某发动机连杆螺栓拉伸问题的分析与解决
2017-03-25王小娟朱军
王小娟,朱军
(上汽通用五菱汽车股份有限公司宝骏基地发动机工厂,广西柳州545007)
某发动机连杆螺栓拉伸问题的分析与解决
王小娟,朱军
(上汽通用五菱汽车股份有限公司宝骏基地发动机工厂,广西柳州545007)
针对某1.2L发动机批量制造中持续1年连杆螺栓拉伸问题,通过对设备、零件以及拧紧过程来查找原因,通过各种试验对比分析逐一排除问题,最终锁定为拧紧程序中的逻辑控制导致连杆螺栓在拧紧过程中被拉伸。优化拧紧过程监控项解决了持续一年的连杆螺栓拉伸质量问题,此问题的突破对于制造领域连杆螺栓拧紧提供了一个非常有利的分析思路。
连杆螺栓;拉伸;螺栓连接;扭矩系数
螺栓作为一种紧固件,在发动机上有广泛的应用,一台发动机大约要用到60多种螺栓,其设计的好坏直接关系到联接件能否正常工作[1]。连杆是发动机运动部件中的一个重要部件,连杆的紧固都是通过螺栓联接,其联接质量是发动机制造过程中一个重要质量控制点,其联接质量的控制好坏直接影响到发动机的性能。且连杆受力复杂,受冲击负荷较大,其联接螺栓的要求较高,一般采用10.9级以上的高强度螺栓并施加较大的预紧力[2]。尽管如此,在工程中还是会出现连杆螺栓脱落或拉伸从而导致螺栓断裂,连杆击穿缸体的现象,如我司某1.2 L发动机曾经由于生产线连杆螺栓拉伸导致路试过程中连杆击穿缸体的现象。
本文针对某1.2 L发动机在生产线上拧紧过程中发现的拉伸现象,主要通过对设备和零部件逐一试验验证分析,对装配工艺对比分析,锁定问题制定措施,解决连杆螺栓拉伸问题。
1 连杆螺栓装配工艺介绍
某发动机为四缸发动机,此连杆螺栓材料为SCM435,等级为10.9级,处理工艺为热处理之后再进行螺纹滚压,材料特性抗拉强度最低为106.1 MPa/ mm2,材料硬度HRC34-38,表面处理为磷酸锌镀层,连杆螺栓设计扭矩为(33±2)N·m.连杆螺栓拧紧工艺为人为手工预紧到底,在4轴拧紧机自动拧紧8颗螺栓,需两次动作才能完成一台发动机的连杆螺栓装配。4颗螺栓每次拧紧时分三步拧紧(详见表1),先拧紧2、3缸,再拧紧1、4缸。

表1 某发动机连杆螺栓拧紧工艺
2 连杆螺栓拉伸问题
至某年10月起连杆螺栓拧紧工位发生连杆螺栓拉伸质量问题,产生大量返修,存在质量隐患的同时还造成了大量的成本浪费,某年10月至下一年的8月连杆拉伸问题统计如图1所示,连杆螺栓拉伸实物如图2所示,连杆螺栓的拉伸部位在中部,螺栓呈现内凹型。

图1 连杆螺栓每月拉伸问题数

图2 连杆螺栓拉伸实物图
从故障连杆螺栓拧紧曲线(如图3)来看,螺栓扭矩拧紧时一直无法达到33 N·m,在32.1 N·m处就开始发生屈服,因一直未达到目标扭矩,拧紧机持续拧紧,角度持续增加而扭矩一直达不到33 N·m,导致螺栓被拉伸。

