mm。实验结果表明,加入预热脉冲对殷瓦钢激光焊的热裂敏感性有显著影响,在其他工艺参数不变的条件下,随着预热脉宽的增大焊接热裂敏感性先减小后增大。
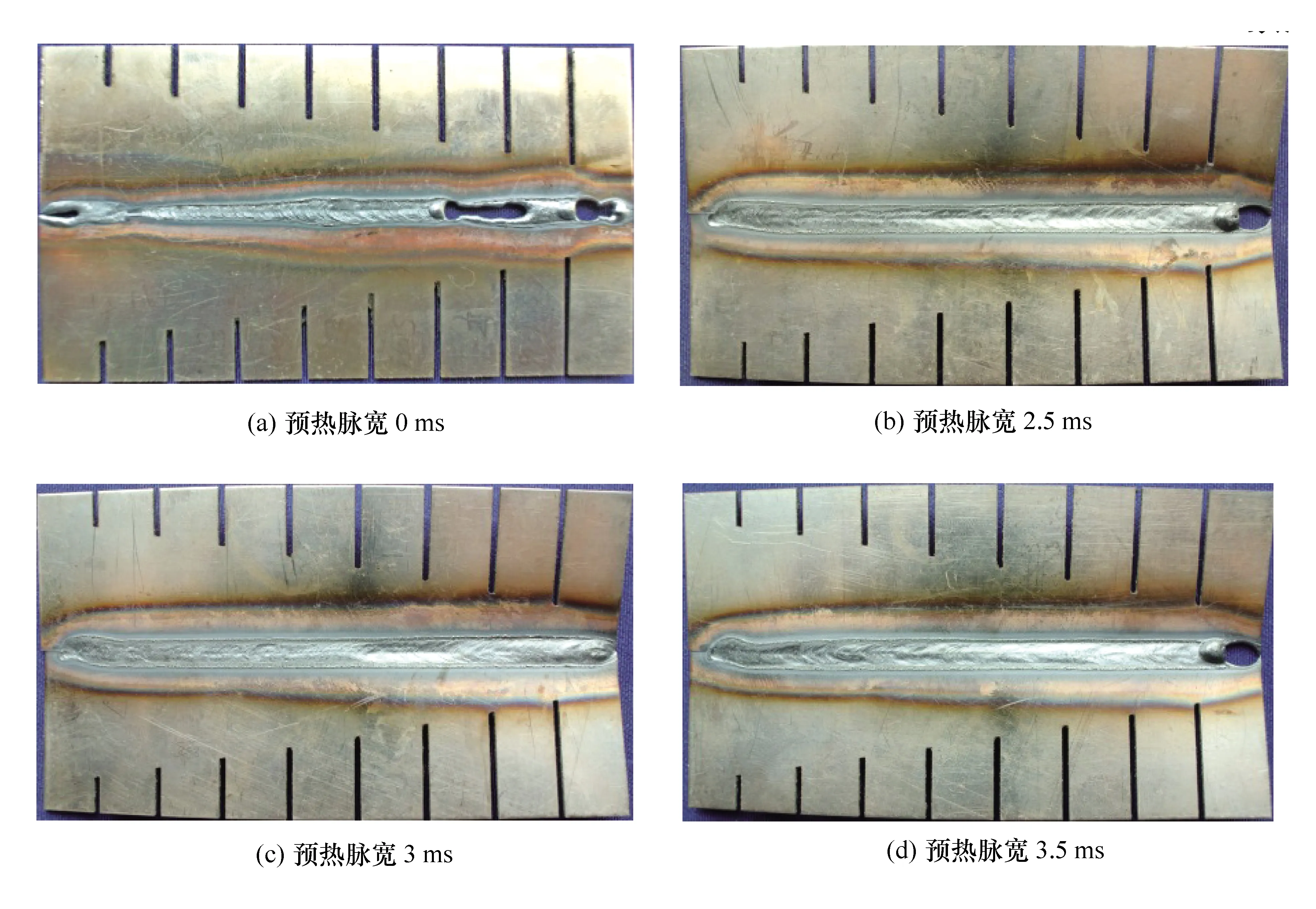
图5 预热脉宽对热裂敏感性的影响
3 讨论
通过学生分组实验发现,殷瓦钢分层脉冲激光焊接实验可以让学生掌握以下内容:
(1) 焊接温度梯度随着与焊缝中心线距离的增大先增大后减小,预热能够有效降低焊接温度梯度,随着预热脉宽的增大焊接温度梯度降低。
(2) 预热能够降低焊缝金属冷却过程中的冷却速率,随着预热脉宽的增大焊后冷却速率随之降低。
(3) 随着预热脉冲的脉宽增大,焊接热输入量增大,但是焊接热裂敏感性先减小后增大。
4 结语
分层脉冲激光焊接实验让学生接触到了生产实际和科研的前沿知识,对激光焊接机理的探索能够激发学生的兴趣。通过实验能够让学生掌握激光脉冲波形对焊接温度梯度、焊后冷却速率和热裂敏感性的影响规律,有助于深入理解焊接过程的特点和焊接工艺参数对温度场的影响规律。实践表明,在传统的电弧焊实验课中加入本实验受到了学生的欢迎并取得了较好的教学效果。
References)
[1] 王要利,任静,马宁,等.焊接专业实践教学的创新发展与探索[J].电焊机,2016,46(6):125-128.
