外定子电机快速下线器的设计与研究
2016-12-21万玉吉屈道强
万玉吉,屈道强
(南阳农业职业学院,南阳 473000)
外定子电机快速下线器的设计与研究
万玉吉,屈道强
(南阳农业职业学院,南阳 473000)
介绍了一种外定子电机快速下线器,它是以微型直流电机为动力,通过轴套与支架组成的特殊机构,带动弯状空心绕线针作类似于圆锥曲面的旋转,利用空心绕线针把漆包线绕到外定子电机铁心槽中。为了对线圈端线整形,该下线器采用了拉线钩子与撑线板等的配合,把线圈端线拉成了弧形。从下线到整形,一气呵成,实现了快速下线。
空心绕线针;可调支架;拉线钩子;撑线板;外定子电机
0 引 言
目前,电机制造厂家给小型的外定子电机下线需要以下几步,在绕线模上绕线圈→绑线与摘线圈→在下线机中套线圈→下线圈。这种下线方法有以下几点不足:步骤太多,效率太低;由于采用多种机构完成下线,整个装置结构复杂,体积和重量较大,制造成本也高,成套机器售价在10~20万元;所需要的线圈周长较大,浪费铜线;漆包线本身要经过槽口,容易被槽口碰断。本文设计的外定子电机快速下线器,采用空心绕线针经过槽口下线,可直接把漆包线绕到定子槽中,省去了多个步骤;一步到位,可节省约1/4的铜线;体积和重量较小,制造成本仅几百元。
1 空心绕线针的实验
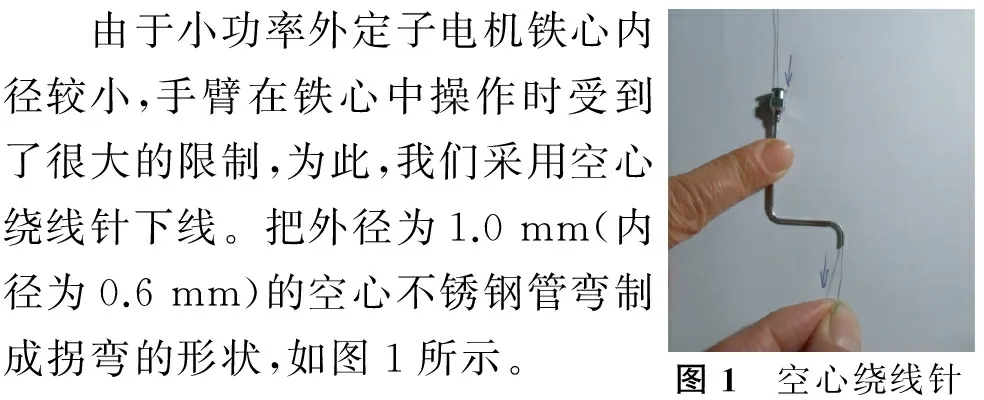
由于小功率外定子电机铁心内径较小,手臂在铁心中操作时受到了很大的限制,为此,我们采用空心绕线针下线。把外径为1.0mm(内径为0.6mm)的空心不锈钢管弯制成拐弯的形状,如图1所示。图1 空心绕线针
从拐弯的空心不锈钢管中穿过较细的漆包线,轻轻拉动漆包线,漆包线在弯管中能顺利滑动;又由于电机槽口的最小宽度为2 mm, 根据经验,不锈钢管完全能通过槽口绕线。为了方便,我们把这种具有两个弯状的不锈钢管称作空心绕线针。
2 空心绕线针的绕线模型
2.1 绕线模型的初步建立
