某车型塑料加油口门与侧围外板实车光顺问题的解决方案
2017-03-03孙计晨杜成成张涛吴明磊
孙计晨,杜成成,张涛,吴明磊
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定 071000)
某车型塑料加油口门与侧围外板实车光顺问题的解决方案
孙计晨,杜成成,张涛,吴明磊
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定 071000)
某车型在试生产阶段发现整车状态下塑料加油口门与侧围外板光顺不良问题,以此为背景,以塑料加油口门为研究对象,从塑料加油口门产品设计、塑料加油口门生产工艺、塑料加油口门实件状态、整车厂涂装工艺等环节进行分析,找出光顺不良的主要原因,提出生产工艺、产品结构的改善方案,解决光顺不良问题。
塑料加油口门总成;光顺;间隙;段差
KCLC NO.:U461.3Document Code:AArticle ID:1671-7988 (2017)03-28-03
引言
2000年后,塑料加油口门在欧系及国内部分合资品牌车型开始大规模使用,从早期的离线喷涂到在线(inline/ online)喷涂,加油口门匹配整车的精致感不断提升,塑料加油口门的使用已成趋势。目前各车厂、院校、设计机构对整车光顺的理论分析、优化研究较多,本文就某车型在试生产阶段塑料加油口门与侧围外板实车状态的光顺不良问题进行对策,提出解决方案。
1、问题描述
1.1 零件组成
某车型塑料加油口门总成包含塑料加油口门(图1中①所示)与塑料加油口门口管总成(图1中②所示),在总装车间先将塑料加油口门口管总成通过其上的卡扣卡接装配到侧围外板(图1中③所示)上,塑料加油口门通过涂装车间inline方式在线喷漆后再装配到塑料加油口门口管总成上,如图1。
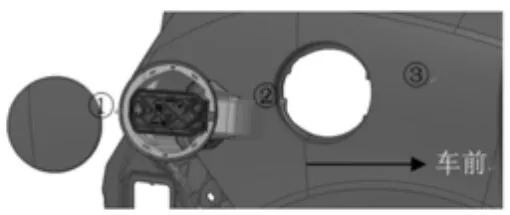
图1 塑料加油口门总成与侧围外板装配关系
1.2 实件装车状态
实车在光顺评价时,发现多处光顺问题,其中塑料加油口门与侧围外板光顺不良、错位如图2。

图2 实车塑料加油口门与侧围外板光顺问题
2、原因分析
2.1 评价标准
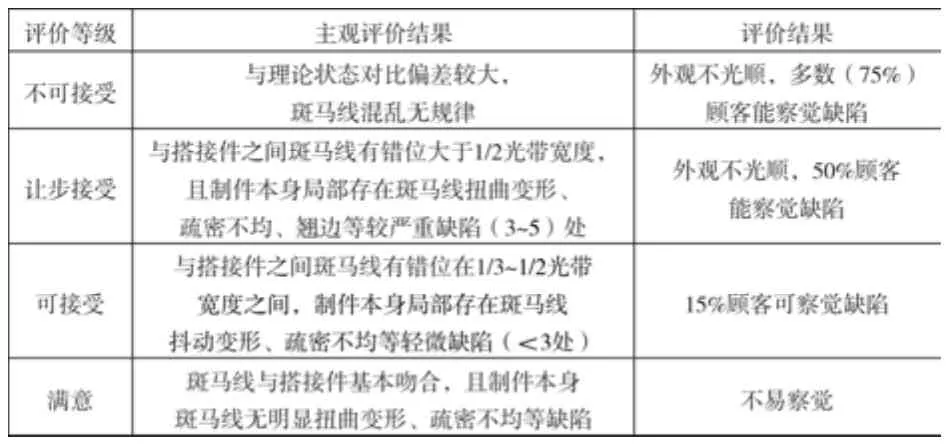
表1 光顺评价标准
如表1所示,图1所示的塑料加油口门与侧围外板的光顺处于让步接受等级,初步制定整改目标为达到可接受等级。
2.2 侧围外板整改思路
侧围外板为钣金制件,材料为0.7-DC56D+Z 50/50-M-FD(0.7mm厚的镀锌汽车钢板),加油口周圈形面轻微翘边通过冲压模具调试,无法再优化,且频繁打开、调试侧围外板的冲压模具,易造成加油口门总成安装形面的尺寸不稳定,因此侧围外板保持现状,主要通过整改塑料加油口门来解决实车光顺问题。
2.3 塑料加油口门整改思路
塑料加油口门与侧围外板设计状态光顺斑马线效果如图3所示,说明产品设计数模光顺无问题。

