加工中心加工镍铁合金工艺分析
2016-11-30杨金荣
杨金荣
【摘要】镍铁合金即在工业纯镍中加入合金元素,以提高镍的强度。镍铁合金可分三种:a镍合金,b镍合金和a+b镍合金。a+b镍合金是由a和b双相组成,这类合金组织稳定,高温变形性能、韧性、塑性较好,能进行淬火、时效处理,使合金强化。镍铁合金材料由于其密度小,强度高,耐高温,抗氧化性能好等特点,应用广泛。但镍铁合金机械加工性能差,材料价格高,影响了该材料的广泛使用。
【关键词】合金 刀具 参数 冷却液
【中图分类号】G71 【文献标识码】A 【文章编号】2095-3089(2016)24-0219-02
首先,镍铁合金导热系数低,仅是钢的1/4,铝的1/13,铜的1/25。因切削区散热慢,不利于热平衡,在切削加工过程中,散热和冷却效果很差,易于在切削区形成高温,加工后零件变形回弹大,造成切削刀具扭矩增大、刃口磨损快,耐用度降低。其次,镍铁合金的导热系数低,使切削热积于切削刀附近的小面积区域内不易散发,前刀面摩擦力加大,不易排屑,切削热不易散发,加速刀具磨损。最后,镍铁合金化学活性高,在高温下加工易与刀具材料起反应,形成溶敷、扩散,造成粘刀、烧刀、断刀等现象。
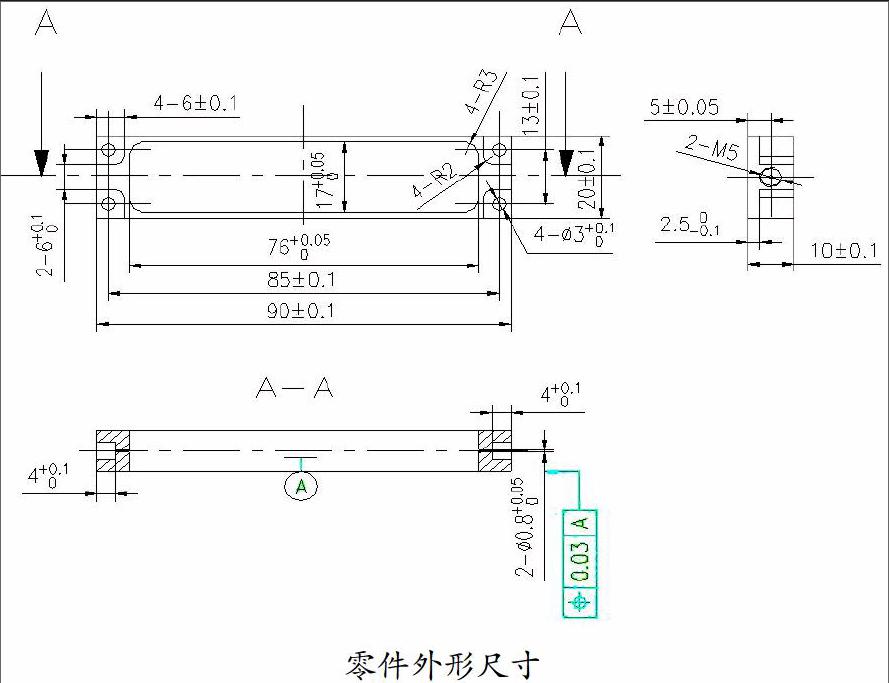
一、镍铁合金在加工中心上的铣削案例分析
1.该零件的特点
1)精度要求高,批量大。
2)加工过程中必须进行多种工序加工。
3)必须严格控制零件公差范围。
4)价格昂贵,加工成本高。
2.加工中心加工镍铁合金特点
1)加工中心可以多个零件同时加工,提高生产效率。
2)提高零件的加工精度,产品一致性好。加工中心有刀具补偿功能,可以获得机床本身的加工精度。
3)有广泛的适应性和较大的灵活性。如本零件的圆弧加工、倒角和过渡圆角。
4)可以实现一机多能。加工中心可以进行铣削、钻孔、镗孔、攻丝等一系列加工。
5)可以进行精确的成本计算,控制生产进度。
6)不需要专用夹具,节约大量成本经费,缩短生产周期。
7)大大减轻了工人的劳动强度。
8)可以与UG等加工软件进行多轴加工。
3.刀具材料的选择
刀具材料选用应满足下列要求:
1)足够的硬度。刀具的硬度必须要远大于镍铁合金硬度。
2)足够的强度和韧性。由于刀具切削镍铁合金时承受很大的扭矩和切削力,因此必须有足够的强度和韧性。
3)足够的耐磨性。由于镍铁合金韧性好,加工时切削刃要锋利,因此刀具材料必须有足够的抗磨损能力,这样才能减少加工硬化。这是选择加工镍铁合金刀具最重要的参数。
4)刀具材料与镍铁合金亲合能力要差。由于镍铁合金化学活性高,因此要避免刀具材料和镍铁合金形成溶敷、扩散而成合金,造成粘刀、烧刀现象。
5)刀具粘刀、烧刀现象
