压铸铝合金的应用及研究进展*
2017-04-13黄正华张银帅宋东福徐春杰周永欣李扬德李卫荣
黄正华,张银帅, ,宋东福,徐春杰,周永欣,李扬德,李卫荣
1.广东省材料与加工研究所,广东省金属强韧化技术与应用重点实验室,广东 广州 510650;2.西安理工大学材料科学与工程学院,陕西 西安710065;3.东莞宜安科技股份有限公司,广东 东莞 523662
压铸铝合金的应用及研究进展*
黄正华1,张银帅1, 2,宋东福1,徐春杰2,周永欣2,李扬德3,李卫荣3
1.广东省材料与加工研究所,广东省金属强韧化技术与应用重点实验室,广东 广州 510650;2.西安理工大学材料科学与工程学院,陕西 西安710065;3.东莞宜安科技股份有限公司,广东 东莞 523662
简单介绍了压铸铝合金的特点、分类和应用,详细阐述了压铸铝合金在材料组织性能与压铸技术方面的研究进展.最后,指出了目前铝合金压铸件的发展方向,以及亟需解决的问题.
压铸铝合金;研究进展;压铸技术;大型复杂薄壁构件
压铸铝合金具有比强度高、良好的耐蚀、导电导热及铸造和加工等性能,被广泛应用于汽车、通讯电子和航空航天等领域中.随着汽车等工业的发展,铝合金压铸件产量年增近13%,占有色合金压铸件产量的75%以上.现铝合金压铸件正向着大型、复杂、薄壁和高精度、集成化方向发展,这积极推动了铝合金压铸技术的发展.为此,本文对国内外压铸铝合金的应用及研究现状进行综合阐述,为后续开发低成本、高性能压铸铝合金及先进的压铸技术提供参考,促进我国铝合金压铸产业转型升级.
1 压铸铝合金的特点及分类
压铸铝合金在保证顺利压铸及满足所制造零件的工作性能要求外,还应具备[1]:(1)在过热度不高,甚至处于固、液相线温度范围内时,应具有较好的塑性体流变性能,以便于填充复杂型腔,保证良好的铸件表面质量,减少铸件内收缩孔洞;(2)线收缩率小,以免铸件产生裂纹和变形,提高铸件尺寸精度;(3)结晶温度范围小,减少铸件中收缩孔洞产生的可能性;(4)具有一定的高温固态强度,防止模具开模时推出铸件产生变形或破裂;(5)与压铸型不发生化学反应,亲和力小,防止粘型和铸件、铸型相互合金化;(6)高温熔融状态下不易吸气、氧化,以便满足压铸时需长期保温的要求.
按照合金成分来分,压铸铝合金主要包括Al-Si,Al-Mg和Al-Zn等系列.共晶Al-Si合金具有结晶温度间隔小,硅相具有凝固潜热和比热容较大、线收缩系数较小等特点,因此Al-Si系合金具有很好的铸造性能、充型性能和更小的热裂和缩松倾向.压铸铝合金系中一般以Al-Si系合金为主,包括Al-Si-Cu和Al-Si-Mg系,如ADC12和ADC10合金等.但这类合金存在强度较低、塑性较差和切削加工性能一般等主要问题,为此近年来国内外研究人员通过(微)合金化改善合金的组织,获得低成本、高韧性压铸铝合金.Al-Mg系合金具有室温力学性能好、耐蚀性能强等特性,但存在铸造性能较差、力学性能波动和壁厚效应较大及压铸件出现开裂和应力腐蚀裂纹倾向较大等问题.Al-Zn系合金压铸件经自然时效后可获得较高力学性能,但其耐蚀性能差、应力腐蚀倾向强及压铸易热裂等缺点.表1为主要合金元素在压铸铝合金中所起的作用[1-2].