图3 塑料加油口门与侧围外板设计状态光顺效果
塑料加油口门总成实件装配到侧围外板上,首先以侧围外板为基准确认间隙、段差是否合格,然后再解决光顺问题。
2.3.1 塑料加油口门与侧围外板间隙、段差
塑料加油口门与侧围外板的间隙、段差尺寸要求部位如图4。
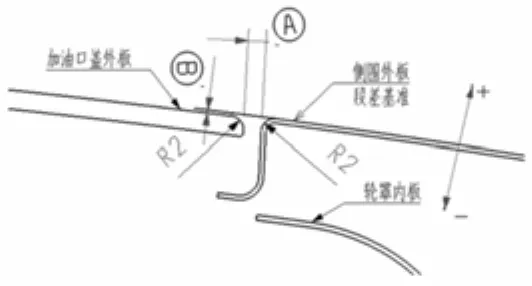
图4 塑料加油口门与侧围外板外观几何品质要求
结合图4,塑料加油口门与侧围外板的间隙、段差尺寸要求如表2。
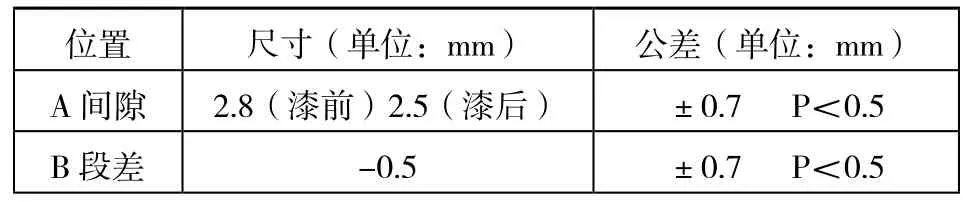
表2 塑料加油口门与侧围外板间隙、段差尺寸要求
目前塑料加油口门与侧围外板符合表2要求,追溯整车试生产之前的塑料加油口门品质,发现下部段差存在超差,如图5。
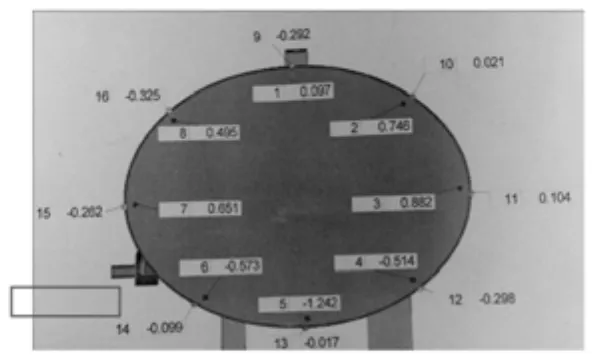
图5 塑料加油口门在检具上的检测数据
因此,需进一步确定塑料加油口门生产调试过程。
2.3.2 塑料加油口门生产过程
通过到塑料加油口门生产现场调查,塑料加油口门材料为PPE+PA,在整车试生产之前为解决下部段差问题,进行反变形调整塑料加油口门,对产品设计数模A面进行了调整,如图6。

图6 塑料加油口门数模调整
如图6所示,以A——A为轴线进行了扭转,必然对A面曲率造成影响,查看此状态斑马线,光顺效果如图7所示,出现了光顺错位问题。
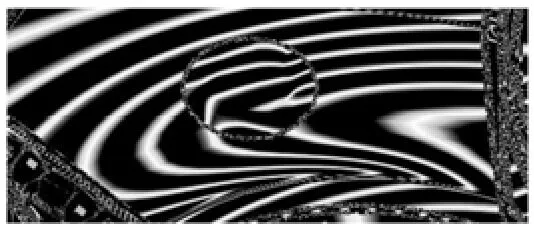
图7 塑料加油口门反变形调整后的光顺效果
由此得出生产现场为解决段差问题,对产品设计数模进行了反变形调整,却未调整A面曲率,造成注塑成型的实件本身存在光顺缺陷。
3、对策及验证
根据整车A面曲率,调整反变形后的塑料加油口门的曲率,对注塑模具进行修改,实件再装车后进行光顺评价,效果如图8。