经过对国内常用刀具材料和国外刀具材料进行试验表明,采用高钴刀具效果理想,钴的主要作用能加强二次硬化效果,提高红硬性和热处理后的硬度,同时具有较高的韧性、耐磨性、良好的散热性。
4.铣刀的几何参数
镍铁合金的加工特性决定刀具的几何参数与普通刀具存在着较大区别。
1)螺旋角β,选择较大的螺旋升角,散热快,同时也减小切削加工过程中的切削平稳。
2)前角γ 增大切削时刃口锋利,切削轻快,增大容削槽以避免镍铁合金产生过多切削热,从而避免产生二次硬化。
3)后角α 减小,刀刃的磨损速度降低,有利于散热,耐用度也得到很大程度的提高。
5.切削参数选择
镍铁合金机加工应选择较低的切削速度,适当大的进给量,合理的切深和精加工量,冷却要充分。
1)切削速度Vc Vc=30~50m/min
2)进给量F 粗加工时取较大进给量,精加工和半精加工取适中的进给量以F300-F500最为适合。
3)切削深度ap ap=1/3d为宜,镍铁合金亲合力好,排屑困难,切削深度太大,会造成刀具粘刀、烧刀、断裂现象。
4)精加工余量αc适中 镍铁合金表面硬化层约0.15~0.2mm,余量太小,刀刃切削在硬化层上,刀具容易磨损,应该避免硬化层加工,但切削余量不宜过大,所以精加工余量0.5mm-0.8mm最好。
6.冷却液
镍铁合金加工最好不用含氯的冷却液,避免产生有毒物质和引起氢脆,也能防止镍铁合金高温应力腐蚀开裂。选用合成水溶性乳化液,也可自配用冷却液。切削加工时冷却液要保证充足,冷却液循环速度要快,切削液流量和压力要大,加工中心都配有专用冷却喷嘴,只要注意调整就能达到预期的效果。
二、加工中心加工镍铁合金总结
通过对镍铁合金的特性分析,解决了镍铁合金切削加工过程中存在的难题;通过编制正确、科学的加工工艺,可以降低成本,提高生产效率,得出如下结论:
1.用加工中心精加工镍铁合金,满足了零件形状复杂,高精度的要求,且可多件同时加工,提高生产效率,由原来加工一件需要一个小时缩短成十五分钟可以加工完,减少了装夹停机时间。
2.GC2025刀具材料是镍铁合金理想的加工刀具。
3.选择合理的刀具几何参数、切削参数、冷却液,可以延长切削刀具寿命,提高生产效率,由原先一把刀做两个,经过刀具改进一把刀可做二十个节约成本。
4.安排出合理科学的工艺规程和CAD/CAM的编程是提高效益、节约成本的最佳方法。
5.目前CAD/CAM的技术在不断更新,我们在软硬件操作上要赶上时代的步伐,但因此却忽略了工艺的选择的重要性。
6.对于特殊的工件必须有一套科学的有效的加工工艺方法,借助于计算机强大的功能,才是科学的、合理的、处理问题的方式。
参考文献:
[1]《金属材料与热处理》史美堂 上海科学技术出版社 1980.7
[2]《机械加工工艺基础》 孔德音 机械工业出版社2003.4
[3]《机械工人切削手册》北京第一通用机械厂 机械工业出版社2014.4