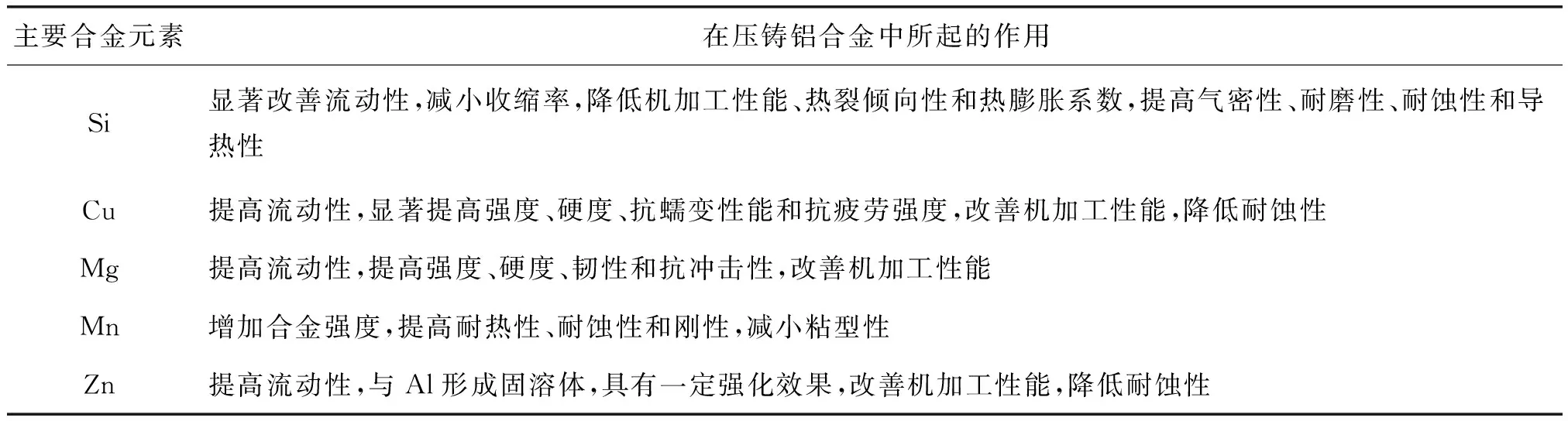
表1 主要合金元素在压铸铝合金中所起的作用
2 压铸铝合金的应用
压铸行业的发展与汽车行业密切相关,近年来随着我国汽车行业的迅猛发展,压铸行业亦发展迅速,未来会有更好的发展前景.当今社会,人们对汽车要求趋于高性能、低污染、低能耗等.汽车重量对燃料经济性起着决定性作用,车重每降低100 kg,油耗可减少0.7 L/100 km.汽车降低能耗的途径主要有改进系统和减轻汽车重量,而使用轻质材料制造汽车零部件是减轻汽车重量的有效途径.铝合金压铸件因优异的材料性能、成型方便和轻量化等,使其成为首选.二十世纪70年代开始,铝合金压铸件逐步替代铸铁,用量逐年增加,应用范围不断扩大.铝合金压铸件在汽车上的应用主要集中在壳体件、发动机部件和其它非发动机部件.图1为目前国内外汽车上使用的铝合金压铸件汇总及占比[3].
铝合金压铸件还在通讯电子设备的外壳生产上占据举足轻重的地位,如基站用滤波器腔体、发射器壳体、笔记本和手机的外壳等.特别是通讯基站类设备正朝向高散热和高耐蚀性能及高薄方向发展,促进铝合金压铸技术朝向高精尖方向推进,在满足散热和防腐蚀性能的前提下,通讯类铝合金壳体正逐步走向轻量化.
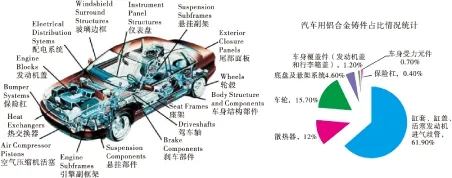
图1 汽车用铝合金压铸件汇总及占比Fig.1 Summary and accounting for automotive aluminum alloy die-casting parts
3 压铸铝合金组织与性能的研究现状
压铸铝合金自1914年投入商业生产后得到快速发展.随着汽车行业的发展,对于力学性能要求高的汽车用零件压铸件,仅靠目前生产的压铸铝合金难以满足需求.为了提高其力学、导热及疲劳等诸多性能,国内外研究人员致力于开发新型的低成本、高性能压铸铝合金,主要集中在Al-Si和Al-Mg两系列.
3.1 Al-Si系压铸铝合金组织与性能的研究现状
目前,我国压铸产业使用最多的铝合金为Fe含量0.8%~1.3%的Al-Si-Cu系,如ADC12等,但上述合金最大问题是韧性不够,室温伸长率通常不高于2%,且强度有待提高.要使铝合金压铸件在汽车上得到更多地应用,必须提高铝合金的韧性.
