浅谈氯气液化和制冷设备的选型
2017-03-18俞捷
浅谈氯气液化和制冷设备的选型
俞捷(中国化学赛鼎宁波工程有限公司,浙江 宁波 315000)
氯气是现如今不可或缺的化工原料,广泛运用在净水、化工、农药、建材等多个方面。氯碱化工工业随着国民经济的飞速发展,得到了进一步的发展,主导产品氯气在工艺过程中必须液化。通常氯气液化的目的有三个方面:
(1)得到纯净的氯气
原料氯的纯度为96~98%左右,其中尚有二氧化碳、氧气、氮气、氢气及一些其他杂质。对某些使用场合来说,它们需要更高纯度的氯气,而干燥后的原料氯气是不能满足这个要求的。氯气液化的过程中,在一定压力下,将氯气冷到一定温度时,大部分氯气被冷凝,而一些不凝性气体从尾气中排出,所获得的液氯纯度得到了提高。
(2)便于输送和储存
气体的体积较大,例如在常温常压下,一立方米氯气的重量大约只有3.2公斤。如果在较长的距离中用交通工具运输是不合理的,即使用管道输送,也要用较大的管道。但液化后的气体体积大大缩小,液氯每立方米的重量可达到1300~1600公斤,这样便于储存和输送。
(3)由于化工生产的连续性,当某一氯气用户不能按正常消耗氯时,将影响到电解正常生产,为了使生产有一定的缓冲能力,可用液氯来平衡生产。
因此大部分氯碱厂在确定其产品方案时,都会将氯气液化成液氯用以实现上述三个目的。
氯气必须通过制冷设备的冷源实现液化,氯气液化置装运行是否可靠对所有的氯碱化工工艺流程有非常直接的关系。所以说,选择氯气制冷设备非常关键。
1 氯的介绍
氯在常温和常压下呈现出黄绿色、有刺激性气味的有毒气体的卤素。液化之后的氯是黄色的液态。表1是氯的主要物理性质。
表1 氯的主要物理性质
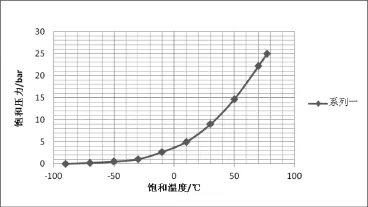
图1 氯气饱和温度和饱和压力关系
虽然在通常情况下氯气呈现为气体状态,但是氯气在特定压力下对应一定的饱和温度。氯气温度比饱和温度低的情况下,会保持液态。图1是纯氯气在饱和温度下与饱和压力的相关关系。所以,通过产生的原料氯气现状,采用制冷设备第氯气温度予以降低,氯气温度达到饱和温度之后会液化。
2 制冷设备的选型
液化氯气的制冷设备的装置主要包括制冷机组、氯气液化气和其他附属设备,笔者主要探讨了制冷机组的问题。氯气通过液化气冷凝之后呈现液化状态,主要由制冷机组提供液化气的冷源。制冷设备的正确选择需要注意下述几个方面:①对用户生产氯气的条件必须予以确认,确认与保障液氯条件的液化温度,并且对需要制冷的符合予以确认。②氯气液化气选择需要对确定好的氯气液化温度予以确定,进一步确定氯气液化气中制冷剂的蒸发温度。③结合生产氯气的用户当地冷却水的条件,进一步确定符合制冷机组冷凝温度与需要的制冷条件。制冷机组的确定主要取决于厂家机组的资料,下面对各个步骤的分析。
2.1 确定氯气的液化温度
氯碱工业现如今主要采用离子膜法和隔膜法两种方法生产氯气。国内运用隔膜法生产氯气已经有几十年的历史,能够生产纯度96%左右的氯气,由于氯气具有较大比例的杂质,尤其是具有较高含量的氢气,对安全因素的考虑,通常只能达到85%左右的液化效率。离子膜法是近些年发展的新工艺,能够生产高达98%以上纯度的氯气,具有较低含量的氢气,所以可以达到90%以上的液化效率。
通过图1可以看出,纯氯气的饱和温度会随着压力的降低而降低。由于生产工艺原料氯气中含有水蒸气、氢气、二氧化碳、氮气、氧气等成分,氯气比供气压的压力小一些。所以说,确定氯气的液化温度必须对详细成分比例有所确定,然后最终确定原料企业化效率与供气压力对液化产量的温度。表2是氯气在不同情况下的液化温度的计算方式。

表2 不同条件下氯气的液化温度
我们可以通过表2看出,液化温度和原料氯气的供气压力会随着氯气纯度变得越高。液氯相同产量的情况下,越低的制冷设备的投资,那么配置制冷机组就越小。也可以结合生产条件,例如最终是为了生产盐酸,对氯气液化效率可以适当予以降低,适当提升液化温度,制冷机组的运行就可以变得更加经济。
2.2 制冷机组的选择
为氯气液化器提供冷源的制冷机组可以选择螺杆式制冷机组或活塞式制冷机组。制冷机组为了对用户施工予以方便都会配置冷凝器,通常会选择冷凝机组作为制冷机组。现如今,用户氯气液化产量日益增加,导致冷负荷的需求也日益增加,所以氯气液化装置主流的制冷机组通常会选择螺杆式制冷机组。螺杆式制冷机组对比活塞式制冷机组,具有小震动、简单维护、少易损件、大冷量等优点。通过用户当地气象参数或冷却水条件对冷凝温度予以确定,图2是螺杆式制冷机组制冷量随蒸发温度的变化。
