国外膏体充填基础理论研究综述
2016-12-12张希巍HassaniFerri
李 亮,张希巍,Hassani Ferri
(1.深部金属矿山安全开采教育部重点实验室,辽宁 沈阳 110819;2.东北大学资源与土木工程学院,辽宁 沈阳 110819;3.麦吉尔大学采矿与材料工程系,魁北克 蒙特利尔 H3A2A7)
国外膏体充填基础理论研究综述
李 亮1,2,张希巍1,2,Hassani Ferri3
(1.深部金属矿山安全开采教育部重点实验室,辽宁 沈阳 110819;2.东北大学资源与土木工程学院,辽宁 沈阳 110819;3.麦吉尔大学采矿与材料工程系,魁北克 蒙特利尔 H3A2A7)
膏体充填是将尾砂、胶结剂和水进行优化组合,配制成的牙膏状胶结体,通过管道以柱塞流的形态输送到充填采场。膏体充填与以往浆体充填相比有很多技术优势,如早期强度大有利于缩短充填时间,充填所需水泥用量少降低采矿成本等等,受到了世界各地现代矿山企业的青睐。本文基于对膏体充填技术发展史的回顾,总结了过去30年内世界各地对膏体充填技术研究的新进展,得出以下结论:膏体的充填材料成分及粒度分布对膏体的流动性能及力学性能有显著影响,膏体的配料中-20μm颗粒的含量必须大于15%;膏体属于结构流体,具有较高的屈服应力和黏度,管道输送速度小于1m/s,明确膏体的流动特性和如何降低屈服应力是其输送系统的关键;采场中充填后内部应力变化复杂,产生拱效应,由于拱效应的影响使充填强度大幅升高,在充填设计中需考虑拱效应以降低充填成本。
膏体材料;流变性能;应力变化;管道泵送
充填法采矿能够最大化回采矿石,采矿工作面安全性好,同时将尾砂回填到采场解决了尾矿堆放污染问题[1-3]。采矿充填按照充填工艺和方式大致可分为干式充填(废石充填)、浆体充填和膏体充填[4]。膏体充填是一种先进的充填技术,综合应用了现代多项先进新技术,其充填强度度大、充填后所需排水量极少、料浆均质难沉淀、管道输送高效等,在矿山长期发展中有着巨大的应用优势[4-5]。膏体充填是我国矿业发展的一个重要方向,在当代绿色矿山开采具有广阔的应用前景。
1979年德国Bad Grund铅锌矿山首次试验成功了矿山膏体充填技术,解决了低浓度水砂胶结充填沁水严重的问题[4,6]。1997年澳大利亚Cannington矿山采用分段空场法采矿,对采空区采用膏体自流输送方式充填,充填站最大输送料速度到了420t/h[7]。到2000年时膏体充填在加拿大的应用已相当普遍,水力胶结充填的矿山大多改用膏体充填进行生产[1]。20世纪90年代金川有色金属公司在国内首次成功应用了全尾砂膏体充填技术[8-9],随后在金属和非金属矿山开始推广使用膏体充填。我国膏体充填经过二十多年的发展与研究,对膏体充填应用方面取得了许多显著的成果。未来膏体充填将成为我国矿业发展的一个重要方向,具有广阔的应用前景。与浆体充填相比,膏体物料中必须含有一定量细小颗粒,国内外研究结果表明物料中小于-20μm的颗粒含量须在15%以上[8,10]。膏体的料浆属于高粘度、高屈服应力的结构流体,质量浓度大,在管道中呈柱塞状平推运动。Landriault对膏体工业生产进行分析总结,指出膏体充填速率较慢在50~200t/h、但充填效率高、水泥消耗量少,综合运营成本相对浆体充填低[3,11-13]。
吴爱祥指出由于我国充填体强度设计相对过于保守,胶结剂用量大,是造成充填成本居高不下的主要原因,从而在一定程度上限制了膏体充填的应用发展[14]。膏体制备及膏体输送是决定充填成本的主要因素。要改进膏体制备与输送系统,降低充填难度和成本,必须清楚膏体的基本性能,因而对膏体的基础理论研究是必不可少的。鉴于此,本文基于国外膏体充填的发展史,概述总结了国外对膏体充填的基础理论研究,从膏体材料的性能、膏体流变特性和输送、充填场应力变化和稳定性的三方面研究展开深入分析,以期为我国膏体充填研究提供参考。
