提高三苯回收率的技术研究
2017-01-17邢忠华
邢忠华
摘 要:通过优化苯加氢工艺,主要调节主、预反应器入口温度,延长煤气压缩机运行周期,解决工艺运行过程中煤气压缩机排气量低、加氢系统氢气消耗量大、非芳烃产量高等问题,从而达到提高三苯产品回收率的目的。
关键词:优化操作;苯加氢装置;煤气压缩机运行周期 主反应器;预反应器
中图分类号: TQ06 文献标识码: A 文章编号: 1673-1069(2016)36-157-2
1 现状
我国焦化三苯和石油三苯的生产及应用情况,并从焦化工业规模、产能地域分布等方面对焦化三苯在应用领域替代石油三苯进行了分析,可以看出,当前真正意义上的替代是在没有石化工业的山西,焦化三苯在部分地区可以替代石油三苯,但仅是三苯市场的一个适当补充,不会形成抢占市场的局面。山西焦化股份有限公司10万吨苯加氢装置于2009年12月份建成投产,经过七年多的运行,粗苯加工量已达到甚至超过设计负荷。但在运行过程发现氢气消耗量大,新氢压缩机需开双机运行,煤气压缩机运行周期短,三苯回收率偏低。
2 目的和意义
本项目主要是通过研究、试验、改进苯加氢工艺操作方法,解决工艺运行过程中煤气压缩机排气量低、加氢系统氢气消耗量大、非芳烃产量高、三苯回收率低等问题,使工艺运行的稳定性得到提高,确保粗苯加工负荷平稳,提高苯类产品的回收率。
3 采取的主要措施方法
3.1 对加氢系统预反应器入口温度的研究与改进
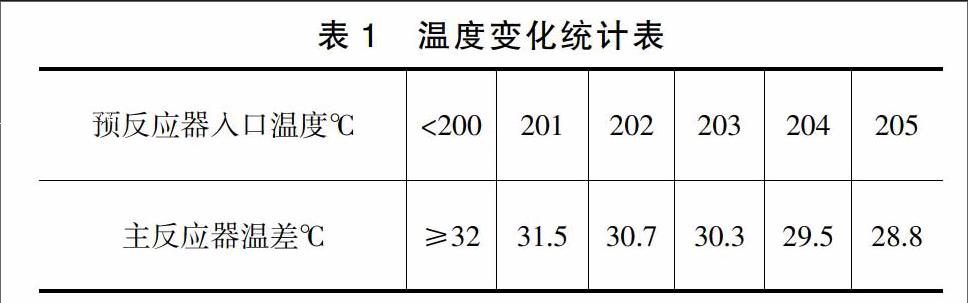
苯加氢装置经过五年多的运行,加氢系统预反应器入口温度目前控制在200℃以下,考虑到运行时间及预反应器的工作原理,主要是在镍钼催化剂的作用下,氢气与粗苯中的二烯烃及二硫化碳进行反应。由于目前粗苯原料供应紧俏,粗苯原料含硫等指标时而存在超标现象,对大了加氢反应系统的负荷。于是组织相关技术人员、操作人员进行可行性研究与改进。首先将预反应器入口温度提高到202℃,以提高轻苯预加氢反应能力,而后逐步提高到205℃。期间发现主反应器温差由32℃以上逐步下降到了30℃以内。请看统计表。
由表1可知,这一研究与改进充分说明:提高预反应器入口温度,可降低主反应负荷,从而降低由此而产生的主反应器温升。
3.2 对加氢系统主反应器入口温度的研究与改进
随着加氢系统运行时间的推移,主反应器入口温度由开车初期的275℃提高到了290℃。虽然通过降低预反应器入口温度,降低了主反应器的温差,但生产过程中,发现主反应器进出口温差30℃以上时,其入口至第一层,催化剂温升就高达20℃以上,说明主反应器入口反应加剧,伴有副反应的发生,造成了三苯产品损失大,氢气消耗量大。这主要表现在BTXS物料中C4-C7含量高达4%以上,远超过1.5%的要求指标。于是对主反应器采取逐步降低入口温度的办法进行改进,290℃~288℃~286℃~284℃~282℃~280℃~275℃~270℃~267℃~265℃~263℃~260℃。期间每天对BTXS物料中C4-C7含量进行分析对比。通过一个半月的调试研究,当温度控制在260~265℃时,发现BTXS物料中C4-C7含量均小于1.5%;统计非芳烃产量,产率较前期降低了2.45%;加氢系统氢气消耗量下降约100Nm3/h;主反应器入口温度降低后,管式炉供热降低,燃烧煤气量下降约110Nm3/h。
3.3 延长煤气压缩机运行周期的研究与改进
从煤气压缩机的运行情况观察(6-8月份),排气量约900m3/h,远低于设计值28m3/min;入口温度40℃左右,远高于设计值≤30℃,运行周期只有10天。