图8 实车塑料加油口门曲率调整后的光顺效果
曲率调整后的塑料加油口门在检具上的数据如图9,间隙、段差也在公差范围内。

图9 实车塑料加油口门曲率调整后的间隙、段差
根据评价标准目前状态达到可接受状态,为深入避免塑料加油口门实件周圈轻微翘边问题,继续对塑料加油口门产品工艺、车身喷漆工艺展开研究。
4、优化再调整
塑料加油口门实件周圈轻微翘边,分别从喷漆前、喷漆后进行分析。
4.1 塑料加油口门喷漆前改善点

图10 未喷漆的塑料加油口门
将未喷漆的塑料加油口门表面涂上颜色,然后用刀片在边缘轻轻刮,图10的圈示部位处A和B处都被刮掉色(非光亮区),而A、B中间区域未被刮到,说明外板在喷漆前边缘处就存在凹槽(图11所示)。
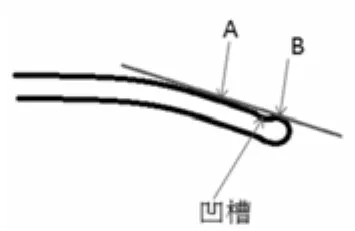
图11 塑料加油口门周圈存在凹槽
4.2 塑料加油口门随车喷漆工艺改善
对塑料加油口门喷漆时,周圈油漆积压不可避免,造成油漆偏厚,机器人喷漆量无法精细调整,增加如图12所示的静电吸附铁环。
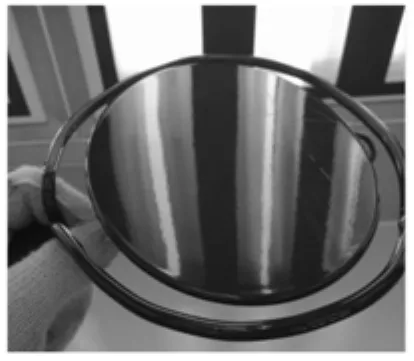
图12 塑料加油口门静电吸附铁环
5、结束语
通过塑料加油口门周圈注塑整改、车身喷漆工艺的优化再调整,整车光顺效果又得到提升,达到满意标准。
本文所述的塑料加油口门与侧围外板实车状态的光顺改善过程,精致感知的细微提升,涉及对零件精细生产控制,车身喷漆装备投入、喷漆工艺调整,间隙段差与光顺的相互匹配,各方面均需管控,另外涂装车间的烘烤温度对塑料加油口门的变形也存在轻微影响。随着塑料合成新材料的不断出现,塑料加油口门耐高温(160°C~180°C)抗变形能力,以及车身低温漆替代高温漆,是材料应用、车身工艺的重要研究课题。
[1] 张卫莉,袁清华,黄重国,何伊林.车身曲面造型光顺性评价方法的研究与应用. 汽车技术.2007(5)∶10~14 .
[2] 张刘斌,张庆,刘延磊.汽车车身用塑料件的涂装方式.汽车工艺与材料.2009(10):69~71.
[3] 陈峰,赵金升,王同领.浅谈冲压件表面质量控制方法.模具制造.2014(6)∶18~71.
[4] 苏忠,张磊磊,苏建波.塑料油箱盖成型工艺的研究. 技术创新与核心能力建设”重庆汽车工程学会2006年会论文集.2016∶170~173.
A solution to smooth problem of Fuel filler door of plastic and side wall on a vehicle
Sun Jichen, Du Chengcheng, Zhang Tao, Wu Minglei
( Technological Center of Great Wall Automobile Co. Ltd; Hebei Province Automobile Engineering Technology Research Center, Hebei Baoding 071000 )
A vehicle in the ET/PT stage found vehicle state fuel filler door of plastic and side wall of smooth badness, taking this as the background, using fuel filler door of plastic as the research object, from the fuel filler door of plastic product design, fuel filler door of plastic production process, fuel filler door of plastic real vehicle condition, vehicle factory coating process,and other aspects of the analysis,find out the main reason of smooth badness,the program to improve the production process, product structure, to solve the problem of smooth badness.
Fuel filler door assembly of plastic material; Smoothing; Gap; Flush
U461.3
A
1671-7988 (2017)03-28-03
10.16638/j.cnki.1671-7988.2017.03.011
孙计晨,中级工程师,就职于长城汽车股份有限公司。研究方向:车身骨架,新材料、新技术、新工艺研究。