1 膏体材料性能研究
膏体料浆的性能由制备膏体的材料性质决定,研究膏体组成材料的性能是研究膏体强度及流动性的基础。本章节围绕膏体组成材料的粒径、化学成分、胶结剂以及料浆的流变性能等方面进行概述分析。
1.1 尾矿材料粒径影响分析
通常尾砂为充填材料的首选骨料,其粒径分布和矿物成分对膏体性能有重要的影响。尾砂的粒径很大程度上取决于选矿工艺和脱泥技术[15]。尾砂材料研究中通常按照以下标准对颗粒粒径进行划分:黏土<0.002mm,泥沙0.06~0.002mm,细沙0.2~0.06 mm,中沙0.6~0.2mm,粗砂2~0.6mm,砾石>2 mm[16-18]。充填材料的粒径分布直接影响着料浆的流动状态,为了确定充填材料的粒径分布状况,矿业领域通常采用不均匀系数Cu和曲率系数Cc来表明充填材料固体颗粒粒径分布情况[1]。不均匀系数Cu[18]计算公式见式(1)。
(1)
粒径分布的另一指标参数曲率系数Cc[18]见式(2)。
(2)
式中:D10为10%颗粒能通过的筛孔径,μm;D30为30%颗粒能通过的筛孔直径,μm;D6为60%颗粒能通过的筛孔直径,μm。
粒径分布,Cu值愈大,表示充填材料中粒级组成越不均匀,材料中大小颗粒相差越为悬殊[10]。Das认为具有良好分级材料其不均匀系数Cu数值在5~10[1],曲率系数Cc数值在1~3[18-19]。由此可鉴,尾砂粒径须满足一定条件时,制备的浆体才能称为膏体,尾砂的级配影响着制备膏体的质量和性能。
1.2 尾矿材料硫化物影响
在金属矿山中部分矿山产出的尾矿还含有硫化物等有害物质。实践证明,采用含硫化物尾砂作为充填料时,充填体长期强度损失严重,影响采场稳定。在充填初期,水泥水化作用生成水化硅酸钙等沉淀物,凝结硬化形成早期强度[10]。到充填后期,充填体中硫化矿物缓慢发生氧化反应生成硫酸盐,与水泥中铝酸盐及氢氧化钙反应生成钙矾石和石膏等物质,导致充填体体积二次膨胀,内部产生裂纹降低了强度[2,10,20]。充填料在选用含硫尾砂时,一般都需要进行脱硫处理,但残余的硫化物对降低强度仍有显著的影响,对含硫化物充填时要依据充填目的慎重使用。
1.3 胶结剂
充填添加胶结剂目的是增强充填强度,提高回采工作面安全性[6]。充填常用硅酸盐水泥作为胶结材料,硅酸盐水泥主要由硅酸三钙(50%~70%)、硅酸二钙(15%~30%)、铝酸盐(5%~15%)、铁酸盐(5%~15%)构成,其不同物质成分在水化阶段起到不同的作用。硅酸三钙活性大,充填体开始28d的早期强度主要受硅酸三钙影响,而硅酸二钙对充填体长期强度形成有重要影响[10]。胶结剂使用成本较高,水泥消的耗费用占到矿山充填成本的75%[13,19],降低水泥用量是降低充填成本的有效手段。矿山充填生产中通常添加高炉渣、粉煤灰和火山灰等以代替部分水泥。在成分比例上高炉渣比粉煤灰更接近硅酸盐水泥,因而在替代水泥材料使用较为广泛[21-22]。在水泥中添加粉煤灰或高炉渣不但能够降低充填成本,还可以改善膏体泵送性能,增强充填体后期强度[8]。
1.4 温度的影响