如图2所示,把外定子铁心水平放置,从上向下看,相邻两槽口的中心线并不平行,两中心线的距离是里窄外宽,形成了一定的几何角度。为了把漆包线顺利绕到两槽中,必须把空心绕线针的ed段做成可自由旋转的弯头。
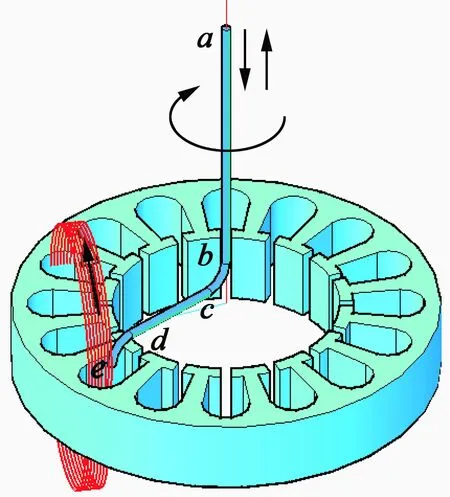
图2 外定子与空心绕线针示意图
在绕线过程中,让空心绕线针的ab段竖直于外定子铁心的中心,当空心绕线针向上移动时,ed段弯头在漆包线拉力的作用下自然朝下,旋转头ed段就沿一槽口向上移动,实现绕线;当空心绕线针向下移动时,ed段弯头在漆包线拉力的作用下自然朝上,旋转头ed段沿另一槽口向下移动,实现绕线;当空心绕线针只是绕ab段的轴线旋转时,ed段弯头只是从一个槽口的附近旋转到另一个槽口的附近。总之,在绕线一周的过程中,ed段弯头既要绕cd段轴线自转,又要绕ab段的轴线实现公转,才能把漆包线绕到槽中。
2.2 空心绕线针的完善
如图3所示,为了给空心绕线针提供动力,可在其竖直段固定一“U”形夹板,在“U”形夹板中间钻一孔,用孔中轴作为动力点。
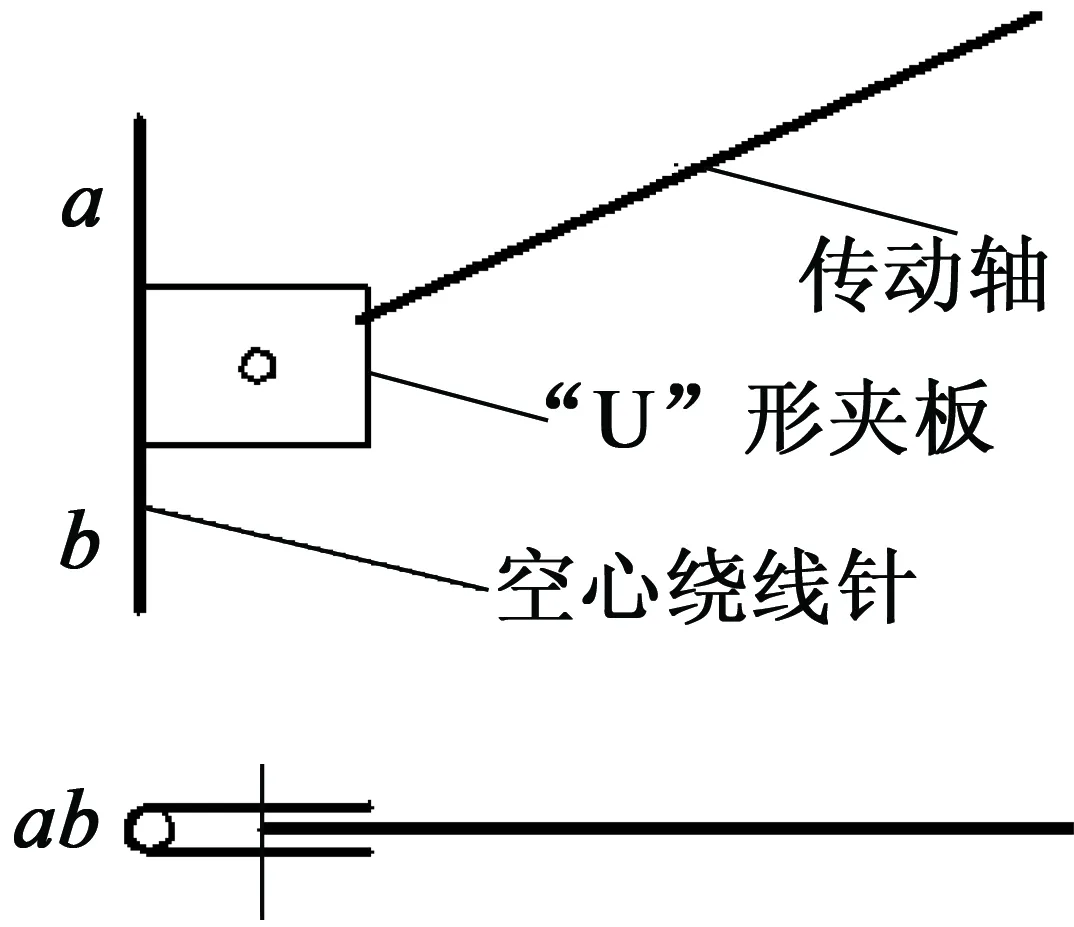
图3 “U”形夹板与传动轴
如图4所示,为了使漆包线能在空心绕线针中顺利地走线,可把a端做成喇叭口状,abc段的直径放大。
图5是空心绕线针的局部放大图,包括弯头(或细端)、护套、小弹簧、橡皮圈、粗端。护套呈套筒状,左端有一小孔,正好能让空心绕线针的细端穿入;右端有一大孔,正好能让空心绕线针的粗端穿入。护套的右端与空心绕线针之间用橡皮圈固定。弹簧的左端与空心绕线针固定,右端能自由转动,这样,弯头段既能实现自转,又能自由伸缩。
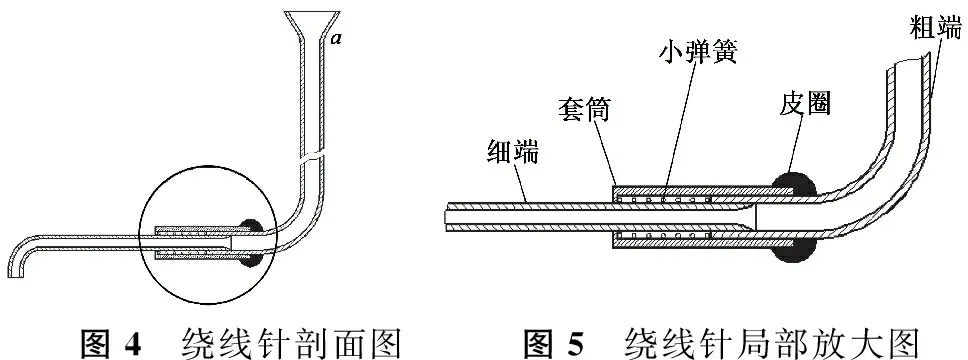
图4 绕线针剖面图图5 绕线针局部放大图
3 绕线与整形
3.1 初步绕线
例如,常见的单相16槽4极电机是单链绕组,每相有4个线圈串联,每个线圈节距是y=1~4,当用上述方法把U相线圈绕好之后,每个线圈的端线正好把中间的两槽档住了,影响了V相线圈的下线,绕线效果如图6所示。