不同种类和含量的稀土(RE),对Al-Si合金的细化变质效果不同.添加0.1%~0.3%的混合稀土能同时细化A356合金组织中的α-Al相和硅相[4],Ce能细化Al-Si合金组织中的共晶硅[5],而添加3%的La对A390合金组织中的硅相无变质作用[6].添加1.0%的Sm能明显细化ADC12合金组织中的α-Al和共晶硅相,α-Al相二次枝晶间距由51 μm减至15 μm,平均晶胞尺寸由90 μm减至40 μm;共晶硅由粗大针状变为尺寸较小的短棒状或圆球状,并且生成Al11Sm3相,使合金抗拉强度和伸长率分别达到220 MPa和3.1%,较ADC12合金分别提高22%和210%[7].
在YL112合金基础上开发的Al-Si-Cu-RE合金具有良好流动性、耐磨性、气密性和机加工性,力学性能明显优于同类Al-Si-Cu合金,可用于汽车变速箱、发动机壳体、气阀、方向器、活塞、轮毂等[8].
在ADC12合金基础上通过成分优化设计,以及经晶粒细化和变质处理,可获得一种具有更好压铸成形性和机械加工性能的压铸铝合金ADC12.1R[9].ADC12合金中加入La后,经固溶时效组织中粗大块状多边形初晶硅消失,针状共晶硅形貌由长针状变为短棒状且弥散分布;有害化合物形态得到改善,并且固溶温度越高,有害金属间化合物溶解越多,晶粒越细小;当La添加量为0.3%时,硅相细化和球化效果较佳[10].当ADC12合金中Mg<1.0%时,合金组织中将生成适量的Mg2Si强化相,同时细化共晶硅相且不偏聚,使铸态和T6态合金的强度均随Mg含量的增加而提高;而当Mg>1.0%时,形成较多Mg2Si相且偏聚于晶界,造成合金强度下降[11].Al-Si-Cu-Mg合金中加入Sc后,其循环变形抗力大幅提高,同时又延长了低周疲劳寿命[12].
除合金成分外,热处理和压铸工艺亦对压铸铝合金的组织与性能有显著影响.经淬火的ADC12合金经125 ℃保温10 h的时效处理后,抗拉强度达到308 MPa,较热处理前提高约20%[13].在超低速试验条件下,持压时间越长及增压延时时间越短,ADC12合金铸件性能越好;铸造压力保持在适当范围内,当压力较小时,增大铸造压力可细化α相,铸件性能升高;当铸造压力过大时将导致α相粗大,铸件性能降低[14].较低的浇注温度和压射压力有利于减少ADC12合金支架铸件中气孔的形成,慢压射速度的降低有利于减少气孔数量,但是当一级压射速度增至95 L/min时,反而有利于减少缺陷,过慢的慢压射速度易增加合金液与空气的接触时间,导致气孔数量的增加[15].
3.2 Al-Mg系压铸铝合金组织与性能的研究现状
国内外研究人员对Al-Mg系压铸铝合金组织与性能的研究相对较少.二十世纪90年代,德国莱茵铝业公司[16]从循环利用的铝料中开发出低Fe含量的高强韧压铸铝合金Magsimal-59(AlMg5Si2Mn),其主要成分Mg含量为5%~6%,Si含量为1.8%~2.6%,Mn含量为0.5%~0.8%和Fe≤0.15%,并对Ni,Cu和Ca等元素含量进行严格控制,由于有害富铁相数量的减少,该合金伸长率通常高于常用压铸铝合金;低Mg和低Si的耐蚀Al-2.5Si-2.1Mg-0.8Mn-0.2Cr合金具有流动性良好、收缩率较小、热裂敏感性较低、铸造性能较好及T4状态下力学性能较高、应力腐蚀敏感性低、无局部腐蚀等特点,是作为舰船耐蚀铸件的理想材料.上海交通大学丁文江课题组[17]通过调控Al-Mg-Si-Mn-Cu-Nd-La合金中Mg和Mn的含量,并添加少量RE,解决了压铸时的粘模问题,实现了高韧性和自强化的效果,压铸条件下合金室温屈服强度≥140 MPa,抗拉强度≥260 MPa,伸长率>15%,性能稳定的同时达到强度和韧性要求,此合金被命名为JDA2.