对充填温度的研究大多基于实验室养护温度进行的[23],Fall和Samb的实验结果表明较高养护温度下早期强度增涨速率加快,充填体孔隙更小,因为高温下,胶结剂水化反应加快,生成大量水化物分布密集,减少了充填体孔隙从而提升强度[23-24]。实验室的养护温度一般不超过50℃,且养护期温度恒定,而实际充填环境温度受开采深度和地热因素,外界环境气候以及含硫矿反应化学热等因素的影响[13]。Fall指出在某些充填区域因地热及氧化反应作用,充填体内部温度会高达上百摄氏度,温度不断变化,对料浆产生复杂的影响,很多有关温度基础问题仍无法解释[25]。目前对充填温度的研究还不深入,实际生产中很多有关温度问题尚无法解释,如外部温度对泵送影响程度,充填内部产热对充填力学性能影响等都有待于进一步系统研究。
1.5 流变性
膏体属于黏度高的高浓度非牛顿体。对于膏体这种结构流体,普遍认为只有外力大于膏体料浆的屈服应力时,膏体才可以流动[26]。在研究膏体流变性方面,国内外普遍认为膏体流动特性符合宾汉塑性体模型[26-27],见式(3)。
(3)
式中:τ0为屈服应力,Pa;k为黏度系数,Pa·s;γ为剪切速率,s-1。
屈服应力和黏度是研究膏体流动性的两至关重要的参数,屈服应力是材料自身的属性,可以准确的表明膏体的流动性[28]。Clayton结合工程应用指出浆体充填的料浆屈服应力不会超过200Pa,而膏体充填料浆的屈服应力往往在200~800Pa之间[28]。如何精确检测确定膏体的屈服应力对管道输送至关重要。测定屈服应力最常用的方法是使用应力-应变率曲线,利用宾汉塑性模型,在较高应变速率下曲线趋于直线,然后依据宾汉模型推算屈服应力[29]。屈服应力也可使用流变仪通过控制剪切应力递增速率直接确定屈服应力[29]。由于现场工作环境限制了的流变仪使用,工程中采用坍落度试验评定其流动性能。坍落度所受的影响因素多,无法准确判定浆体泵送的难易程度,但坍落度试验现场操作方便简单使用普遍。通过建立坍落度与屈服应力关系模型,从而利用坍落高度计算屈服应力提高测试准确性。
不同学者构建了不同形式的塌落度和屈服应力关系模型,本文对塌落度和屈服应力模型进行推导并简化模型以便于计算。料浆在坍落筒内只受重力作用,以坍落度上部圆口中心线为z轴,水平方向为x轴建立直角坐标系,如图1(a)和(b)所示。

图1 膏体应力分布
在某一高度z处产生的静压力P,见式(4)。
(4)
标准坍落筒上下口直径比为1∶2,由Tresca准则得知z层最大切应力τz为上覆压力P的一半,并进行切应力的无量化处理,见式(5)。
(5)
坍落筒垂直提起,料浆坍落稳定后,如图2(a)和(b)所示。上端口处料浆所受切应力小于屈服应力不发生变形流动,下部料浆层切应力大于屈服应力发生变形流动。
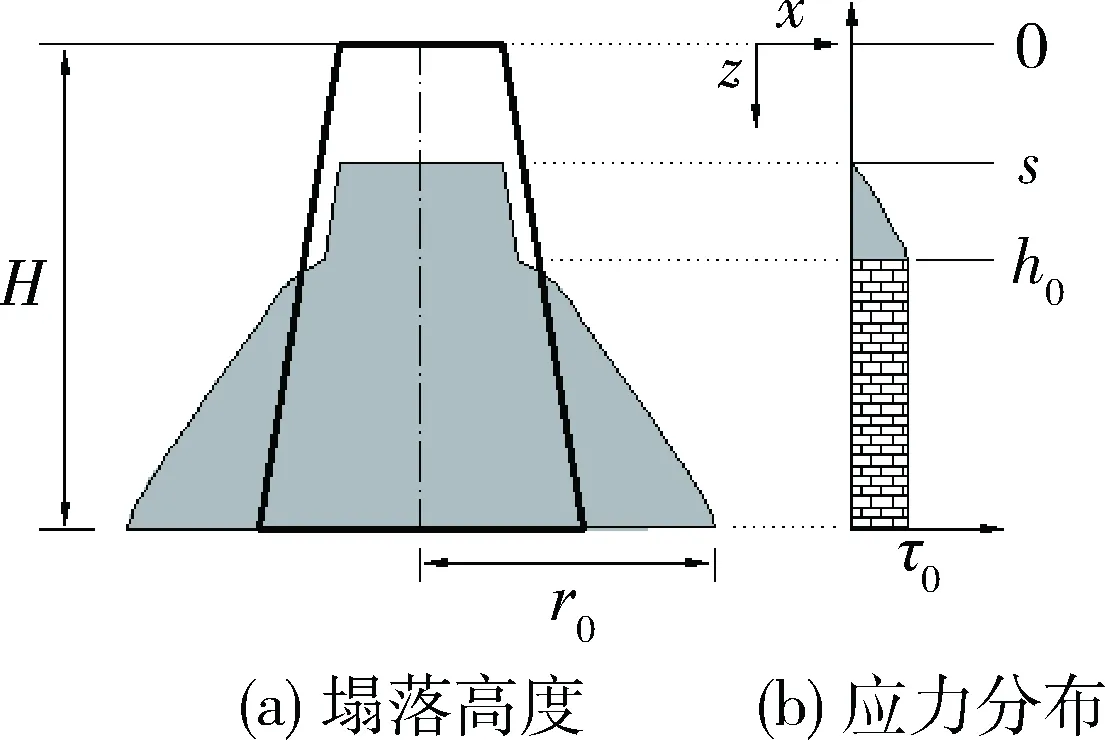
图2 料浆坍落应力分布
假设膏体料浆不可压缩,则变形部分每层料浆的体积不变,原料浆层厚度dz和半径rz变形后变为dz1和rz1。料浆层由于体积不变,因而其料浆层上覆料浆的重量也不变,从而得到料浆层变化前后的关系,见式(6)。

(6)
图2(a)和图2(b)变形段的高度h1可利用积分求得,并对h1进行无量纲计算,见式(7)。
(7)
由图2(b)可知,未变形段与变形段接触面h0处的浆体层的屈服应力等于切应力,见式(8)。
(8)
结合(7)、(8),无量纲圆锥形坍落度s′表示见式(9)。
(9)

Clayton将坍落模型与流变仪直接检测结果数据对比,结果表明圆锥形模型检测较低屈服应力的料浆时测试较为准确。而高浓度时测得结果与流变仪检测结果相比相差加大[29]。在管道输送设计中,除对屈服应力准确测量,还需综合考虑到地下矿山充填处理能力、经济因素及所选管道直径。对于膏体输送,Hassani认为膏体输送管道有效直径应选择在10~20cm[4],考虑到管道额定值,膏体实际泵送水平距离可达1000m,在竖直方向充填却无输送深度的限制[2,26]。
