数控铣削工艺参数优化研究
2017-04-19黄健
黄健
(佛山职业技术学院,广东 佛山 528137)
数控铣削工艺参数优化研究
黄健
(佛山职业技术学院,广东 佛山 528137)
为进一步提高工艺水平,促进数控铣削工艺参数进一步优化,要对数控机床零件加工进行铣削加工实验数据的提取,并在神经网络建立基础上形成数控加工铣削工艺参数优化模型。文章基于DMC60H数控机床,对数控加工铣削参数进行优化方案的制定。在实验验证中证明该优化方法具有一定实效性,对提高数控机床加工效率有着重要意义。
数控铣削;参数优化;样本;BP神经网络
在传统数控加工过程中通常要通过工艺编程人员对主轴转速、进给速度等切削参数进行人工选择,再通过加工程序的生成处理完成数控工艺。但通过工艺编程人员的处理使其质量无法得到有效保障,更多的以编程人员技术水平决定加工程序质量。在数控加工复杂零件中仅仅是通过经验与资料无法保障切削参数精准,因此如何实现铣削参数优化成为数控加工中的重要问题,以有效保证数控加工质量及数控铣削过程优化。
1 数控加工铣削工艺参数选取
在数控加工中其铣削参数的选取是一项复杂性高、多输入与多输出的非线性问题,无法以常规数学进行计算与处理。现阶段数控加工铣削参数在实现优化参数选择过程中,逐渐实现对专家系统与模糊技术的应用,近年来在科技高速发展背景下人工神经网络智能技术已经成为该领域的应用热点。人工神经网络技术具备自学习功能,对高效解决数控加工铣削参数选取问题提供了新途径。同时该技术的应用也有效的避开了面向加工过程的定量描述,省去诸多计算环节。人工神经网络技术的应用是在实现通过样本训练后再对网络内部单元连接权值进一步确定,准确测算出数控加工铣削工艺参数,有效攻克了铣削参数不易选取的问题。
在针对数控加工铣削工艺参数优化的研究中,以DMC60H数控机床为试验平台,针对铝合金零件加工为试验对象,对其数控加工铣削数据进行提取,再通过BP神经网络技术构建参数优化模型,进而提高数控机床综合效率。
2 试验数据处理与样本数据选取
(1)试验数据处理。在数控加工实际生产环节中,要针对表面粗糙度进行数据处理,并对尺寸精度进行试验数据提取,目的在于保证更准确的描述数控加工的全过程。①在实际生产现场对表面粗糙度的试验数据处理要遵循现场性原则,即在以现场实际测量及实际加工要求为前提,对表面粗糙度等一系列进行处理,具体处理原则如表1所示。②在实际生产现场对尺寸进度的处理原则主要是基于标准公差数据表,对尺寸公差进行转换,转换为标准公差IT。基于标准公差IT值进行尺寸精度样本输入数据。

表1 表面粗糙度处理原则
(2)样本数据选取。样本数据的选取十分关键,数据质量直接对神经网络模型收敛速度造成影响,并直接影响神经网络模型的预测精准性。在本次研究中主要对试验数据处理与分析,基于数控加工铣削特点,对样本数据进行选取,其主要原则为:①在其他加工条件相同前提下,以表面质量相对高的为样本数据;②将接近中间公差尺寸的作为样本数据;③加工效率最高的、时间应用最短的为样本数据;④表面粗糙度、中间公差尺寸以及加工效率相互租用的多目标为样本数据。
3 构建BP神经网络模型
(1)神经网络模型构建及数控机床系统选取。在基于数控加工要求基础上,明确表面粗糙度以及尺寸精度,并掌握数控机床、刀具、夹具等工况,利用BP神经网络建模方法,构建数控加工铣削工艺模型。基于对试验数据、样本数据优化选取的前提下,进行网络训练并有效求解相关模型,对数控加工铣削参数优化选择做出有效的生产实践指导。
以DMC60H数控机床为试验平台,其操作系统为Siemens840D power line。能够选取的数控加工铣削参数包括:主轴转速n、进给速度Vf,基于对铣削加工效率的评价考虑加入加工时间,所以输出层神经元为主轴转速、进给速度与加工时间。输出层主要神经元为道具类型、刀具悬伸量、刀具直径、刀具口径比、基本尺寸、切削宽度、切削深度、尺寸精度、表面粗糙度。
(2)BP神经网络程序训练结果分析。①BP神经网络训练误差曲线。在对BP神经网络训练过程中要对其加权输入矢量、输出量、误差矢量进行计算,再计算得出误差平法和。当BP神经网络所训练矢量误差平方和小于训练进度10-4,则立即停止训练,对输出层误差出现的变化进行计算,应用反向传播学习规则对权值进行调整,重复该过程。BP网络完成训练后输入一个非训练集合中的矢量,BP神经网络将通过泛化方式对输出结果进行显示,并显示BP神经网络误差收敛曲线。②BP神经网络性能曲线分析。基于图1所示,通过Postreg对参数进形反馈,其中m、b代表的是斜率以及y轴截距。在出现m-1,且b=0的条件下,BP神经网络之中输出及目标输出两者之间将会完全一致。这个情况下的BP神经网络性能出现最佳状态。r代表的是BP神经网络之中的系数情况,在r趋近1的情况下,则意味着BP神经网络输出以及目标输出两者之间更加接近,此时性能也会趋向最优。最优参数彼此之间能够重合,也意味着BP神经网络可以产生最优性能。③BP神经网络预测以及参数验证差异性比较分析。对样本数据之中相关参数进行验证。将其带入到数控铣削之中。主轴转速产生参数与预测参数之间进行对比发现,两者数据情况发展规律基本一致。人工神经网络表现出最优效果。存在的个别情况,预测值高于或者低于样本值的也属于正常情况。