对于压铸Al-Mg-Si-Mn合金的微观组织存在一些争议,如少量沿晶界随机分布的粒子,有人认为是Mn与β-Al3Mg2相反应后生成的Al6Mn相,也有人认为是Al15(Fe, Mn)3Si2相[18-19].
4 铝合金压铸技术的发展
压铸技术是将压铸室内浇入的液态/半固态合金在高压高速下充填型腔、成型而获得铸件的方法,在此过程中压射比压、模具和浇注温度、保压时间、型腔真空度等是主要影响因素.传统铝合金压铸件中会存在以气孔为代表的较多缺陷,气孔产生原因主要有精炼除气不良、模具排气不良、压铸工艺参数不当造成卷气及产品壁厚差过大等引起的.氢气也会造成铝合金压铸件中产生细小分散的气孔,即针孔.因此传统压铸铝合金件不宜进行热处理,从而制约了其力学性能的提高.近年来,为了解决压铸件内部存在的气孔和缩孔等问题,国内外研究人员已提出真空压铸、半固态压铸和挤压压铸等先进技术[20],以获得高强、高致密性、可焊接、热处理和扭曲的压铸件.
真空压铸是指将型腔内气体抽空或部分抽空,降低型腔内气压,便于充型和排除熔体内气体,从而获得致密压铸件的方法.该真空压铸件内气孔率显著降低、微观组织更细小、力学性能更高,且能进行热处理.近年来,真空压铸抽除型腔气体主要有模具中直接抽气和置模具于真空箱中抽气两种形式.其中模具排气道位置和排气道面积的设计至关重要;真空系统的选择亦非常重要,要求在真空泵关闭之前型腔内的真空度能保持至充型完毕.国内一些高校、科研院所和企业对真空压铸技术开展了积极的研究.华中科技大学自主研发和设计的高空压铸用的真空截止阀及真空系统在实际真空压铸生产中具有指导意义,北京科技大学、清华大学、重庆大学、东北大学等高校对真空压铸工艺及其模拟仿真进行了有益的探索.普通压铸件表面鼓气严重,并且气孔大且多,而真空压铸件表面更光洁、气孔数量少及气孔体积小[21].经500 ℃固溶处理后,AlSi9Cu3合金真空压铸件比普通压铸件可获得更细小的共晶Si颗粒[22].真空压铸件及后续热处理件具有比普通压铸件更好的力学性能.ZL101合金高真空压铸件抗拉强度和伸长率分别比普通压铸件提高17.16%和71.98%,经T6处理后抗拉强度再提高7.68%[23].Cu含量为4.6%的ZL201合金真空压铸件的抗拉强度和伸长率分别由普通压铸件的231 MPa和6.6%提高至245 MPa和7.1%;经T6处理后,普通压铸和真空压铸件抗拉强度分别提高至249 MPa和276 MPa,伸长率均有所降低[21].AlSi10MgMn合金高真空压铸件经T1处理后抗拉强度和伸长率分别达到351.3 MPa和3.5%,经T5处理后伸长率达到8.3%,经T6处理后抗拉强度和伸长率分别达到358.4 MPa和6.1%[24].不同型腔真空度亦显著影响压铸性能和热处理性能.AlSi10MgMn合金高真空压铸件(真空度为95~97 kPa)的伸长率为普通压铸件的2.3倍,经T1处理后高真空压铸件的屈服强度比低真空压铸件(真空度为65~70 kPa)提高64.2%,经T5处理后高真空铸件伸长率可达8.4%,经T6处理后高真空铸件屈服强度和伸长率分别达到339.8 MPa和6.7%[25].