1.6 渗透性
充填渗透性是充填设计中另一重要的指标,充填渗透率是表明采场脱水性能和控制充填速率的重要参数[1]。充填体渗透性的好坏直接影响挡墙的稳定性。渗透性能差时,充填挡墙排水不及时,因孔隙压力大而遭到破坏。Hassani依据矿山实际生产需要指出充填体渗透率应大于10cm/h[2,15]。而对充填体来说,一般稳定性越好,其渗透性却较差[30]。因此在充填体设计中,可采用D10作为有效有效粒径,利用Hazen公式来估算渗透系数Kp[31-32],见式(10)。
(10)
式中:C为常数,范围在0.03~0.05;D10为10%颗粒能通过的筛孔直径(一般为12~43μm)[32]。
膏体充填材料性能的研究是了解膏体特性基础,包括对物料级配分布研究、配料物理化学性能研究、膏体流动性研究以及充填体渗透性能研究等。制备膏体的物料中颗粒粒径必须满足一定条件才达到制备膏体的要求,制备的膏体属于黏度大的结构流体范畴,然而我国对结构流研究不够完善,膏体设计中通常利用两相流理论进行设计,这就造成理论设计和实际应用存在偏差,工程应用中很可能出现问题。因而对膏体材料性能的研究是确定制备膏体的物料级配、对其流变性特性全面了解以及分析膏体强度影响因素的基础,对于膏体充填的工业应用,基础研究是必不可少的。
2 膏体泵送研究
膏体的塑性黏度和屈服应力都很大,在管道输送过程中沿程阻力损失严重,单靠重力势能自流输送是很难做到的。只有加拿大的Williams金矿、澳大利亚的Cannington矿等少数矿山成功应用自流输送,但自流输送的膏体浓度较低,强度也有所下降,大多数矿山都采用膏体泵压输送的方式[33]。膏体泵压输送是膏体充填的关键技术,对膏体泵送研究可以从膏体的管流特征,降低管压梯度,合适的泵送设备的选择等方面入手。
2.1 管流特征
于润沧概述了膏体这种高屈服应力的结构流体的管流特性,认为切应力随切变率的变化率不是固定的[34],切应力从管壁处向管心方向逐渐减小,在某一流层的切应力与屈服应力相等,则此流层到管心范围内不发生变形,因而整体上呈柱栓状在管道中平移[34]。Hassani对膏体中细小颗粒的作用进行了描述,认为物料中的细颗粒环绕在粗颗粒周围,粗颗粒难沉降,保证了膏体的均质性,在泵压过程中细颗粒与水处于最外侧形成薄浆层,形成润滑层能够降低管道阻力[2,4,34]。但膏体料浆在输送过程中会产生较高应力梯度,因此膏体管道输送速度较慢,其管道输送速度范围为0.1~1.0m/s[2,26]。
2.2 降低管道阻力
降低管道阻力有利于膏体远距离水平输送,降低充填成本。Hassian在研究降低膏体管道阻力提到了三种方法:添加粗颗粒;添加化学剂;增大管道直径[2]。粗颗粒比细颗粒的比表面积小,保持水分能力差,添加粗颗粒降低了固体颗粒表面积,从而使更多的水作为输送的承载介质降低了压力梯度[4]。添加化学剂也能够降低管道阻力,然而实际使用中很多化学添加对膏体充填的强度有显著影响,使用化学添加剂前要充分研究并有效控制化学剂的用量[2]。增加管道直径也是降低管道阻力的有效手段,考虑到现场和环境因素膏体充填管道直径不易过大,在100~200mm范围较适宜[4,35]。
2.3泵送设备
泵送设备的输送参数、型号选择及运行状况对充填输送至关重要。分配阀是充填输送泵的重要部件,直接影响泵的使用寿命和输送能力[33]。当今矿用泵主要有德国普凯迈斯特生产KOS摆管泵、KOV球阀泵等系列以及美国C700泵系列,在众多充填泵中,普凯迈斯特公司生产的双活塞泵性能实公认最好的[33]。普茨曼斯特公司生产的KOS型S摆管液压柱塞泵,最大泵送压力可到15MPa,最大排量为400m3/h,采用耐磨铬钼钢,标准冲程长度1000~2500mm。选择充填泵是输送系统核心的设备,其使用可靠性和性能参数指标直接影响充填的效率和充填成本。
