开源桥钢结构制作质量控制要点
2017-04-14樊清禄
樊 清 禄
(大同市市政建设发展公司,山西 大同 037006)
开源桥钢结构制作质量控制要点
樊 清 禄
(大同市市政建设发展公司,山西 大同 037006)
以大同市开源街御河桥工程为例,介绍了该桥钢结构制作所需的原材料,并从钢结构焊接、焊缝外观检查、无损检测、焊接工艺等方面,阐述了钢结构制作的质量控制要点,以提高桥梁结构的安全性与耐久性。
钢结构,钢锚箱,焊接工艺,原材料
1 工程概述
1.1 钢锚箱
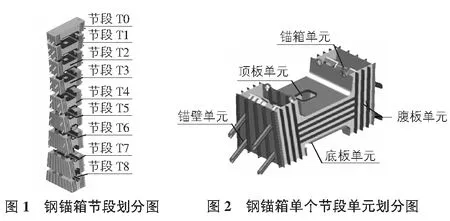
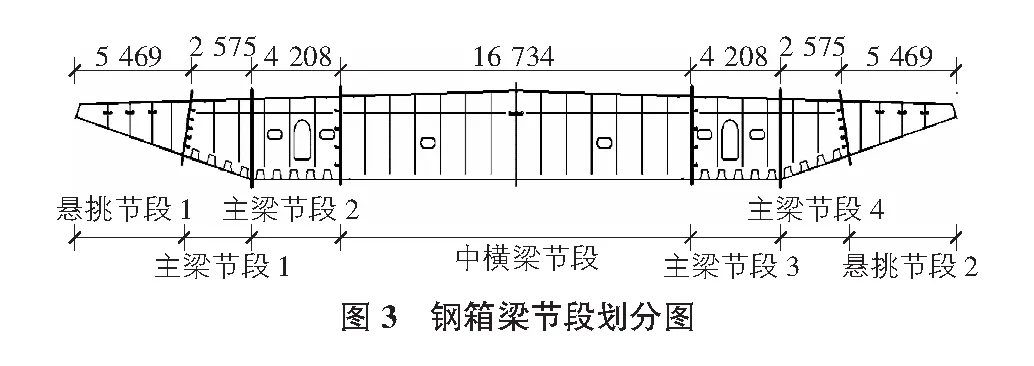
斜拉索在主塔处采用锚箱锚固,钢锚箱所在高度范围为65.6 m~100.8 m,分为T8~T0 9个节段,节段高度为2.8 m~4.6 m 不等,节段间采用焊接连接;其中T8节段包括W1,E1号拉索锚箱,T7~T1节段各包含了主边跨两对拉索锚箱,T0节段包括W16,E16号拉索锚箱。钢锚箱节段最大重量76.7 t,最小39.6 t。钢锚箱节段划分见图1。钢锚梁板单元划分为顶板单元、底板单元、腹板单元、隔板单元、锚箱单元及锚壁板单元(见图2)。
1.2 钢箱梁
主梁划分为A,B,C1,C2,C3,D共6种类型、35个梁段。其中A,B为塔区梁段,C1,C2,C3为标准梁段,D为过渡梁段。塔区梁段长度为6 m,主梁节段标准长度为8 m,边跨尾索区节段长度为8.66 m。A梁段钢梁重量为133 t;B梁段钢梁重量为86 t;C1~C3梁段钢梁最大重量为96 t~101 t;D梁段钢梁重量为175 t;梁段间采用焊接连接(见图3,图4)。
2 钢结构工程的材料控制
2.1 原材料的控制
由于此钢结构工程分两大类别,一类是主塔所用钢锚箱的制作,另一类是整桥钢箱梁的制作,各类钢构件均分节段进行加工生产,但是单元件下料前的钢板材是批量进场,批量按下料图进行下料,所以在切割前要严格对原材料进行检测,虽然是委托具有资质的相关单位进行质量性能的多方面检测,但厂内涉及相关人员也应负起责任把好每道关,尤其对有存在检测数据符合规范规定但外观明显存在缺陷的原材料进行严格控制。

2.2 焊接材料与母材材质的匹配
1)桥梁的主体材质为Q345qE,Q370qE。2)焊接材料见表1。3)焊接设备。a.埋弧自动焊:ZD5(D)-1250 配 A2 型焊机;b.CO2气体保护焊:NB-500 型等。焊前温度与道间温度见表2。

表1 焊接材料
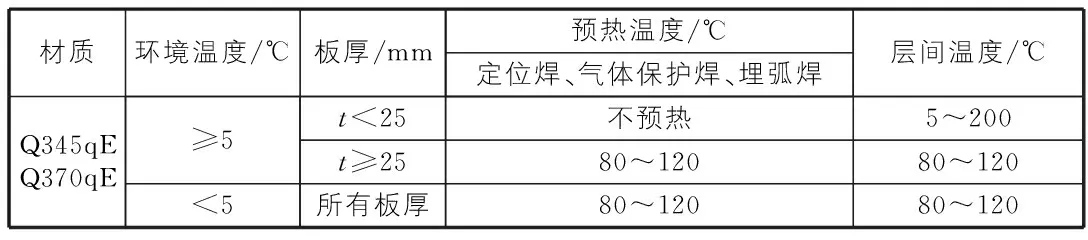
表2 焊前温度与道间温度
3 钢结构焊接的质量控制
3.1 钢结构焊接
主要控制焊条、焊丝、焊剂、焊嘴等焊接材料与焊接母材的匹配;焊接材料的烘焙;焊工应具有焊工证,首次采用的焊接材料应有焊接工艺评定;焊条电弧焊时应选择好焊条直径和焊接电流;当钢板厚度超过12 mm时,则应开坡口;埋弧焊、气保焊时应采用引弧板和收弧板;对有预热和后热处理的应确定相应的控制温度;焊接构件时应确定焊接顺序;对于不同厚度的板材对接时应平缓过渡。