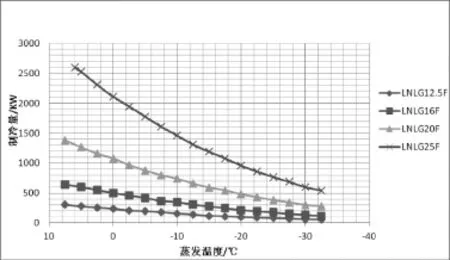
图2 开启式螺杆制冷机组的性能曲线(冷凝温度40℃)
通过图2,我们可以看出机组制冷量会随着蒸发温度的降低而降低。一定产量的液氯基本上需要消耗一定量的冷却负荷。氯气液化温度比较高,氯气液化器就需要具有较高的蒸发温度。可以选择较小排量的机组压缩机。反之,就要选择较大机组压缩机,会导致较高自然成本。通常情况下,氯气液化温度要比确定的蒸发温度要高3~5℃。对蒸发温度与制冷量的确定之后,就能够按照图2的制冷机组性能曲线对制冷机组予以选择。对制冷剂与氯气的化学反应的考虑,通常制冷机组的制冷剂会选择氟利昂,不会选择氨。
2.3 选型举例
某用户需要一套氯气液化能够达到5万吨每年的装置,那么原料氯气就必须达到0.25MPa(a)的压力,温度达到40℃,原料各体积与气的组分分别如下:C12:97%,O2:0.8%,N2:1.6%,C02:0.5%,H2:0.1%,H20<100×10-6,液化效率要求为90%。
n氯气分压计算
(1)原料氯氯分压:0.25x97%=0.2425 MPa(a)
(2)废氯氯分压:当液化率为90%时,
由液化率计算公式A=100(C1—C2)/[C1(100一C2)]x100%
可得废氯中氯的体积分数C2为76.38%,氯分压为:0.7638x0.25=0.191 MPa。
确定氯冷凝温度
由原氯氯分压查液氯饱和状态特性表可知,氯气在-14℃开始液化。从废氯氯分压考虑,查表可得-26℃为氯最终液化温度。由以上2个液化温度得平均液化温度:
[-26+(-14)]/2=-20℃,考虑3~5℃的传热温差,液化器温度控制在-23℃以下。
冷量计算
(1)原料氯冷却至液化温度需要的冷量液化率为90%,故液化1吨液氯需原料氯气量为16.13 kmol,混合气体(原氯)的平均比热容Cp1为:

式中:Cp——比热容,kJ/kmol·℃;
y——各组分体积分数,%。
因此,冷却1吨液氯需冷量为:16.13x32x[40-(-20)]= 30969.6 kJ。
(2)液氯冷凝所需冷量
因为Tr=T/Tc,
式中:Tr——对比温度
T——工况温度,K
Tc——临界温度,K
查氯气的临界温度Tc=144℃,0.1 MPa下沸点-34.O5℃时氯的蒸发潜热:
△Hvl=68.7kcal/kg
-20℃时的对比温度为O.703;-34.05℃时的对比温度为O.573。
因蒸发潜热与温度的关系:△Hv2=△Hvl[(1一Tr2)/(1一Tr1)]0.38,氯在-20℃的蒸发潜热为:
△Hv2=68.7x4.186×[(1-0.703)/(1-0.573)]0.38=250.52 kJ/kg。
因此,冷凝1吨液氯需冷量Q2=250520 kJ。
由以上计算可得液化1吨液氯理论上共需冷量为:
Q理=Ql+Q2=30969.6+250520=280889.6kJ,考虑15%的冷量损失,则
Q损=42133.44 kJ
总的冷量为:
Q总=Q理+Q损=280889.6+42133.44=323023.04kJ
制冷机组选型
考虑到氯气液化装置,通常会按照商品液氯5万吨/年的能力,按照8000h每年工作时间进行计算,原氯中含97%的氯体积,每小时需要7.16t/h的氯气量。所以说,每小时需要2018894kJ的制冷量(560kW)。氯气液化需要560kW的制冷量,氯气的液化温度是-20℃。对满液式液化气LYQ-150的采用,校核蒸发温度应当为-24℃,用户当地为32℃供水的冷却条件,能够采用40℃的制冷机组冷凝温度。通过图2制冷机组性能曲线,液化气提供的冷轩选择LNLG20F机组,实际机组为380kW的制冷量,可以选择2台。确保机组制冷量的充裕,实际应用中切实可行。
3 结语
通过上述分析可以看出,氯气液化温度正确的选取对选取的制冷设备意义非常重大,必须对用户具体条件予以详细计算,才能够选择配套的氯气液化工艺配套制冷的设备。
[1]程殿斌《离子膜法制碱生产技术》化学工业出版社,1998.