膏体料浆必须满足可以进行远距离管道输送,制备膏体料浆若无法输送就失去了充填意义。膏体泵送研究目的是明确膏体的管流特性,研究分析膏体管流状态、管道阻力、压力梯度、管道磨损状况以及泵送设备性能及选择等,对工业膏体输送系统的成功应用是不可缺少的。
3 充填场内部应力变化及稳定性分析
回顾以往充填强度设计要求,传统设计强度依据充填体不受侧限达到自立时底部所受应力值[25],通常对充填试样进行单轴抗压试验用以等同于充填采场底部所受上覆充填体重量,以判定设计强度是否达标[26]。然而这种强度设计往往过于保守,从而增加充填成本。Belem研究表明在充填采场中由于充填体受围岩摩擦作用,产生拱效应的影响,使充填体支撑强度大大提高[36]。Hunt阐述了充填拱效应产生机理,因充填料浆与采场围岩侧壁黏结和摩擦作用导致水平应力发生转移,水平应力转移是由于当围岩和矿柱向充填区域发生变形时,充填料浆会对其产生横向的消极抵抗应力。所谓消极抵抗应力是当外力向浆体挤压时,浆体会对其产生反作用力,在流动状态下对其产生最大的抵抗应力[26,37]。因而由于拱效应的存在使充填采场底部应力小于上覆充填体的重力。与传统强度设计不同,实际充填采场底部水平应力为所受主应力的方向[36]。充填采场考虑拱效应就必须将水平方向应力考虑到设计强度之中,可利用的以下模型。
3.1 太沙基模型
Terzaghi构建了二维拱理论模型,充填设计底部位置的水平应力σh计算[38-39],见式(11)。
(11)
无黏性太沙基模型,见式(12)。
(12)
充填体底部垂直应力σV,,见式(13)。
σV=σh/K
(13)
式中:B为充填采场宽度,m;H为充填采场高度,m;φ为充填体内摩擦角,°;γ为充填体重度,kN/m3;K为压力系数。
3.2 Martson模型
1)Martson无黏性模型同样为二维模型[40],底部侧的水平应力变化σh,见式(14);采场底部垂直应力σv,见式(15)。
(14)
σV=σh/Ka
(15)
式中:Ka为主动土压力系数;μ为充填体于围岩侧壁之间的滑动摩擦系数,μ=tan(Φ/3)~tan(2Φ/3)。
2)Aubertin对Martson无黏性模型进行了改进[41],见式(16),式(17)。结合式(16)和式(17)得到采场底部水平应力σνH和垂直应力σhH的关系,见式(18)。
(16)
(17)
σVH=σhH/K
(18)
式中:φf为有效内摩擦角,°;σVH为采场底部垂直压力,kN;σhH为更正后的水平压力,kN。
3.3 充填采场稳定性研究
充填体一侧进行回采矿石时,垂直高度一面会暴露,充填体必须有足够的强度承载开采过程中相邻采场的爆破扰动及采场地压。当充填体所受最大主应力超过其抗压强度,充填体将发生剪切破坏。充填体在两侧围岩限制下时,充填体设计强度[26,38],表达式见式(19)。

(19)
式中:C为黏聚力,kN;L为采场走向长度,m;FS为安全系数。C和φ可以根据摩尔库伦准则求得。
其安全系数FS[42-43]可以由式(20)得出。
(20)
式中:He为充填体在采场有效暴露高度m;β为破坏角,°。
依据给定的安全系数,可以将式(20)转换为式(21)以求最大允许暴露高度HF[44]。
(21)
