金属注射成形水气联合雾化316不锈钢性能的研究*
2017-04-13周晚珠刘可英曾克里
翁 廷,罗 浩,宗 伟,周晚珠,刘可英,曾克里
广东省材料与加工研究所,广东 广州 510650
金属注射成形水气联合雾化316不锈钢性能的研究*
翁 廷,罗 浩,宗 伟,周晚珠,刘可英,曾克里
广东省材料与加工研究所,广东 广州 510650
通过对水雾化、水气联合雾化和气雾化316不锈钢粉末喂料的流动性及其烧结性能进行研究,探讨了水气联合雾化粉末用于粉末注射成形的可行性.结果表明,水气联合雾化粉末颗粒呈近球形,以此制备的喂料粘度低,熔体流动速率达1108.5g/10min.在1365 ℃保温3 h的条件下,水气联合雾化316不锈钢粉末样品的致密度达到98.13%,抗拉强度达505 MPa、屈服强度达193MPa、伸长率达55%、硬度为78HRB,超过美国MPIF对316L不锈钢MIM制品的相应标准,优于传统水雾化粉末的烧结性能.水气联合雾化316不锈钢粉末适合用于MIM的批量生产.
金属注射成形;水气联合雾化;316不锈钢粉末
金属注射成形(Metal Injection Molding,简称MIM)是一种适于低成本、大批量生产形状复杂、难切削加工材料的金属零部件的近净成形技术[1-4].MIM制备的产品具有高的烧结密度、均匀的微观组织和优异的力学性能[5].目前,注射成形316不锈钢已用于生产手机、手表、工具等零部件,具有广阔的市场应用前景[6].在MIM的生产过程中,粉末粒度及形貌等特性直接影响注射成形以及烧结性能,而这些粉末特性与雾化方法直接相关.目前,生产用粉末主要通过雾化法制得,按雾化介质不同,分为气雾化、水雾化和水气联合雾化三种粉末.水气联合雾化制备工艺是近几年兴起的一种综合粉末制备方法,该法结合了气雾化和水雾化的优势,能一定程度地降低粉末粒径及改善粉末颗粒形貌,同时大大降低生产成本[7].其机理是钢液在经过保温中间包流下的过程中,超高压水及低压气体两种雾化介质由喷嘴射出,将钢液强力破碎成大量细小液滴后迅速冷却成金属粉末.
关于金属注射成形用水雾化及气雾化316L不锈钢粉末已研究较多,而对水气联合雾化不锈钢粉末用于金属注射成形鲜有报道.本文作者通过对水雾化、气雾化以及水气联合雾化316L不锈钢粉末喂料的流动性及其烧结性能进行对比,研究水气联合雾化316L不锈钢粉末用于MIM工艺的可行性,以期为实际生产应用提供一定的理论指导.
1 试验部分
1.1 试料
试验用316L不锈钢粉末有3种:气雾化粉末316G(英国Osprey公司)、水气联合雾化粉末316W-G(广东省材料与加工研究所)和水雾化粉末316W(北京兴荣源公司),其特性列于表1,粉末形貌如图1所示.由图1可知,气雾化粉末呈规则的球形,水雾化粉末呈不规则的树枝状,水气联合雾化粉末呈近球形,并且粉末的粒度较细.说明雾化介质不同,粉末的颗粒形貌也有所不同.

表1 316不锈钢粉末特性
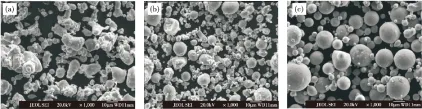
图1 316L不锈钢粉末SEM形貌(a) 316W粉末;(b) 316W-G粉末;(c) 316G粉末Fig.1 SEM morphology photographs of 316L stainless steel powder(a) 316W powder;(b) 316W-G powder;(c) 316G powder
粘结剂为聚甲醛基体系,主要包括聚甲醛(POM)、高密度聚乙烯(HDPE)、乙酸-乙酸乙烯共聚物(EVA)、硬脂酸(SA)和聚乙烯蜡(PE-Wax)等.粉末装载量均为62%.
1.2 试验方法
使用1L的加压式密炼机制备喂料,先将金属粉末加入密炼腔预热至190 ℃,然后加入粘结剂一起密炼50 min,再经造粒机造粒制备出粒状喂料.使用JPH80型注塑机将喂料注射成生坯,然后在110 ℃脱脂,脱脂时间7 h.最后在JUTA 300型真空烧结炉中进行烧结,烧结温度为1365 ℃,保温3 h.