半固态压铸是指在一定的冷却速率下获得约50%甚至更高固相组分的浆料,通过压铸使浆料成形的技术.目前,主要有流变成形和触变成形两种工艺,成形工艺的关键是有效制取半固态合金浆料、精确控制固液组分的比例及半固态成形的自动化控制.国内北京有色研究总院、北京科技大学、清华大学等高校在坯料制备、流变学等方面作了一些研究,工业化应用正在探索.半固态压铸成形工艺适合于高硅铝合金材料零件的成形制造,该工艺可降低成形温度,使合金的组织致密、性能提高.A390合金半固态流变压铸件经T6处理后,其抗拉强度、伸长率和硬度分别为306 MPa,1.48%和128HBW,较普通压铸件的228 MPa,0.72%和88HBW分别提高34.2%,105.6%和45.5%;含Si量为20%的AlSiCuMgNiRE高硅铝合金半固态流变压铸件的抗拉强度和伸长率分别达到310 MPa和0.68%,较普通压铸件的232 MPa和0.47%分别提高34%和47%[26].A356合金半固态压铸件与普通压铸件相比,其组织晶粒更均匀、圆整,且气孔缺陷明显减少且组织致密,合金综合力学性能更佳,且热处理效果更好,经T5处理后半固态压铸件抗拉强度和伸长率分别提高8%和90%[27].半固态压铸成形加工技术今后应在低成本制备加工用坯料、专用设备研制、模具设计及成形过程计算机模拟、开发适合于半固态加工用的新型材料等方面深入研究,以促进这一技术的工业化应用.
挤压压铸又称液态金属模压,挤压压铸件致密性好、力学性能高且无浇冒口,该工艺具有良好的工艺优势,能替代传统压铸和真空压铸等工艺.我国的一些企业已将其应用于实际生产中,如二汽从日本引进挤压铸造机生产发动机小连杆等铝合金铸件,一汽用液锻法生产CA6102发动机活塞等.
5 结 语
压铸铝合金在汽车、通讯电子和航空航天等领域中具有广泛的应用前景,且铝合金压铸件向着大型、复杂、薄壁和高精度、集成化方向发展.为了拓宽应用领域,今后还应继续解决以下问题:
(1)开发新型高强高导热的压铸铝合金、可着色的压铸铝合金,以及用于生产有特殊安全性要求铸件的新型压铸铝合金;
(2)完善压铸新工艺,如真空压铸、半固态压铸、挤压铸造等;
(3)提高对市场的快速反应能力,推行并行工程和快速原型制造技术;
(4)开展CAD/CAM/CAE系统的研发.
[1] 彭靓, 孙文德, 钱翰城. 压铸铝合金及先进的压铸技术[J]. 铸造, 2001, 50(1): 14-17.
[2] 李荣德, 于海朋, 袁晓光. 合金元素在压铸合金中的作用及研究现状[J]. 特种铸造及有色合金, 2004, (1): 18-21.
[3] 邱庆荣, 孙宝德, 周尧和. 铝合金铸件在汽车上的应用[J]. 铸造, 1998, (1): 46-49.
[4] 唐小龙, 彭继华, 黄芳亮, 等. 混合稀土含量对A356铝合金组织结构的影响[J]. 中国有色金属学报, 2010, 20(11): 2112-2117.
[5] WEISS J C, JR LOPER C R. Primary silicon in hypereutectic aluminum-silicon casting alloys [J]. AFS Transactions, 1988, 32: 51-57.
[6] YI H K, ZHANG D, SAKATA T. Microstructures and La-rich compounds in a Cu-containing hypereutectic Al-Si alloy [J]. Journal of Alloys and Compound, 2003, 354(1-2): 159-164.
[7] 饶远生, 闫洪, 胡志, 等. Sm对ADC12铝合金变质效果影响的研究[J]. 材料导报, 2013, 27(4): 45-48.
[8] 冯俊, 鲍卫宁, 冯洁. 新型铝硅铜压铸合金[J]. 特种铸造及有色合金, 2002 (压铸专刊): 98-99.
[9] 饶劲松, 李华基, 王翠玲, 等. 压铸铝合金ADC12.1R3的组织、性能及成形性[J]. 重庆大学学报:自然科学版, 2005, 28(10): 24-26.
[10] 闫洪, 李正华, 黄昕. 镧对ADC12铝合金固溶时效组织的影响[J]. 稀土, 2013(5): 1-5.
[11] 石锦罡, 姚辉, 陈名海, 等. Mg含量对ADC12铝合金组织及性能的影响[J]. 热处理, 2011, 26(4): 48-52.
[12] 车欣, 陈立佳, 李锋. Sc对金属型铸造Al-Si-Cu-Mg合金疲劳行为的影响[J]. 沈阳工业大学学报, 2012(4): 402-406.