3.2 焊缝外观检查
对焊缝进行外观检查,不得有裂纹、未熔合、夹渣、焊瘤等缺陷。外观质量符合JTG/T F50—2011公路桥涵施工技术规范表19.6.1的规定。
3.3 焊缝无损检测
按照JTG/T F50—2011的有关规定,对接焊缝、熔透角接焊缝应全长进行超声波检测,质量等级达到Ⅰ级。部分熔透角焊缝应全长进行超声波检测质量等级达到Ⅱ级。U肋对接、U肋与板面的部分熔透角焊缝应全长进行磁粉探伤检测,质量等级达到Ⅱ级。
3.4 焊缝力学性能要求
1)焊缝强度:焊缝抗拉强度、屈服强度不低于该母材标准值。2)焊缝金属伸长率:不低于母材标准值。3)接头弯曲:对接接头弯曲180°试样受拉面没有裂纹,或仅在棱角处有撕裂且裂纹长度不大于3 mm。 4)接头韧性:对接接头焊缝金属(线外1 mm)-40 ℃ V形缺口冲击功Q345qE,Q370qE不低于47 J,热影响区(线外1 mm)-40 ℃ V形缺口冲击功Q345qE,Q370qE不低于47 J。5)硬度试验:接头硬度不大于HV350。6)宏观断面酸蚀:不得存在裂纹、未熔合、气孔、夹渣等超标焊接缺陷。
3.5 接头力学性能试件的制取及试验
力学性能试验项目及数量见表3。

表3 力学性能试验项目及数量
全焊透坡口焊缝主要用于:1)钢主纵梁顶、底板、腹板和加劲肋对接焊缝,腹板与顶、底板之间的T形对接焊缝;2)塔上钢锚箱壁板和加劲肋对接焊缝,壁板之间的T形对接焊缝;3)主梁横隔板顶、底板、腹板的对接焊缝,腹板与顶、底板之间的T形对接焊缝;4)横隔板腹板和主纵梁腹板之间的T形对接焊缝;横隔板顶、底板和主纵梁顶、底板之间的T形对接焊缝;5)主塔及主梁钢锚箱锚下加劲的焊缝;主塔及主梁钢锚箱与主结构之间所有的焊缝。
3.6 焊接工艺评定
本工程共计20组焊接工艺评定,且20组理化实验全部合格,具体数据如下:
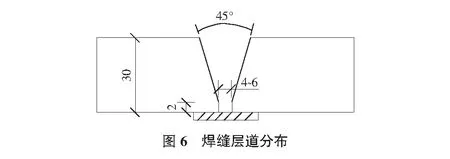
举一例说明:焊接工艺评定项目编号:ED30/30FC。
试板材质:Q345qE焊接方法:陶质衬垫,气保焊打底埋弧焊填充盖面焊接材料:ER50-6φ1.2,H08Mn2Eφ4.0,SJ101q。
焊接方式:对接、平焊。
接头形式见图5,焊缝层道分布见图6。
3.7 首件验收及焊接评定意见

首制节段严格按批准的制造方案和焊接工艺进行加工制造;加工制作过程控制资料齐全,各项检测指标满足设计文件及相关规范要求,方可进行钢结构构件的批量生产。
1)焊接工艺评定试验项目总计20组,涵盖了本桥各种材质、焊接接头形式和板厚组合。2)评定试验报告资料齐全、数据可信,试验结果满足设计和相关规范的要求。3)焊接工艺评定中所选用的坡口形式、焊接材料、焊接方法、焊接参数及工艺措施,合理可行,可作为编制焊接工艺及作业指导书的依据。4)建议补充药芯焊丝扩散氢含量的测试。
