石油钢管拧接机的扭矩校验
2016-12-07徐琳
徐 琳
(攀成伊红石油钢管有限责任公司,成都青白江)
石油钢管拧接机的扭矩校验
徐 琳
(攀成伊红石油钢管有限责任公司,成都青白江)
本文简要介绍了石油钢管拧接机扭矩校验的两种方法及各自的优缺点,还介绍了校验中传感器常用的三种线性化方法,且举例说明,最后给出如何选择校验方法的建议。
拧接机;扭矩校验;传感器;线性化
1 引言
攀成伊红石油钢管有限责任公司是以生产石油套管和石油油管为主要产品的合资企业,其生产线上的关键设备螺纹拧接机(简称拧接机)由PMC公司制造,用来检验石油套管和石油油管端部外螺纹与接箍内螺纹连接时扭矩值的大小,其准确度是美国石油学会等组织进行质量体系认证时检查的重要项目之一。因此对该设备扭矩值准确度进行定期检测与调整,以保证其扭矩值的准确和可靠是十分重要的工作。
2 拧接机扭矩校验的方法及其优缺点
一般来说,拧接机的扭矩校验可用标准扭矩计标定法和分部标定法来实现。两种方法各有优缺点,实际校检时,根据具体情况采用不同的方法。
标准扭矩计标定法:使用一个特制的机械机构,夹持一个扭矩传感器,模拟钢管手动拧接的过程,扭转力矩经扭矩放大板后通过PLC模板、以太网直接在电脑上显示。
标准扭矩计法的优点是检测时模拟拧接机实际工作状态,将安装在设备上的力传感器及放大板输出的扭矩值与标准扭矩传感器及放大板输出的标准值直接比对,检测结果直观,日常检测简便可行。缺点是在检测时,手动启动设备时也必然会带来一定的冲击而产生测量误差,并且由于特制的机械机构性能受限,只能模拟小扭矩,无法完成全量程内的扭矩标定,故此法只适合设备扭矩控制的粗略检测。此外,扭矩传感器及放大板也需要定期校准才能保证检测结果的准确性。
分部标定法:使用标准测力杠杆配备测力砝码,对力传感器进行标定后,再来标定对应的放大板,分部检测都合格则系统检测也合格。对力传感器进行静态标定,得到该传感器的输出电信号与载荷的关系(一条直线),其线性化的特点是采用普通的线性放大板的依据,这是拧接机扭矩校验过程中决定校验误差的一个重要环节。放大板的检测通常采用标准模拟信号发生器放大板对应给出值(VDC)与电脑扭矩实时显示对比来实现的。