1.3 性能测试
用A/2-70591千分尺测量试样的高度和直径,用LAL4电子分析天平(精度为0.0001g)测量试样质量,计算生坯密度.采用排水法测量试样的烧结密度;用HDI-1875型布洛维硬度计测量烧结样品的HRB硬度;用CEAST rheological 5000型毛细管流变仪测定喂料的粘度.用Leica-Ⅱ金相显微镜观察腐蚀前后烧结样品的微观组织,用Instron万能试验机测量烧结样品的力学性能.
2 试验结果与讨论
2.1 流动性能
在粘结剂相同的条件下,粉末的流动性能直接影响喂料的流动性能[8].分别将3种粉末以相同配比与粘结剂混合制成喂料,在190 ℃条件下测得三种喂料的粘度与剪切速率的关系曲线如图2所示.由图2可见,三种喂料的粘度均随剪切速率的增大而降低,呈现假塑性流体的特性.在同一剪切速率下,粘度值由大到小顺序为316W>316W-G>316G,即三种喂料对应的流动性由好到差依次为316G>316W-G>316W.这是因为粉末颗粒形状越不规则,颗粒之间以及颗粒与粘结剂之间的摩擦就越大,导致金属粉末不易与高分子聚合物沿着流动方向旋转、重排.
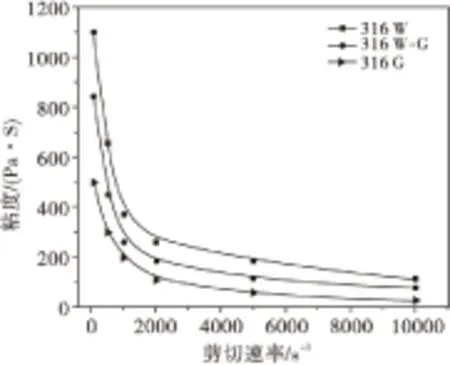
图2 剪切速率对喂料粘度的影响Fig.2 Effect of shear speed on viscosity of feedstock
熔体流动速率MFI(Melt Flow Index)是指在一定温度和压力下,喂料在一定时间内(一般10 min)通过标准毛细管流出的熔料克数,单位为g/10 min.表2为不同载荷下喂料的MFI值.由表2可知,在载荷相同的条件下,喂料的熔体流动速率MFI数值由大到小顺序为:316G>316W-G>316W;在载荷为200 N的条件下,316W-G喂料的熔体流动速率为1108.5 g/10min,而市售BASF生产的316不锈钢喂料的MFI值为960 g/10min,说明用316W-G粉末制得的喂料的流动性完全可满足注射成形生产的要求,可用于生产薄壁、微小的MIM零件.
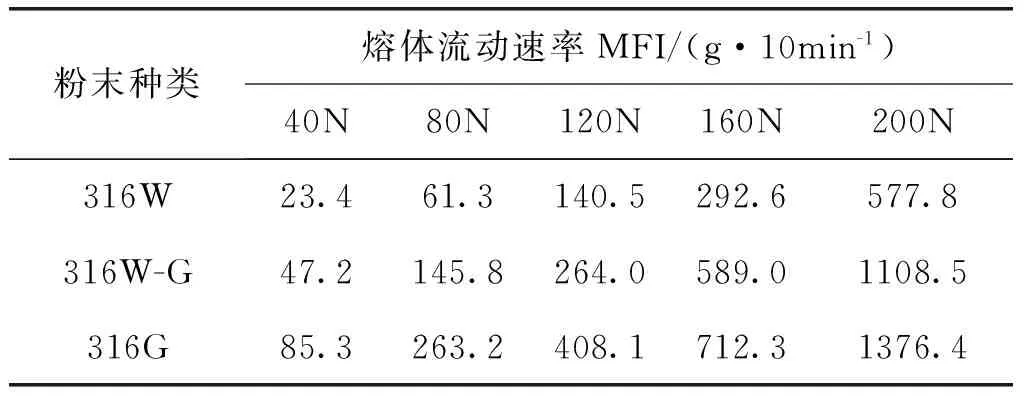
表2 喂料在不同载荷条件下的熔体流动速率MFI
2.2 烧结性能
3种粉末烧结样品的密度列于表3.从表3可知,316G粉末制品的烧结密度最高,为7.961 g/cm3,316W粉末制品的烧结密度最低,为7.620 g/cm3,仅为理论密度的95.25%.原因是水雾化粉末的形状不规则且粉末氧含量高,粉末烧结活性低,不利于烧结颈的长大;而气雾化粉末颗粒呈球形,同时氧含量低,可显著提高粉末的烧结活性.316W-G粉末为近球形,氧含量也较316W粉末低,因此其烧结密度明显高于水雾化粉末,为7.85 g/cm3.3种粉末烧结样品的线收缩率由大到小依次为:316G>316W-G>316W.可见,随着烧结密度升高,线收缩率增大.
