基于Pro/E的正交面齿轮仿真加工
2017-03-18杨春苹锦西工业学校辽宁葫芦岛125001
杨春苹(锦西工业学校,辽宁 葫芦岛 125001)
基于Pro/E的正交面齿轮仿真加工
杨春苹(锦西工业学校,辽宁 葫芦岛 125001)
面齿轮传动实际上是圆柱齿轮与圆椎齿轮的啮合传动,它是采用渐开线齿轮刀具经范成加工而成。本文从面齿轮的插齿加工原理出发,利用Pro/E二次开发技术,分析了基于渐开线直齿轮加工正交面齿轮仿真的关键技术,并系统地进行了该模块的实例运行和分析。
齿轮;仿真;加工
1 正交面齿轮简介
在啮合传动中,齿轮传动是使用最广泛的一种,通常是一对圆柱齿轮或一对圆锥齿轮啮合,圆柱齿轮传动轴向力占主导地位,圆锥齿轮传动径向力和轴向力都存在,面齿轮传动中是一个较大的圆锥齿轮与一个较小的圆柱齿轮啮合,面齿轮可以认为是圆锥齿轮,当传动轴间角达到90°时,两传动轴垂直,锥齿齿形会在端面均匀分布,这种齿轮叫正交面齿轮。
面齿轮最早研究从1949年开始,主要是啮合原理研究,最新研究在美国军方的航空领域,使用在直升机的减速机里,如图1正交面齿轮啮合重合度较大、而且无轴向力,传动比精确,由于这三个方面有着明显的优势,因而面齿轮被人们称为“21世纪旋翼机传动之希望所在”。
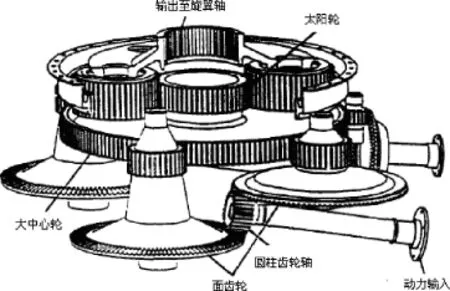
图1 直升机主减速器传动结构
2 刀具模型的确立
利用Pro/E软件实现正交面齿轮仿真加工的关键是刀具模型的建立,在加工中齿轮刀具和待加工齿轮毛坯之间保持着一对渐开线齿轮的啮合传动关系,利用齿轮刀具的切削运动和齿轮刀具与工件毛坯之间啮合运动的作用下,齿轮毛坯多余部分的金属会逐步被切去,从而加工出需要的渐开线齿轮齿形。因此,要得到面齿轮的齿形轮廓,必需以刀具齿轮轮廓线为基础,在待加工面齿轮毛坯上去除材料形成的。
2.1 刀具齿廓线基本参数及关系确立
要获得刀具渐开线轮廓线,在建立文件后,首先要建立齿轮刀具的基本参数,这些参数的类型及含义与机械专业相关书籍叙述完全相同,这里不再细说,给这些参数赋初值,并且建立能让Pro/E软件识别的各参数之间的数学关系式,如图2所示,其中HA、HF、DA、DB、DF分别为刀具齿轮齿顶高、齿根高、齿顶圆直径、基圆直径、齿根圆直径。此时可以计算出齿轮刀具的相关尺寸,在Pro/E软件中具体步骤为:工具→程序→菜单管理器→编辑设计,完成后返回,并给刀具齿轮的基本参数赋初始值。例如:可以使刀具齿轮模数M=5,齿数Z=20,压力角AL⁃PHA=20,齿轮宽度B=60,顶隙系数HAX=1,齿根系数CX=0.25。

图2 刀具渐开线基本参数及关系建立
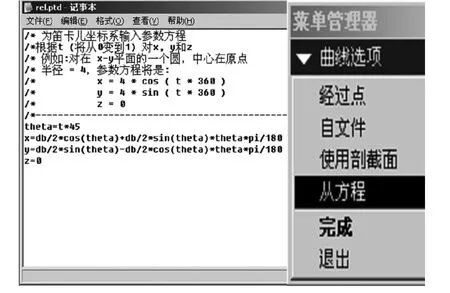
图3 刀具齿轮渐开线函数关系式
2.2 刀具齿廓线的生成
齿廓线可以利用软件中规律曲线绘制,点击界面右侧插入基准曲线,步骤为:菜单管理器→从方程→记事本→输入方程,完成后在绘图区出现一条渐开线,在草图绘制环境中完成刀具齿顶圆、齿根圆和基圆绘制,通过前面关系式可得齿顶圆直径DA=110mm,齿根圆直径DF=87.5mm,基圆直径DB=93.97mm,在这里可以看出刀具齿轮渐开线正好从齿轮基圆DB开始,如图4(a)所示。