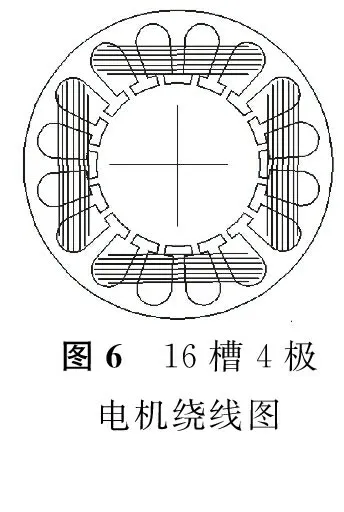
图6 16槽4极电机绕线图
3.2 端线整形
所谓端线整形,就是把刚才下好的U相4个线圈的端线整成弧形向外,不影响V相绕组下线,整形后的U相线圈,如图7所示。
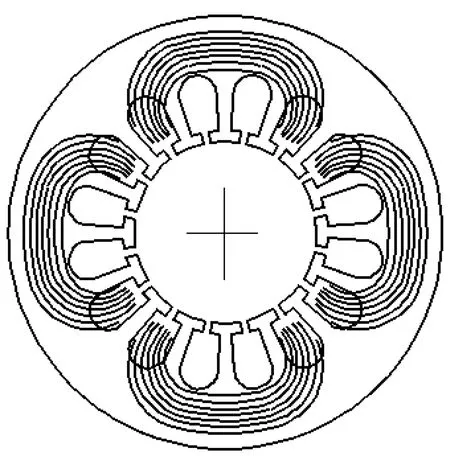
图7 端线整形后的线圈
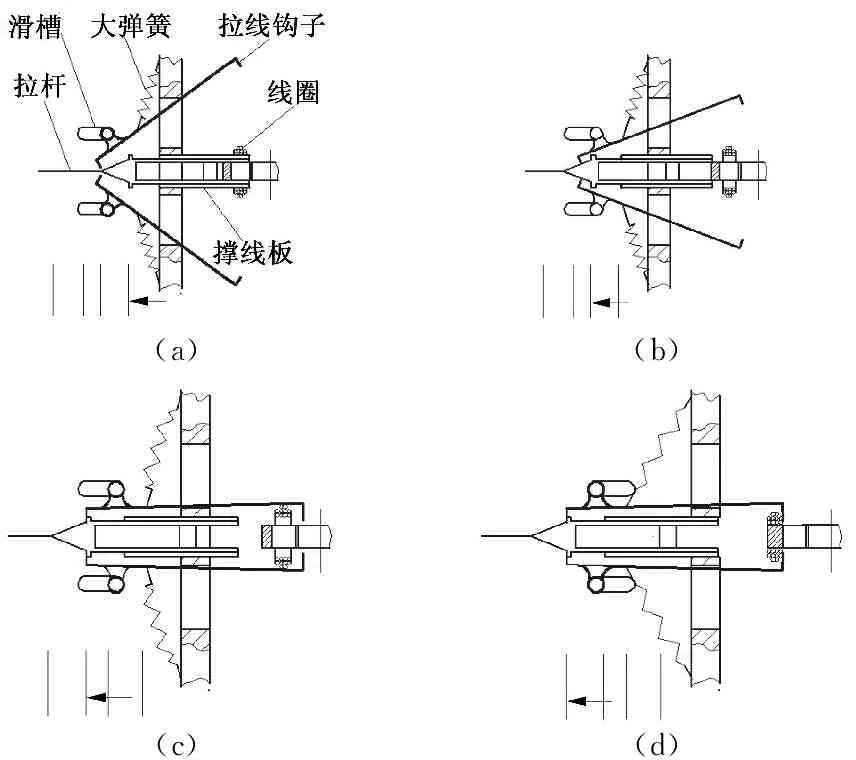
如图8所示,在线圈的端线整形过程中,由拉杆拉动撑线板与拉线钩子来完成。
(a)(b)(c)(d)
图8 端线整形过程示意图
整形过程分拉线与恢复两个过程。向左是拉线过程,撑线板与拉线钩子向左运动分三步,第一步,撑线板先运动到图8(b)的位置,即撑线板左端与拉线钩子接触,右端从线圈中间拔出;第二步,撑线板左端推动拉线钩子,使拉线钩子的右端旋转到图8(c)的位置,右端勾住线圈;第三步,撑线板继续推动拉线钩子到图8(d)的位置,同时拉线钩子的右端拉动线圈向左移动,使线圈的端线变成了弧形,当然,这三步是连续完成。向右是恢复过程,撑线板与拉线钩子向右运动也分三步,第一步,撑线板先回到图8(b)的位置;第二步,撑线板不动,而同步电机带动定子铁心旋转到下一个待绕线圈的位置;第三步,撑线板回到下一个撑线的位置,如图8(a),准备绕下一个线圈。
总之,撑线板向左移动完成拉线整形,撑线板向右移动可恢复到绕线状态。
3.3 撑线板
如图9所示,撑线板由内撑线板和外撑线板组成,外撑线板在内撑线板上套着。内撑线板零件图如图10所示。外撑线板零件图如图11所示。
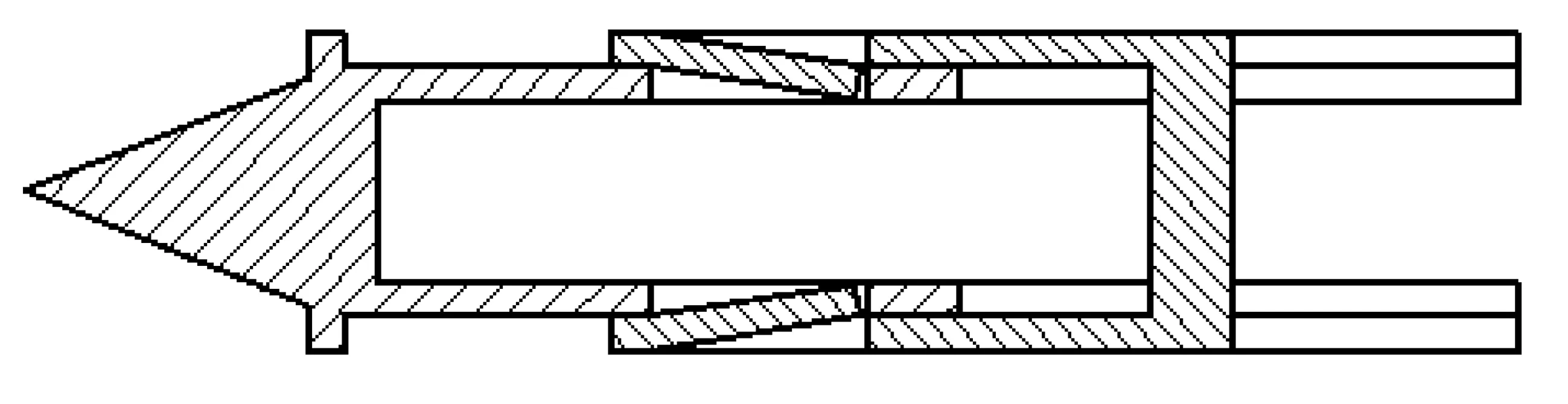
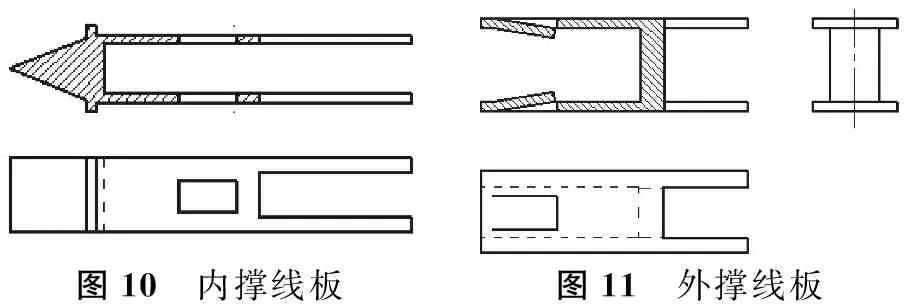
图9 撑线板