[13] 李凯, 陈名海, 张锐, 等. 时效处理对压铸Al-Si-Cu合金力学性能的影响[J]. 铸造, 2010, 59(5): 463-465.
[14] 纪莲清, 熊守美, 村上正幸, 等. 内浇口速度和尺寸对ADC12铝合金组织及性能的影响[J]. 特种铸造及有色合金, 2008, 28(9): 693-695.
[15] 历长云, 王有超, 许磊, 等. 铸造工艺参数对ADC12铝合金支架压铸件缺陷的影响[J]. 特种铸造及有色合金, 2010, 30(12): 1120-1122.
[16] 罗兵辉, 柏振海, 周华, 等. 几种铸造铝合金的铸造性能、力学性能及耐蚀性[J]. 矿冶工程, 2001, 21(2): 67-68.
[17] ZHANG P, LI Z M, LIU B L, et al. Improved tensile properties of a new aluminum alloy for high pressure die casting[J]. Materials Science and Engineering A, 2016, 651: 376-390.
[18] OTARAWANNA S, GOURLAY C M, LAUKLI H I. Microstructure formation in AlSi4MgMn and AlMg5Si2Mn high-pressure die casting [J]. Metallurgical and Materials Transactions A, 2009, 40(7): 1645-1659.
[19] HU Z, WAN L, WU S. Microstructure and mechanical properties of high strength die-casting Al-Mg-Si-Mn alloy [J]. Materials & Design, 2012, 46: 451-456.
[20] 余东梅. 中国铝合金压铸业的发展及现状[J]. 世界有色金属, 2007(3): 63-65.
[21] 杨承志,龙思远,王朋,等.Al-Cu系合金的真空压铸及热处理[J].金属热处理, 2016, 41(8): 114-118.
[22] 张百在, 贾从波, 李莉, 等. 真空压铸技术与应用(I)—真空压铸Al-Si-Cu合金固溶处理时Si、Cu分布[J]. 特种铸造及有色合金, 2015, 35(9): 948-951.
[23] 万里, 赵芸芸, 潘欢, 等. 铝合金高真空压铸技术的开发及应用[J]. 特种铸造及有色合金, 2008, 28(11): 858-861.
[24] 万里, 刘学强, 胡祖麒, 等. 高真空压铸AlSi10MgMn合金的组织和力学性能[J]. 特种铸造及有色合金, 2014, 34(5): 499-503.
[25] 张百在, 刘学强, 万里, 等. 型腔真空度及热处理对AlSiMgMn压铸件性能的影响[J]. 特种铸造及有色合金, 2016, 36(7): 673-676.
[26] 吴树森, 万里, 安萍, 等. 高硅铝合金的半固态压铸成形技术[J]. 金属加工, 2010(9): 29-32.
[27] 廖博超. A356合金的半固态流变压铸及热处理对组织性能的影响[D]. 哈尔滨: 哈尔滨工业大学, 2010.
Application and researchprogress of die-casting aluminum alloys
HUANG Zhenghua1,ZHANG Yinshuai1, 2,SONG Dongfu1,XU Chunjie2,ZHOU Yongxin2,LI Yangde3, LI Weirong3
1.GuangdongProvincialKeyLaboratoryforTechnologyandApplicationofMetalToughening,GuangdongInstituteofMaterialsandProcessing,Guangzhou510650,China;2.SchoolofMaterialsScienceandEngineering,Xi'anUniversityofTechnology,Xi’an710048,China;3.DongGuanEONTECCo.Ltd.,Dongguan523662,China
Firstly,the characteristics,classification and application of die-casting aluminum alloys are briefly introduced in the paper.Then,the research progresses of die-casting aluminum alloys on the microstructure and properties of materials and die-casting technology are reviewed in detail.Finally,the development of direction and existed problems need to be solved of the die-castings with aluminum alloys are pointed out to promote the transformation and upgrade of die-casting industry of aluminum alloys in China.
die-casting aluminum alloys;research status;die-casting technology;large,complex and thin-thick component
2017-02-14
广东省高新技术产业化项目(2013B010102024);广东省产学研合作项目(2014B090903016);东莞市产学研合作项目(201550913400192)
黄正华(1978-),男,江苏昆山人,高级工程师,博士.
1673-9981(2017)01-0001-06
TG249 .2
A