图3 连杆螺栓拉伸的拧紧曲线
3 问题的分析与解决
对于此问题,从人、机、料、法、环展开调查,问题主要集中在设备、物料及装配工艺,针对这几个方面进行相关的调查。
3.1 设备分析
从设备上排查,对于连杆螺栓拉伸问题,可能是设备上拧紧轴定位块摩擦导致拧紧轴中心与连杆螺栓中心不同轴,导致螺栓拧紧时使偏心拧紧螺栓拉伸;也可能是拧紧轴内部件结构或扭矩传感器损坏,导致输出扭错误,螺栓被拉伸。
根据以上两点在现场检查拧紧轴定位块,定位块表面无明显压痕和明显变形,且观察螺栓拧紧时,套筒套进连杆螺栓时位置准确,无偏心,故拧紧轴与连杆螺栓同轴。更换新的拧紧轴,且对扭矩传感器重新标定,标定在合格范围内,无异常,且更换新的拧紧轴后拉伸问题仍然存在并没有好转,拉伸问题仍然存在,故设备正常,拉伸与设备无关系。为了进一步说明设备与连杆螺栓拉伸没有关系,通过一个验证及实例对比,说明电枪拧紧扭力在工艺要求范围内,同时可以通过监控角度有效监控螺栓拉伸,防止拉伸连杆逃逸。
试验目的:寻找连杆螺栓能承受的最大动态扭矩。
试验方法:将连杆螺母拧紧目标扭矩从33 N·m改到50 N·m,转速不变。
试验结果:螺栓在扭矩达到大约38 N·m时拧紧曲线开始出现异常(见图4),此时角度监控值为112.85°,程序中设置的扭矩监控值为29°~102°,由此说明程序可以有效监控螺栓是否拉伸,连杆螺栓可承受的最大动态扭矩为38 N·m,拧紧完成后拆解发现螺栓已滑牙。

图4 连杆螺栓最大动态扭矩试验曲线
3.2 零件分析
3.2.1 连杆螺栓分析
连杆螺栓拉伸,从螺栓本体来分析可能是热处理不良,可能是螺栓有裂纹,从这两个方面展开调查。对连杆螺栓进行尺寸检测、螺纹检测、机械性能试验和金相组织检测,检测结果都为合格。为进一步确认连杆螺栓是否异常,现场重新试验。
试验方法:随意取5个连杆螺栓螺母,用专用夹紧力设备测试,转速10 r/min,观察连杆螺栓夹紧力和屈服点。
试验结果:数据显示连杆螺栓屈服点为47~50 N·m,其屈服夹紧力为47~51 kN(见图5)。从目前所有拉伸的连杆螺栓曲线显示,问题件连杆螺栓在30.2~32.8 N·m就发生屈服,根本没达到目标设定值33 N·m.
图5 连杆螺栓拉伸试验曲线
3.2.2 扭矩系数测量原理
根据经典理论,螺栓连接的预紧力矩T与预紧力F有以下关系[3-4]:

式中:T为预紧力矩;T1为螺纹副中的力矩;T2为支撑面(螺帽或螺母与角钢的接触面)的力矩;F为预紧力;d2为螺纹中径;a为牙型角;λ为螺纹升角;μ为螺纹间的摩擦系数;μ1为支撑面间摩擦系数;dn为支撑面的平均直径(力矩意义上)。
引入螺栓公称直径d,式(1)作一定变换,可得

其中:

K即为工程中常用的扭矩系数。
若螺栓被拉伸,直接原因是提供轴向拉力已经大于螺栓预紧力F,因在制造过程中无法直接控制输出的预紧力,只是间接控制扭矩T从而达到控制提供预紧力F.从式(2)中得,在输出扭矩一定、螺栓公称直径不变的情况下,预紧力F增大,说明扭矩系数K变小。从现场问题分析的,影响扭矩系数的主要因素为螺纹间的摩擦系数、支撑面间摩擦系数。从连杆加工工艺和测量连杆表面粗糙度来看,影响摩擦系数的主要是螺栓清洗,抽样检测各种组合的清洗摩擦系数(见表2),螺栓清洗工艺不一样,摩擦系数明显不一样。根据螺栓不同清洗方式,供应商每种各提供2 000台发动机的连杆做测试,现场测试过程中每种清洗方式的连杆螺栓都有拉伸(见图6),拉伸数无明显差异,且无规律。从以上零件测量、分析及试验数据可判断,零件不是连杆螺栓拉伸的主要问题。