当绕外圈线圈时,向右拉动外撑线板,使外撑线板上的倒刺正好顶入内撑线板上的孔内,实现定位,这样绕出的外圈线圈周长较大,有利于整形,且整形后其端线与定子端面仍有一段距离,也有利于内撑线板的插入。
当绕内圈线圈时,把外撑线板推向左端,然后让内撑线板插入外圈线圈中夹住铁心,利用内撑线板绕内圈线圈,这样绕出的内圈线圈周长较小,也有利于整形。
3.4V相绕线
V相线圈与U相线圈的位置要错开90°电角度。V相线圈的绕制方法与U相方法相同,只不过要把外撑线板推向左边,利用内撑线板绕线,具体原理前面已介绍。
4 绕线装置的建立
为了完成该技术方案,整个外定子电机快速下线器主要由4大部分组成,如图12所示。
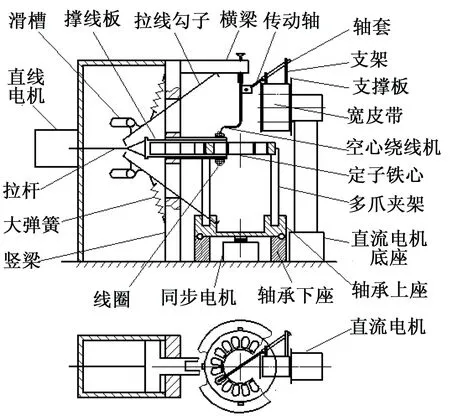
图12 绕线装置
(1)空心绕线针部分,包括弯头(或细端)、护套、小弹簧、橡皮圈、粗端。
(2)传动部分,包括宽皮带、支撑板、可调支架、轴套、传动轴。
(3)端线整形部分,包括拉线钩子、撑线板、滑槽、拉杆、大弹簧。
(4)动力部分,包括同步电机、直流电机、直线电机。
另外,还有外定子铁心、横梁、竖梁、线圈、多爪夹架、上轴承座、下轴承座、直流电机底座等,而横梁与竖梁只是起到支撑的作用。
5 传动部分
5.1 传动轴的形成
为了让空心绕线针能围绕两个槽口上下运动实现旋转,传动轴也必须作类似于圆锥面的旋转,为了实现此功能,传动轴左端与“U”形夹板上的轴相连,而右端与轴套相连。
图12中,传动轴左端与“U”形夹板上的轴相连时,传动轴与空心绕线针始终位于竖直的一个平面内,这样,当传动轴上下移动时,就带动空心绕线针沿ab方向上、下移动;当传动轴绕ab轴线转动时,就带动空心绕线针绕ab轴线转动;显然,传动轴还能绕“U”形夹板的轴线上下摆动,于是,传动轴就能带动空心绕线针作类似于锥形面的连续旋转,完成往槽中下线的目的。
图12中,传动轴的右端穿入轴套中时,两者成间隙配合,传动轴能在轴套中自由旋转与伸缩,这样,传动轴既能自转,又能公转。