图4 插齿刀的渐开线、齿形和齿廓线
在草绘环境中,单击右侧工具列中的“通过边创建图元”按钮,刀具齿轮的另一侧渐开线可通过镜像得到,本文对插齿刀的模型进行了简化,实际上只对普通圆柱齿轮的齿顶圆延长一个顶隙,即插齿刀齿轮渐开线在D=DA+M*CX处结束。在草绘工具里绘制插齿刀的齿顶圆,利用上面的方法与先前建立的渐开线封闭在一起就得到了插齿刀齿廓的轮廓线,其中齿根过渡曲线也进行了简化,用一段与渐开线相切的圆弧代替,从而完成一个齿形的绘制如图4(b)所示。
修剪掉多余曲线,以刀具主轴为中心,对插齿刀的轮齿进行阵列,在阵列命令下添加阵列尺寸关系为“360/Z”,阵列特征数目为Z,也就是刀具齿轮齿数。最后退出草绘状态,完成刀具齿廓线的绘制如图4(c)所示。
3 面齿轮仿真加工过程分析
3.1 面齿轮毛坯模型的建立
建立面齿轮的毛坯模型,利用拉伸工具建立一个空心圆柱体,并将相应的尺寸添加到关系中,例如,取面齿轮内圆直径DN=480mm,面齿轮外圆直径DW=600mm。值得注意的是面齿轮齿顶圆要与刀具的基圆相切,具体步骤是:创建一个基准平面DTM1,使其与FRONT基准平面平行且相距300 mm(面齿轮厚度),再创建一个基准平面DTM2,使其与TOP基准平面平行且偏移93.97 mm,这个平面正好与刀具齿廓线基圆相切,然后分别以DTM1和DTM2两个平面为草绘和参照平面,进入面齿轮毛坯的草图绘制,内圆和外圆尺寸分别为φ480和φ600,完成草绘后,对草绘图形进行拉伸,结果如图5所示,这样可以满足面齿轮的齿顶与刀具基圆相切的限制条件。
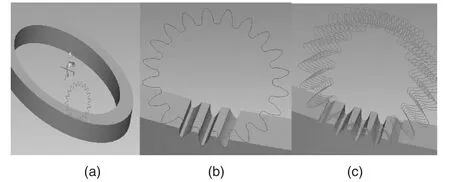
图5 面齿轮毛坯模型、刀具轮齿廓线与面齿轮毛坯位置关系
3.2 面齿轮仿真加工过程
前面已经完成刀具齿轮齿廓线的绘制,对其进行拉伸至选定的面齿轮毛坯的内圆柱曲面,并去除毛坯上的材料。
在面齿轮插齿加工时插齿刀和待加工齿轮毛坯保持一对齿轮的啮合关系,传动时它们的线速度相同,但角速度不同。例如刀具齿轮齿数Z=20,待加工毛坯齿数Z'=100。当刀具沿自己的轴线转过一个齿时,旋转的角度为18度,同时毛坯沿自己的轴线转过的角度为3.6度。齿轮刀具沿着齿坯滚动(在分度圆上作无相对滑移的纯滚动),随着刀具的刀刃不断变更位置而逐层切除齿坯金属,在齿坯上生成齿廓。在这里当刀具和毛坯同时转过一个齿时,可以把这个过程分解,让它们分多步进行。以上面刚生成的刀具齿廓线为基础,把毛坯沿自己轴线旋转一个角度,例如0.45度,刀具也相应沿自己轴线转过2.25度,这时刀具齿廓线在一个新的位置。对新的齿廓线用上面的方法进行去除材料拉伸处理,这样刀具齿轮和毛坯走完一个齿可以分解为8步,结果如图5所示生成了齿廓。可以看出,刀刃的切削线与生成线相切并逐点接触,齿廓的生成线是切削线的包络线。
将刀具齿轮齿廓线特征与上一步建立的特征成组,对组进行复制,在进行选择性粘贴,选取上步建立的特征,然后通过阵列命令进行阵列,点选阵列命令中的尺寸按钮,在方向1栏中创建2个项目,分别选取面齿轮轴线和刀具轴线,阵列的齿数为面齿轮的齿数,完成面齿轮范成加工,加工结果如图6所示。

图6 面齿轮加工结果及齿型详图
4 结语
在对正交面齿轮加工仿真前,首先要选择面齿轮加工方法和加工原理,本文选择范成加工原理,加工方法选择插齿加工,应用Pro/E软件平台模拟面齿轮的范成法加工,为其推广应用打下一定的基础。和普通齿轮加工类似,在仿真加工时要建立齿轮刀具的基本参数,给这些参数赋初值,并且建立能让Pro/E软件识别的各参数之间的函数关系,完成刀具齿轮渐开线的绘制。再绘制齿顶圆、齿根圆和基圆,通过镜向完成一个齿形轮廓线,再通过阵列完成整个刀具齿廓线。通过观察仿真加工出来的面齿轮,比如刀具齿廓线有齿顶易变尖、齿根易根切和在齿长方向各个圆柱面的截面形状与大小都不一致等特点,可对面齿轮的齿宽和内外圆直径进行调整,以达到齿顶不变尖、齿根不根切的条件,从而发挥面齿轮啮合时重合度较大、运行平稳可靠的优势。
利用范成法加工出来的面齿轮为立体的面齿轮模型,图形清晰、形象而且很直观。在仿真加工过程中,可以通过给基本尺寸参数赋不同的初始值,来完成具有不同模数或齿数的面齿轮齿形的创建,对于超出齿宽限制的情况下,可以找出齿根根切与齿顶变尖的尺寸范围,从而确定面齿轮最佳的内外圆直径。
采用正交面齿轮范成加工原理,通过更改齿轮刀具与面齿轮中心轴线的相对位置,还能够仿真加工出斜交面齿轮和偏置非正交面齿轮的模型。再把齿轮刀具改成斜齿渐开线刀具,并且对他们轴线的相对位置进行变动,还可以完成斜齿面齿轮的仿真。
[1]杜江格.偏置圆柱蜗杆传动啮合分析.南京航空航天大学硕士学位论文,2009.
[2]周延泽,吴继泽.直齿圆锥齿轮齿面和齿根过渡曲面方程[J].北京航空航天大学学报1993年03期.