现今矿山通过计算机模拟回采时充填体失稳状况,优化降低所需设计安全系数,在保证安全下降低充填体保守设计强度,从而降低成本[26]。Hassani和Mamadou的研究表明,若充填要求能够支撑地表,则充填体28天后的单轴抗压强度不能低于4 MPa[13];若充填体只是要求能够自立,一般单轴抗压强度在1 MPa左右即可[15,21,26]。
充填场内部应力变化及稳定性的分析研究是充填膏体的基础理论研究的重要组成部分。传统充填设计通常依据充填体自立时对底部的应力值,而实际中由于围岩限制和拱效应的影响能够大大提升充填强度,这造成了充填强度设计过于保守增加充填成本。在充填设计中应考虑拱效应影响改善传统设计强度。
4 结 论
膏体充填具有料浆质量浓度大,所需排水量少,管道中呈柱塞状平推运动,充填效率高,充填强度大等应用优势。随着膏体研究的不断深入和技术的发展,膏体充填将逐渐成为我国未来矿山充填的主要方式之一,具有广阔的应用前景。本研究从膏体材料性能、膏体泵送、充填采场内部应力变化及稳定性三个方面,介绍了国外对矿山膏体充填方面的研究和发展,以期为我国充填发展提供参考。
1)膏体组成材料的性质决定了膏体的性能,物料的粒径分布是制备膏体料浆的关键,细颗粒比例不但影响制备膏体料浆的均质性,还影响着料浆的流动和渗透性能。物料的化学成分对充填强度影响较大,尤其是含硫尾砂对充填长期强度破坏严重。胶结材料的填加提高了充填安全性,充填强度受胶结剂用量和水化温度影响较大,温度影响水化速率,水化速度越快,充填体的孔隙越小,强度增大,但充填的渗透性就会下降。因此,对膏体材料性质的研究利于优化料浆配比,提升膏体料浆的综合性能。
2)膏体的流动状态为塑性结构流,膏体黏度高、屈服应力大,远距离管道输送相对困难。因此如何有效降低管道阻力和选择泵送设备是膏体充填的关键。降低管道阻力常用方法有添加粗骨料、选择合适管道口径及添加化学剂等。除此之外,泵的选择也格外重要,出口压力、泵送能力、管道直径及可靠性等决定着膏体泵送性能。
3)膏体充填到采场后内部应力变化复杂,由于围岩限制及摩擦作用形成拱效应,提升充填体的强度,同时使充填场底部应力小于上覆充填体重力。传统的设计强度依据与充填体能够自立的强度,从而过于保守增加充填成本。对于采场充填设计应改变传统设计方式,在充填设计中充分考虑拱效应的影响,将水平应力的计算包含到强度设计之中,优化传统的强度设计,以降低充填成本。
[1] Mehrdad F K.An investigation into the mechanical properties of gelfill[D].Montreal,Canada:McGill University,2012.
[2] Hassain F,Archibald J.Mine Backfill[M].Montreal:Canadian Institute of Mining,Metallurgy and Petroleum,1998.
[3] Ercikdi B,Kesimal A,Cihangir F,et al.Cemented paste backfill of sulphide-rich tailings:Importance of binder type and dosage[J].Cement and Concrete Composites.2009,31(4):268-274.
[4] Archibald J,Hassani F.Underground Mine Backfill Course[M].Montreal:Canadian Institute of Mining,Metallurgy and Petroleum,2015
[5] 杨宝贵.煤矿高浓度胶结充填开采技术[M].北京:煤炭工业出版社,2015.