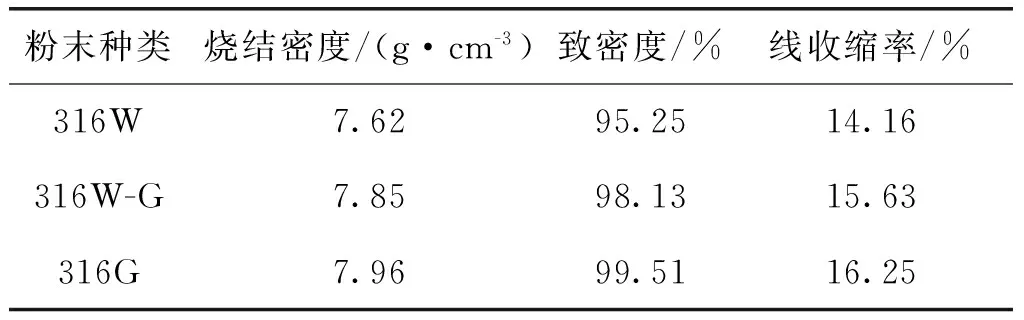
表3 粉末的烧结密度和线收缩率
图3为3种粉末烧结样品的表面形貌.由图3知,316W粉末烧结样品表面的孔隙较多、较大,且分布不均匀,这与其较低的烧结密度相对应.316W-G粉末烧结样品表面的孔隙较少、较小,且均匀,总孔隙率低于316W粉末烧结样品.316G粉末烧结样品表面不存在316W粉末烧结样品中的连续孔隙,且孔隙率最低,其致密度最高,达99.51%.说明粉末颗粒规则、接触面积大,烧结活性高,有助于烧结致密化.

图3 种粉末烧结样品的表面形貌(a) 316W粉末;(b) 316W-G粉末;(c) 316G粉末Fig.3 Morphologies of sintered samples of three powders(a) 316W powder;(b) 316W-G powder;(c) 316G powder
2.3 力学性能
3种粉末烧结样品的力学性能列于表4.由表4可知,316W-G粉末烧结样品的力学性能明显优于316W粉末烧结样品的力学性能,其抗拉强度、屈服强度和硬度与316G粉末烧结样品的比较接近,延伸率达到55%,表明316W-G粉末烧结后的综合力学性能较好.对于粉末注射成形零件,其抗拉强度、屈服强度和硬度不仅与材料性质有关,还与零件的烧结密度有关,抗拉强度、屈服强度和硬度随着烧结密度的提高而增大.由前面分析数据可知,316W-G粉末试样的烧结密度高于316W粉末试样烧结密度,所以316W-G粉末烧结样品的力学性能更优于316W粉末烧结样品.
材料的宏观硬度主要取决于材料的孔隙度,因而孔隙较多的316W粉末烧结样的硬度明显低于其它2种粉末烧结样的硬度.316W-G粉末烧结样品的相对密度大于98%,达到了理想的MIM用细粉的高密度范围[9],其拉伸强度、屈服强度和硬度都超过美国MPIF中316L不锈钢粉末注射成形烧结件的相应标准,表明316W-G粉末完全适合用于生产粉末注射成形不锈钢件.