分部标定法的优点是检测拧接机扭矩的方法可靠,而且检测结果的准确度也很高,能完成全量程内的扭矩标定。缺点是每次检测必须把力传感器拆下来,有时生产紧张,不具备条件,就只能检测放大板后面部分。故此法适合设备扭矩控制的精确检测。
攀成伊红拧接机的标准扭矩计传感器为2110(HONEYWELL品牌),力传感器为M73(HONEYWELL品牌),两种检测方法,都完全可以实现。
3 拧接机传感器线性化的方法及实例
在实际运用中,无论是力传感器还是扭矩传感器,由于其原材料的特性、各种干扰因素以及测量误差等客观原因的存在,其标定时的输出曲线不是一条理想直线。故需要对标定曲线进行线性化处理,用一条拟合直线来近似代替实际的输出曲线,这样采用普通的线性放大板实现扭矩控制才成为可能。若方法不当,校验结果会与实际扭矩误差极大。
依照不同的出发点和处理原则,可得到不同的拟合直线。一般来说,常用的线性化处理方法有三种,其特点见表1所示。
为了尽可能地减少校验误差,在标定时,将传感器和放大板一对一地绑定一起校检,得到的拟合直线可以直接在设备运用,十分方便。
下面以攀成伊红拧接机所使用的力传感器M73和放大板AMP-SG-U2-10为例,对比使用不同方法得到拟合曲线的误差%f.s。力传感器M73,量程为50 000LBS,折合为222.25KN,放大板为AMP-SG-U2-10输出电压为10VDC。表2为此传感器1192077和放大板3921于2012年11月15日时成都市计量监督检定测试院 成都计量检测校准中心给出的校准数据/结果。
分别使用三种线性化处理方法处理后得出的拟合直线及误差见表3。
其中:
K1=0.044 019
K2=0.044 197 A0=—0.062 64
K3=0.043 788 587
可以看出:端基法的最大误差%f.s为0.618 0%;
线性回归法的最大误差%f.s为0.689 2%;
过零线性回归法的最大误差%f.s为0.551 1%。
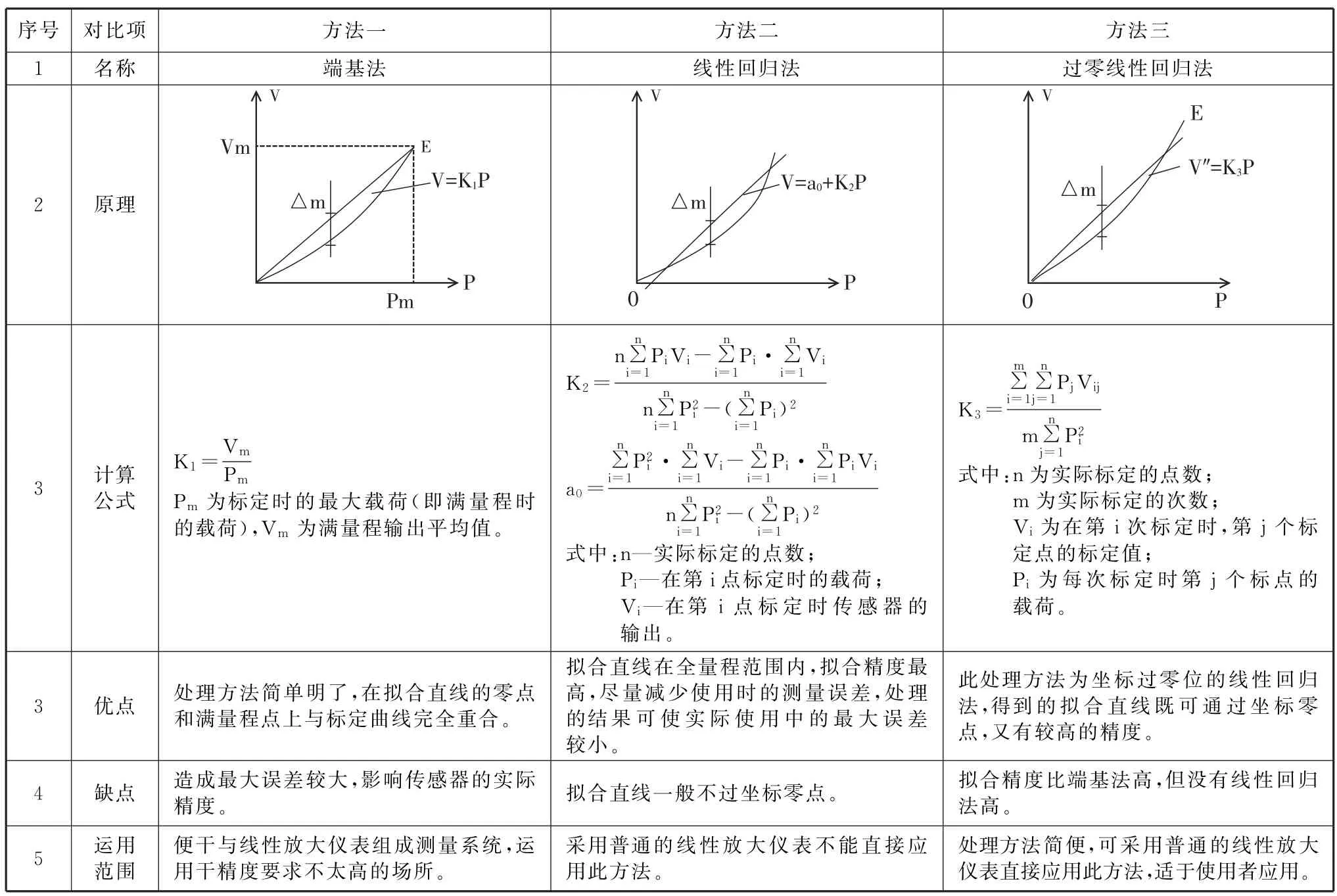
表1 常用的线性化处理方法

表2 传感器1192077和放大板3921的校准数据
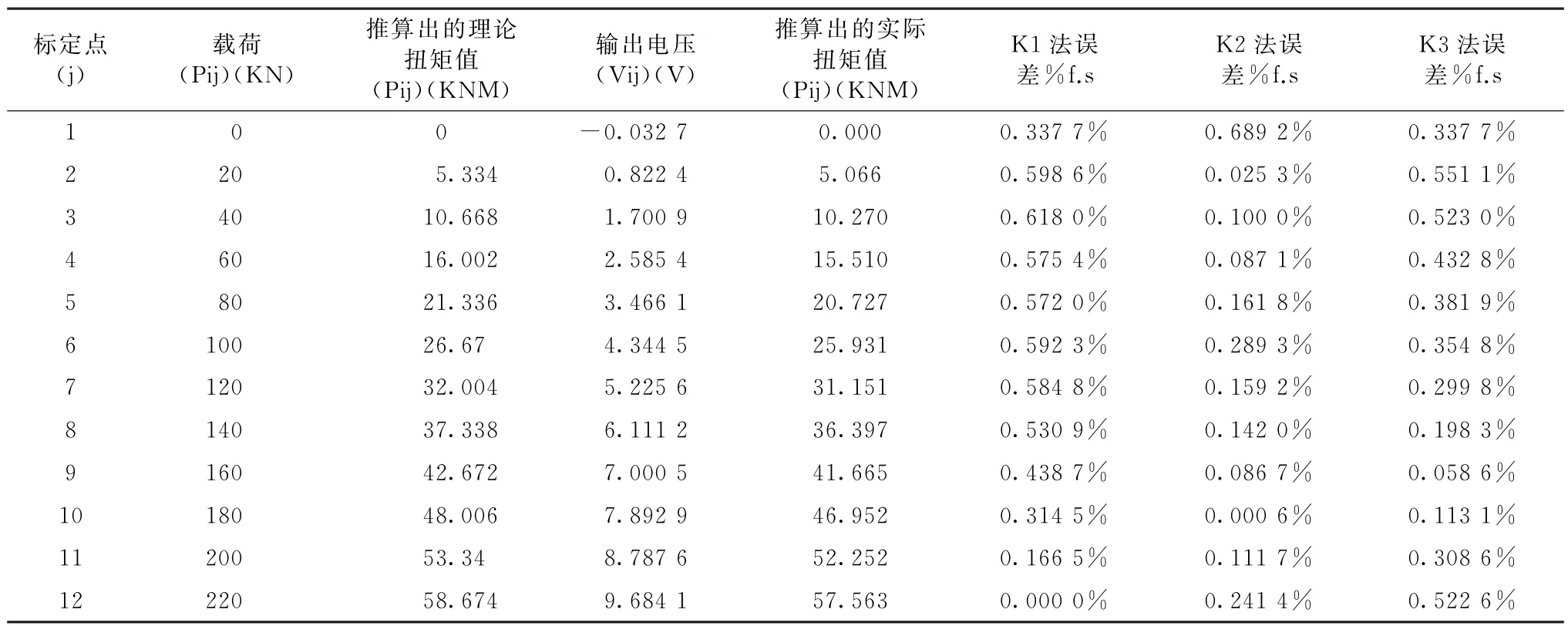
表3 三种线性化处理后的拟合直线及误差