5.2 传动带的形成
(1)可调支架。由于被绕定子铁心的槽数不同,相邻两槽口中心面形成的几何角度就不同,为此,这就要求传动轴套的旋转角度也能随槽数的不同能进行随时调整,以实现对不同定子槽数的绕线,为此,我们在传动带表面上横向固定一可调节的支架,支架的两头均制成夹子的形状,夹子的上端有锁紧螺丝。使用时,把锁紧螺丝松开,调整传动轴的角度,使传动轴正好位于槽口中间位置,再把锁紧螺丝拧紧即可。
(2)传动带。传动带由传统的圆柱形皮带轮带动,圆柱形皮带轮由一微型直流电机带动。
整个传动过程:直流电动机旋转→带动宽皮带旋转→带动可调支架旋转→带动轴套旋转→带动传动轴旋转→带动空心绕线针旋转→带动漆包线往槽中绕线。
6 动力部分
由微型直流电机通过传动机构带动空心绕线针绕转,由微型同步电机通过多爪夹架等带动定子铁心旋转,由直线电机带动撑线板与拉线钩子实现端线整形,这三个电机在PLC的控制下,可顺序工作,周期性地完成外定子电机的快速绕线。
7 结 语
该装置中的空心绕线针的运动机构与端线整形机构,完全突破了传统的运动机构,创新性地完成了对外定子电机的快速下线,效率高,成本低,是小型电机制造者的得力助手。当然,该装置也有它的局限性,实验证明,它主要适用于小功率的电机下线,漆包线的的直径在0.23 mm以下为好。
[1] 万玉吉,马质璞,张子博,等.电动嵌线器的设计原理与应用[J].微特电机,2011,39(9):36-38.
[2] 万玉吉,马质璞,刘宝胜.电动嵌线器的研究与改进[J].微特电机,2015,43(5):84-85.
[3] 万玉吉,马质璞,张子博,等.电动快速嵌线装置的工艺性研究[J].微特电机,2015,43(10):88-90.
Design and Research of a Quick Slot Inserter for the Outer Stator Motor
WANYu-Ji,QUDao-Qiang
(Nanyang Vocational College of Agriculture,Nanyang 473000,China)
A quick slot inserter for the outer stator motor, which regarded miniature DC motor as its power, was introduced. It drove the curved shape of the hollow winding needle as similar to the rotation of the cone surface through the special institutions of shaft sleeve and the bracket. The enameled wire was winded around the slot in the motor stator core by using hollow needle. To shape the coil end line, the slot inserter device adopted the pull hook cooperating with the holding line board; coil end line was formed into the arc. From the slot's inserting to shaping, it realized the moving's quickly and coherently.
hollow winding needle; adjustable bracket; pull hook; holding line board; outer motor stator
2015-11-26
TM305.4
A
1004-7018(2016)07-0088-03
万玉吉(1958-),男,副教授,研究方向为电工电子、电机与变压器。