①改进煤气压缩机进口过滤器。
观察煤气压缩机的排气量,波动较大,排气量850~1100m3/h,
期间发现煤气压缩机进口过滤器清洗比较频繁,职工劳动强度大。经多次模拟实验,发现自洁式过滤器过滤效果好,同时改进了过滤器清洗方式,由拆卸清理改进为在线清理,稳定了煤气压缩机的进气量。
②改进煤气压缩机入口煤气系统及冷却器系统。
煤气压缩机是苯加氢装置制氢系统的主要设备,每年夏季6-8月份,由于压缩机进口煤气温度较高,煤气带水汽较重,易造成气阀的损坏。
通过现场研究试验:
一是在煤气压缩机各级冷却器、气缸夹套等循环水进水管线上增加排放阀,确保在冷却器冷却效果降低时,在不停机的情况下可以进行冷却系统的反冲洗,以清除压缩机循环水系统存在的淤泥,提高冷却效果。
二是在煤气入口管线增加旋风分离器,延长煤气滞留时间,提高分离效果,降低煤气压缩机入口煤气含水量。
③改进煤气压缩机气阀阀片。
针对煤气压缩机一、二、三级压力下降频繁的情况,通过降低煤气带水有所好转,但提高气阀质量是延长煤压机运行周期的关键。首先预定三家公司的两种气阀阀片进行现场模拟试验,同时将其中两家单位的气阀阀片安装在压缩机的不同位置,观察煤气压缩机的运行时间。经过多次反复试验,统计运行时间,最终确认使用PEEK材质的阀片整体运行时间较长。于是要求煤气压缩机全部使用该公司的PEEK阀片。
通过对煤气压缩机系统的研究改进,煤压机入口温度降低到了27.5℃,排气量稳定到1150m3/h以上,煤气压缩机运行周期达到了30天。
4 效果评价
通过对苯加氢工艺系统的研究、实验、改进,延长了煤气压缩机运行周期;大大降低了氢气消耗,实现了新氢压缩机的单台运行;降低了非芳烃产率,提高了三苯回收率,则年可创效益:
①三苯回收率由84.65提高到85.23%,提高了0.58%。按年加工粗苯10万吨,纯苯与非芳烃销售差价1000元计算(以10月份纯苯、非芳烃销售价为基准),年可增加利润:100000×0.58%×1000元≈58万元。
②氢气消耗降低,实现新氢压缩机单台运行,新氢压缩机功率22kW·h,年运行时间按8000h,一度电按0.6元计算,则年可节约电费:22×8000×0.6元≈10万元。
③管式炉煤气消耗降低约100Nm3/h,按年运行时间8000h,1m3煤气按0.265元计算,则年可节约成本:100Nm3×8000h×0.265元≈21万元
则年可创效益(投资7.5万元):58+10+21-7.5=81.5万元。
5 结束语
通过对现有生产系统存在的瓶颈问题的研究探讨,虽然提高了三苯回收率,达到了预期效果。但苯加氢工艺系统仍存在亟待解决的问题,需要我们继续研讨开发,进一步提高经济效益。
参 考 文 献
[1] 马屹.高负荷下制苯加氢单元瓶颈分析及工艺优化[J].石化技术,2010(4):14-17,26.
[2] 苏波,曾蓬.焦化苯加氢精制工艺研究[J].当代化工,2009,38(5):475-478.
[3] 锦州石化公司进行技术改造提高三苯收率[J].石油化工,2009,38(2):168-168.
[4] 龙厚坤.粗苯卤化处理精制的化学基础[D].太原理工大学,2011.
[5] 张艳军.金属离子改性吸附剂的制备及其对焦化苯中噻吩的脱除研究[D].太原理工大学,2011.
[6] 章文贵.乙醇脱水制乙烯和芳烃催化剂及工艺研究[D].湖南大学,2008.
[7] 陈艳珍.吸附法脱除焦化苯中噻吩的研究[D].太原理工大学,2008.