[6] Nasir O,Fall M.Coupling binder hydration,temperature and compressive strength development of underground cemented paste backfill at early ages[J].Tunnelling and Underground Space Technology.2010,25(1):9-20.
[7] Li J,Ferreira J,Le Lievre T.Transition from discontinuous to continuous paste filling at Cannington Mine[C]//Proceeding of the 11th international Symposium on Mining with Backfill,Preth:Australian Centre for Geomechanics,2014:381-394
[8] 刘同有.充填采矿技术与应用[M].北京:冶金工业出版社,2001
[9] 王洪江,吴爱祥,肖卫国,等.粗粒级膏体充填的技术进展及存在的问题[J].金属矿山,2009(11):1-5.
[10] 黄玉诚.矿山充填理论与技术[M].北京:冶金工业出版社,2014
[11] Henderson A,Newman P,Landriault D,et al.The cost advantages of using paste as a backfill[C]//Proceedings of the 99th CIM Annual Generral Meeting,Vancouver,golder paste technology ltd,1997:15-23.
[12] Yilmaz E,Belem T,Bussière B,et al.Relationships between microstructural properties and compressive strength of consolidated and unconsolidated cemented paste backfills[J].Cement and Concrete Composites,2011,33(6):702-715.
[13] Fall M,Pokharel M.Coupled effects of sulphate and temperature on the strength development of cemented tailings backfills:Portland cement-paste backfill[J].Cement and Concrete Composites,2010,32(10):819-828.
[14] 吴爱祥,王洪江.金属矿膏体充填理论与技术[M].北京:科学出版社,2015.
[15] Abbasy F.An Investigation into Application of Geothermal Energy in Underground Mines[D].Montreal:McGill University,2013.
[16] Mitchell R J.Centrifuge model studies of fill pressures on temporary bulkheads[J].CIM(Canadian Mining and Metallurgical) Bulletin,1992,85(960):48-54.
[17] Mitchell R,Stone D.Stability of reinforced cemented backfills[J].canadian geotechnical journal.1987,2(24):189-197.
[18] Das B M.Advanced soil mechanics[M].New York:CRC Press,2013.
[19] Kermani1 M F,Hassani1 F P,Isagon I,et al.Investigation into mechanical & microstructural properties of Gelfill[J].Minefill,2011,March:21-25.
[20] Irassar E F,González M,Rahhal V.Sulphate resistance of type V cements with limestone filler and natural pozzolana[J].Cement & Concrete Composites,2000,22(5):361-368.
[21] Kermani M F.An investigation into a new binder for hydraulic backfill[D].Montreal:McGill University,2008.
[22] Douglas E,Malhotra V M.Ground granulated blast-furnace slag for cemented mine backfill:production and evaluation[J].CIM Bulletin,1989,82(929):27-36.
[23] Fall M,Samb S S.WITHDRAWN:Influence of curing temperature on strength,deformation behaviour and pore structure of cemented paste backfill at early ages[J].Construction & Building Materials,2006,20:193-198.
[24] Pokharel M.Geotechnical and Environmental Responses of Paste Tailings Systems to Coupled Thermo-Chemical Loadings[D].Ottawa:University Ottawa,2008.
[25] Fall M,Célestin J C,Pokharel M,et al.A contribution to understanding the effects of curing temperature on the mechanical properties of mine cemented tailings backfill[J].Engineering Geology,2010,114(3):397-413.
[26] Belem T,Benzaazoua M.An overview on the use of paste backfill technology as a ground support method in cut-and-fill mines[C]//Proceedings of the 5th Int Symp on Ground Support in Mining and Underground Construction,Perth:Tayler & Francis Group,2004:28-30.
[27] Alakangas L.Literature Review on Potential Geochemical and Geotechnical Effects of Adopting Paste Technology under Cold Climate Conditions[D].Lule:Luleå University of Technology,2013.
[28] Clayton S,Grice T G,Boger D V.Analysis of the slump test for on-site yield stress measurement of mineral suspensions[J].International Journal of Mineral Processing,2003,70(02):3-21.
[29] Saak A W,Jennings H M,Shah S P.A generalized approach for the determination of yield stress by slump and slump flow[J].Cement & Concrete Research,2004,34(3):363-371.
[30] Lecompte T,Picandet V,Rangeard D,et al.Permeability measurement of fresh cement paste[J].Cement & Concrete Research,2011,41(3):330-338.
[31] Sivakugan N,Rankine K,Rankine R.Chapter 18 Geotechnical aspects of hydraulic filling of underground mine stopes in Australia[J].Elsevier Geo-Engineering Book Series,2005,3(05):513-538.