因此,攀成伊红拧接机分部标定法都是采用过零线性回归法得到拟合直线,其最大误差为0.551 1%,远远小于1%的误差范围,满足设备技术要求。
4 结论
得到校验误差合格的拟合曲线后,证明拧接机所用扭矩传感器或者力传感器合格的情况下,才能进行下一步的拧接机扭矩校验。校验时,一般是将两种方法结合起来。先用标准扭矩计法,扭矩计放大板输出和力传感器放大板输出直接比对,若误差小于±1% FS,则拧接机扭矩校验合格,若误差超过± 1%FS,则需分步检测,先用模拟信号发生器检测放大板,使用万用表检测PLC模板输出电压,再确认力传感器的各项指标,从而找出误差产生的原因。
经过实践证明,这两种方法结合起来使用,可确保拧接机扭矩值的准确可靠,为生产各种扣型尤其是纯扭矩控制的特殊扣,提供了强有力的保证。
攀成伊红拧接机的扭矩传感器在上海704所国家扭矩计量站检定。力传感器在成都市计量监督检定测试院 成都计量检测校准中心检定,以上校验数据由该中心朱未冽提供,在此谨致谢意。
[1] 朱超甫.力传感器输出曲线的线性化处理[J].《传感器世界》月刊,1997年4月.
[2] 陈叶红,等.浅谈套管螺纹拧接机示值检测方法[J].
Torque Calibration of Steel Pipe Screw-on Machine
XU Lin
(Pancheng Yihong Pipe Co.,Ltd;Chengdu 6100300,Sichuan,China)
In this paper,Not only advantages and disadvantages of two methods in torque calibration,but also three methods and an example of linearization for output of load cells are introduced.Suggestions of choices during torque calibration are presented.
screw-on machine;torque calibration;load cell;linearization
1001—5108(2016)03—0059—04
TG85
A
徐琳,主要从事现场设备维修、排除设备隐患及完善设备性能等工作。