[2] 李柏茹,王永东,刘兴,等.焊接技术与工程专业工程材料学教学方法研究[J].中国冶金教育,2016(3):82-84.
[3] 叶结和,邓小军,崔洪举,等.焊接操作手法教学装置的设计与制作[J].热加工工艺,2015,44(9):240-242.
[4] 杨永,宋晓胜,王硕.高校实验室教学管理模式改革探析[J].实验室科学,2016,19(1):233-235,240.
[5] 郑艺,付铁,丁洪生,等.焊接技术实训的教学内容和教学方法探析[J].焊接技术,2016,45(1):94-96.
[6] 李美艳,雷毅,韩涛,等.卓越计划背景下虚拟实验室在金属焊接实验教学中的应用[J].实验技术与管理,2015,32(8):112-113,117.
[7] 陈书锦,胡晓晴,芦笙,等.双轴肩搅拌摩擦焊接实验系统研究[J].实验技术与管理,2014,31(11):39-42,47.
[8] 高明慧.通过科学探究实验培养创新型人才[J].实验室科学,2016,19(4):236-240.
[9] 赵东升,吴国强,刘玉君.焊接残余应力对Invar钢疲劳寿命影响分析[J].焊接学报,2013,34(4):93-95.
[10] Zhao D S, Liu Y J, Wang X D. The calculation and measurement of welding residual stress for Invar steel of LNG carrier’s containment system[J].Journal of Ship Production and Design,2015,31(1):43-48.
[11] 赵东升,刘玉君,孙敏科,等.碳钢与304不锈钢的焊接残余应力计算[J].焊接学报,2012,33(1):93-95.
[12] 赵东升,吴国强,刘玉君,等.预拉伸法降低异种钢焊接残余应力的作用研究[J].船舶力学,2013,17(8):920-924.
Research on experimental teaching for laser welding with layered pulse
Zhao Dongsheng, Huang Zhenyu, Miao Tangjun, Liu Yujun
(State Key Laboratory of Structural Analysis for Industrial Equipment, Dalian University of Technology,Dalian 116024, China)
The high energy beam welding method is introduced in welding experiment lessons for students to understand the characteristics of laser welding method and the effect of welding parameters on temperature field. The control of the welding temperature field can be realized by adjusting the waveform of pulse. During the pulsed laser welding experiment of Invar alloy, the welding temperature field is measured by infrared thermal imager,and the welding temperature gradient and cooling rate after welding are calculated with the finite element method. The experimental results show that preheating pulse can effectively reduce the weld temperature gradient and cooling rate after welding. The increase of preheating pulse duration leads to the decline of welding temperature gradient and cooling rate after welding,while the welding hot cracking susceptibility decreases at first and then increases.
laser welding; temperature gradient; cooling rate; hot cracking susceptibility
10.16791/j.cnki.sjg.2017.04.044
2016-10-27
大连理工大学教改基金(MS2014089);中央高校基本科研业务费(DUT16QY45)
赵东升(1980— ),男,辽宁大连,博士,讲师,主要研究方向为耐低温材料激光焊接.
E-mail:dszhao@dlut.edu.cn
TG456.7
A
1002-4956(2017)4-0175-03