[32] Rankine K J,Sivakugan N.Drainage characteristics and behaviour of hydraulically placed mine fill and fill barricades[J].Millpress Science Publishers,2005,2:579-582.
[33] 王佩勋,袁家谦,王五松.膏体泵送充填工艺设备选择[J].中国矿山工程,2002(1):10-12.
[34] 于润沦,刘大荣,魏孔章,等.全尾砂膏体充填料泵压管输的流变特性[C]// 第二届中日浆体输送技术交流会文集.桂林:中国有色金属学会,1998:99-104.
[35] Brackebusch F W,Brackebusch F W.Basics of paste backfill systems[J].International Journal of Rock Mechanics & Mining Science & Geomechanics Abstracts,1995,32(3):122A-122A.
[36] Belem T,Harvey A,Simon R,et al.Measurement and prediction of internal stresses in an underground opening during its filling with cemented fill[C]//Proceedings of the Fifth International Symposium on Ground Support in Mining and Underground Construction,Perth:.Tayler & Francis Group,2004:28-30.
[37] Hunt R.E.Geotechnical engineering analysis and evaluation[M].New York:MCGraw-Hill,1986.
[38] Belem T,Benzaazoua M Design and Application of Underground Mine Paste Backfill Technology[J].Geotechnical & Geological Engineering,2008,26(2):147-174.[39] Terzaghi K.Theory of Consolidation[M].John Wiley & Sons,Inc.,1943.
[40] Marston A.The theory of external loads on closed conduits in the light of the latest experiments[C]//Highway Research Board Proceedings.1930,9.
[41] Aubertin M,Li L,Arnoldi S,et al.Interaction between backfill and rock mass in narrow stopes[J].Soil and rock America,2003,1:1157-1164.
[42] Karim R,Simangunsong G M,Sulistianto B,et al.Stability Analysis of Paste Fill as Stope Wall using Analytical Method and Numerical Modeling in TheKencana Underground Gold Mining with Long Hole Stope Method[J].Procedia Earth and Planetary Science,2013,6(0):474-484.
[43] Emad M Z.Dynamic Performance of Cemented Rockfill under Blast-Induced Vibrations[D].Montreal,Quebec,Canada:McGill University,2013.
[44] Archibald.Mine 325 Department of mining Engineering[D].Kingston:Queens university,1992
Review on the basic theory of paste backfill in oversea
LI Liang1,2,ZHANG Xi-wei1,2,Hassani Ferri3
(1.Key Laboratory of Ministry of Education on Safe Mining of Deep Metal Mines,Shenyang 110819,China; 2.College of Resources and Civil Engineering,Northeastern University,Shenyang 110819,China; 3.Department of Mining and Materials Engineering,McGill University,Montreal H3A2A7,Canada)
Paste backfill is made of tailing,cement and water with optimum combination,to make mixture like the toothpaste cementing body,and conveying the plunger flow through the pipeline to the filling stope.In comparison with the previous slurry mine fills,there are number of advantages,such as,the early strength of paste backfill can contribute to shortening of the cycle time of backfilling operation,the advantages of minimal requirement or no bulkhead together with less cement content which contributes to reduction of the mining cost.Paste fill is favored by most of the modern mining companies around the world.This paper based on the review of the historical development of paste backfill and it focuses on highlighting of the development of technologies developed around the world in the last three decades.The conclusions are as follows:Frist,The material composition and particle size distribution of paste have a significant effect on the flow and mechanical properties of the paste,the content of -20μm in the paste mixture must be greater than 15%.Second,The paste is a structural fluid with high yield stress and viscosity,and the pipeline conveying speed is less than 1m/s,clear the flow characteristics of paste and how to reduce the yield stress is the key to the conveying system of paste.Third,The internal stress of the stope is complicated and the arch effect is produced,the strength of filling is greatly increased due to the arch effect,arch effect should be considered in the design of filling to reduce the filling cost.
paste material;rheological property;variation of stress;pipeline pump
2016-01-20
“十二五”国家科技攻关计划项目资助(编号:2013BAB02B01)
李亮(1990-),男,东北大学硕士研究生。E-mail:li_liang_neu@163.com。
张希巍(1976-),男,副教授,主要从事岩石力学和膏体充填研究。E-mail:zhangxiwei@mail.neu.edu.cn。
TD853.34
A
1004-4051(2016)11-132-07