表2 连杆螺栓摩擦系数检测
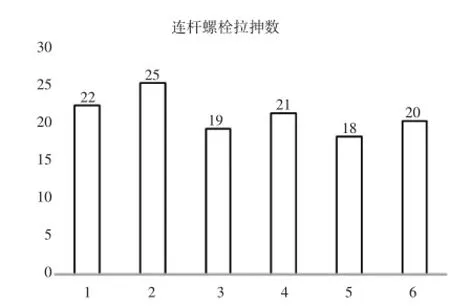
图6 测量摩擦系数连杆螺栓拉伸量
3.3 装配工艺对比分析
此发动机在两个基地同时生产,其中一个基地发生连杆螺栓拉伸时,另一个基地未发生任何问题,鉴于此对比了两个基地装配工艺。对比连杆螺栓拧紧工艺(见表3),同一种连杆螺栓拧紧工艺是一模一样。对比拧紧不合格曲线,发现螺栓拧紧不合格停止的逻辑不一样(见图7),发生问题的生产基地1连杆螺栓拧紧不合格时强制停止条件是必须达到时间,而未发生问题的生产基地2连杆螺栓拧紧不合格时强制停止条件是超过角度监控范围,其中生产基地1使用的是阿特拉斯拧紧系统,而生产基地2使用的是BOSCH拧紧系统,两个公司拧紧系统逻辑设置不一样。为了让生产基地1螺栓拧紧在超过102°停止,通过换算监控时间为0.61 s,将最后一步拧紧监控时间设置为0.61 s,连杆螺栓拉伸问题解决。连续跟踪3个月,连杆螺栓拉伸数直接降低为0,问题解决。

表3 两基地连杆螺栓拧紧工艺对比

图7 两基地拧紧不合格停止逻辑对比
4 结束语
本文对于连杆拉伸问题虽然从优化连杆螺栓拧紧不合格逻辑解决了此问题,但问题排查过程却比较繁琐。因螺栓连接过程本身就是一个多因素的过程,考虑因素颇多,本文只是针对一些比较典型的原因排查作了说明和分析,但在实际问题解决过程中问题的分析远比文中提到的一些分析要复杂。另外对于发动机关键运动件的连接控制,最好常用扭矩加上角度的拧紧控制策略,即方便制造系统的实施,这样可以避免制造过程中出现的扭矩达到设计要求,但实际上提供的夹紧力不够导致螺栓的松脱事件,同时制造过程也可避免过度拉伸。此文过程分析,对于螺栓拉伸分析提供比较有利的分析思路。
[1]王朋,陈安生,张会武,等.螺栓扭矩系数影响因素的试验研究[J].实验力学,2013,28(3):307-313.
[2]王象武.某发动机连杆螺栓断裂分析[J].工艺材料,2011(02):53-55.
[3]成大先,王德夫,姬奎生,等.机械设计手册[M].5版.北京:化学工业出版社,2007.
[4]徐景华,孙维恒.紧固件产品选用手册[M].北京:中国标准出版社,2010.
Analysis and Solution of the Extension Problem of the Connecting Rod Bolt of an Engine
WANG Xiao-juan,ZHU Jun
(SAIC GM Wuling Automobile Co.,Ltd.,Baojun base Powertrain Plant,Liuzhou Guangxi 545007,China)
There is a con-rod bolt tensile problem for 1 year in the engine assembly line of SOP.Analyzed the reasons from equipment,parts and the tightening process and compared various test result,eventually locked the connecting rod bolt tensile reason that is the tightening process logic control.The optimization of the tightening logic control has solved the problem of connecting rod bolt tensile quality.The breakthrough of this problem provides a very favorable analysis method for connecting rod bolts in manufacture field.
con-rod bolt;bolt tensile;bolt joint;torque coefficient
TK421
:B
:1672-545X(2017)01-0177-03
2016-10-26
王小娟(1987-),女,湖北洪湖人,工程师,工学学士,研究方向:主要负责发动机装配线建设、装配线运行、装配线在线测试及螺栓拧紧研究;朱军(1985-),男,湖北仙桃人,工程师,工学学士,研究方向:主要负责制造系统的开发及运维。