即便是过程中严格把控,仍然会出现问题,例如拼装定位焊开裂;定位焊焊接电流过大;固定板切割后留疤;焊接电流电压过大焊缝咬边;定位焊表面气孔等问题,这就需要现场管理人员增强自身技术水平,施工操作者加强工匠精神,精益求精,努力克服所有的技术错误和不必要的操作失误。
4 结语
影响工程质量的五大要素包括人、机械、材料、方法和环境,通过本工程钢结构的制作,本人总结在钢结构工程中还应多注意以下几个方面:1)正式开工前应全面熟悉工程图纸和施工所涉及的各个规范规程,从整体出发,深刻体会设计意图。2)钢结构主要在于焊接工艺,所有焊工必须持证上岗。3)在施工过程中,业主要组织加工厂家、监理单位、设计单位、监控方等单位加强沟通,遇到问题不要盲目做决定。
本工程在施工期间,组织了行业内从事业主、设计、监理、检测、施工等方面的专家进行验厂、焊接工艺评定、首件产品认可等工作,并邀请专业水平高的专家协助监督施工,真正做到“预防为主”。
[1] GB 50205—2001,钢结构工程施工质量验收规范[S].
[2] GB 50755—2012,钢结构工程施工规范[S].
[3] GB 50661—2011,钢结构焊接规范[S].
[4] JTG/T F50—2011,公路桥涵施工技术规范[S].
Steel-structure fabricating quality control points of Kaiyuan bridge
Fan Qinglu
(DatongMunicipalConstructionDevelopmentCorporation,Datong037006,China)
Taking Datong Kaiyuan street Yuhe bridge engineering as an example, the paper introduces raw materials needed in the bridge steel-structure fabrication. Starting from aspects of steel structure wielding, wielding appearance examination, non-destructive testing and wielding technology, it describes the steel structure fabricating quality control points, with a view to improve the bridge structure safety and durability.
steel structure, steel-anchor-box, wielding technology, raw material
1009-6825(2017)07-0224-02
2016-12-22
樊清禄(1967- ),男,工程师
TU391
A