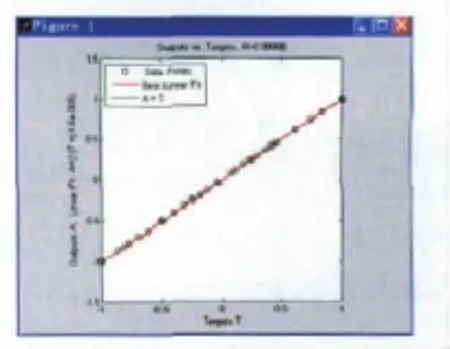
图1 神经网络性能测试图
(3)数控加工铣削工艺参数优化系统的开发。基于上述研究可知以DMC60H数控机床为试验平台构建的铣削工艺参数优选系统,能够进一步实现数控机床对铝合金类零件切削参数优化的选择,包括上述9个神经元以及工艺参数期望值。通过加工参数优选模块,能够对数控加工铣削工艺的参数实现优化选取,最终获得主轴转速及进给速度优选值。通过对其参数优化建立数控加工铣削工艺参数优化系统,其实现界面图如图2所示。
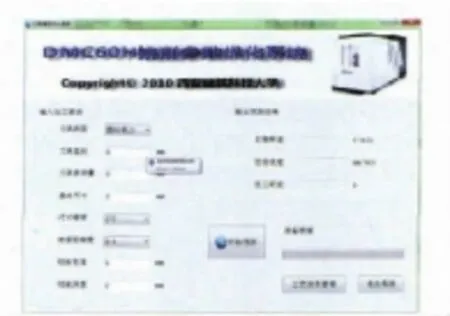
图2 数控加工铣削工艺参数优化系统示意图
通过对加工要求的输入,可对刀具类型、刀具直径、刀具悬伸量、基本尺寸、尺寸精度、表面粗糙度、切削宽度和切削深度进行要求选择。在该系统中每个文本框的工具提示框都会对输入数据的有效范围进行显示,为用户提供选择参考。通过开始预测操作后系统后台能够直接对神经网络预测模块进行启动,通过My SQL数据库对网络信息进行进一步读取,再通过BP神经网络的计算,在系统界面中有效显示。
应用BP神经网络对数控加工铣削参数的优化选择,进一步实现数控加工过程中工艺参数科学化、规范化的参数选取,大大提高了数控机床的技工效率,这对降低生产成本、提高零件生产质量都有着重要意义。
[1]李聪波,陈行政,肖溱鸽,等.面向能效的多工步数控铣削工艺参数多目标优化模型[J].计算机集成制造系统,2016,22(2):538-546.
[2]李聪波,肖溱鸽,李丽,等.基于田口法和响应面法的数控铣削工艺参数能效优化方法[J].计算机集成制造系统,2015,(12):3182-3191.
[3]张臣,周来水,余湛悦,等.基于仿真数据的数控铣削加工多目标变参数优化[J].计算机辅助设计与图形学学报,2005,(5):1039-1045.
[4]刘强,尹力.一种面向数控工艺参数优化的铣削过程动力学仿真系统研究[J].中国机械工程,2005,(13):1146-1150.
[5]黄拯滔,杨杰,张超勇,等.面向能耗的数控铣削过程建模与参数优化[J].中国机械工程,2016,(18):2524-2532.
[6]王太勇,汪文津,范胜波,等.基于自适应遗传算法的数控铣削过程参数优化仿真[J].制造业自动化,2004,(8):28-30+58.
Research on Optimization of NC Milling Process Parameters
HUANG Jian
(Foshan Vocational and Technical College,Foushan,Guangdong 528137,China)
In order to further improve the technological level and to further optimize the milling parameters,the experimental data of milling machine parts are extracted and the optimization model of NC machining milling parameters is formed on the basis of neural network.Based on the DMC60H CNC machine tool,the mathematical program is designed to optimize the milling parameters.In the experimental verification,it is proved that the optimization method has certain effectiveness,which is of great significance to improve the machining efficiency of CNC machine tools.
CNC milling;parameter optimization;sample;BP neural network
TP391.9
A
2095-980X(2017)02-0031-02
2017-01-17
黄健(1991-),男,广东梅州人,大学本科,主要研究方向:模具设计与制造。