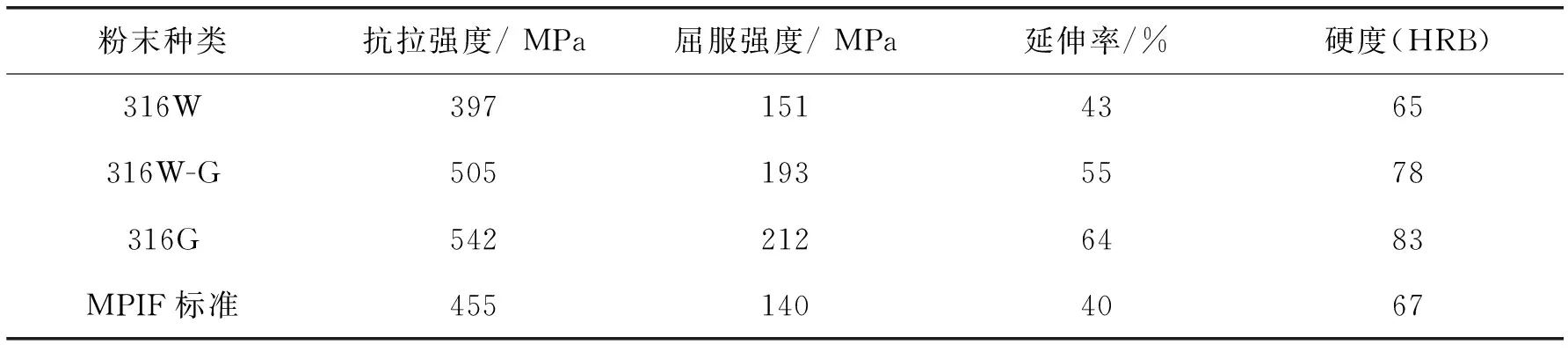
表4 粉末烧结样品的力学性能
3 结 论
(1)用水气联合雾化法制备的316W-G粉末颗粒呈近球形,以此粉末制备的喂料的粘度低,熔体流动速率达1108.5 g/10min(200N载荷),其流动性优于传统水雾化粉末,与气雾化316G粉末性能接近,可用于生产薄壁、微小的MIM零件.
(2)在1365 ℃保温3 h的条件下,水气联合雾化316不锈钢粉末烧结样品的致密度达98.13%,其抗拉强度、屈服强度、延伸率和硬度分别为505 MPa、193 MPa、55%和78HRB,优于传统水雾化粉末的烧结性能,超过美国MPIF中316L不锈钢细粉末注射成形烧结件的相应标准.综合考虑生产成本和产品性能,水气联合雾化316不锈钢粉末可广泛用于MIM的实际生产.
[1] 刘斌,余磊,骆接文.316L不锈钢粉末注射成形喂料流变性能的研究[J].粉末冶金工业,2011,21(03): 36-39.
[2] 李益民,李云平.金属注射成形原理与应用[M].长沙:中南大学出版社,2004:12-14.
[3] 徐小明,李笃信,吴谓.改进型催化脱脂型粘结剂及其应用研究[J].粉末冶金工业,2015,25(5):36-41.
[4] 贺毅强,胡建斌,张奕.粉末注射成形的成形原理与发展趋势[J].材料科学与工程,2015,33(1):140-142.
[5] 蒋阳,仲洪海.注射成形316L不锈钢粘结剂热脱脂行为和工艺[J].合肥工业大学学报,2001,24(6):1072 -1075.
[6] 朱盼星,张少明,徐骏.气雾化参数对316L不锈钢粉末粒度的影响[J].粉末冶金材料科学与工程,2010,15(4):388-393.
[7] 赵同春,麻洪秋,金成海.金属注射成形用水雾化不锈钢粉末的制备与应用[J].粉末冶金工业,2013,23(3):26-31.
[8] Pacific Metals Co Ltd.Method and apparatus for production of metal powder by atomizing:US, 6254661B1[P].2001-07-03.
[9] THAVANAYAGAM G,PICKEING L,SWAN J E.Analysis of rheological behaviour of titanium feedstocks formulated with a water-soluble binder system for powder injection molding[J].Powder Technology,2015(269): 227-232.
Properties of injection molded and sintered water-gas joint atomized 316L stainless steel powder
WENG Ting,LUO Hao,ZONG Wei,ZHOU Wanzhu,LIU Keying,ZENG Keli
GuangdongInstituteofMaterialsandProcessing,Guangzhou510650,China
The flow properties, sintering densification and mechanical properties of water atomized,water-gas joint atomized and gas atomized 316L stainless steel powder were discussed. The feasibility of water-gas joint atomized powder used in powder injection molding was also studied. The results show that the MFI (melting flow index) of water-gas joint atomized powder can be reached up to 1108.5 g/10 min. The sintering experiment results indicate that the sintering activity of water-gas joint atomized powder is much higher than conventional water atomized powder. The sintered density, tensile strength, yield strength, elongation and hardness of the water-gas joint atomized powder attained at 98.13 %, 505 MPa,193 MPa, 55% and HRB78, respectively, the values of which are also superior to the MPIF standard. Taking into account the properties and cost comprehensively, water-gas joint atomized 316 stainless steel powder can be widely used in the practical production of the metal injection molding.
metal injection molding;water-gas joint atomization;316 stainless steel powder
2016-11-25
广东省科技计划资助项目(2013B010403019)
翁廷(1960-),男,广东揭阳人,工程师,本科.
1673-9981(2017)01-0034-05
TF122.1
A
