铜圆盘浇铸机驱动减速装置拆卸和装配工艺研究
2016-11-23谢学强李志翔
谢学强,李志翔
(江西铜业集团公司贵溪冶炼厂,江西 鹰潭 335424)
铜圆盘浇铸机驱动减速装置拆卸和装配工艺研究
谢学强,李志翔
(江西铜业集团公司贵溪冶炼厂,江西 鹰潭 335424)
文章通过对倾动炉圆盘浇铸机驱动减速装置的装配过程,进行计算分析,用计算的方法指导实际拆装工艺,提高维修技能和水平,保持设备精度、性能。
圆盘浇铸机;驱动减速装置;过盈装配;热胀法装配
该铜圆盘浇铸机是我厂自行研制设计的,是铜阳极板浇铸的设备,采用周边变频传动,圆盘的外侧安装了外齿圈,齿圈与驱动减速装置的驱动轮啮合,驱动电机通过减速机和驱动轮,将动力传替给齿圈,从而带动圆盘行走(见图1)。驱动减速装置是由减速机和驱动轮过盈装配而成,该减速机是SEW某型号,其价格较贵,维修较难,若安装时损坏减速机,则会对成本和生产造成更大的影响。本文通过科学的计算方法确定驱动减速装置的装配工艺流程,指导实际检修工作。
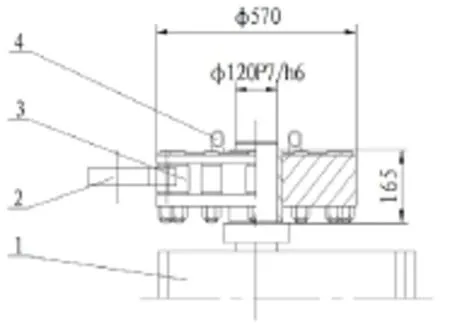
图1 圆盘驱动减速装置
1 装配理论依据
由于驱动轮与减速机是过盈装配,装配采用热胀法装配,原理如下:通过加热包容件(驱动轮),使孔直径膨胀增大到一定数值,再将配合的被包容件(减速机输出轴)自由地送入孔中。待孔冷却后,则外零件即将轴紧紧地抱住,其间产生很大的联接强度,达到压装配合的要求。装配时先用氧气乙炔火焰加热驱动轮轴孔,再用大锤敲击进入。
2 过盈量计算
图1可知驱动轮与减速机轴的配合尺寸为φ120P7/h6,为过盈配合,其孔的公差尺寸为φ120P7=,轴的公差尺寸为φ120h6=。最小过盈量为δmin=ES-ei=0.024-0.022=0.002mm。最大过盈量为δmax=EI-es=0.059-0=0.059mm。过盈量在0.002~0.059mm之间,在具体计算时取最大过盈量0.059mm。
3 加热温度计算
根据物理学中物体受热膨胀理论,孔直径为df的零件。当温度升高时,其直径膨胀的量应等于该零件材料的线胀系数ka乘以df(t1-t0)。同时考虑到热操作方便且有把握,规定加热温度应使孔的膨胀量达到实际过盈量的2~3倍。常用的加热温度计算公式是:
t=[(2~3)i/(kad)]+t0=(3×0.059/12×10-6×120)+40=163℃
式中t:加热温度(单位:℃);t0:室温(单位:℃)取40℃;I:实际过盈量(单位:mm);这里取最大过盈量计算i=δmax=0.059mm;ka:零件材料的线胀系数(单位:1/℃);取12×10-6;df:零件的孔的直径(单位:mm);由图1可知df=120mm
所以驱动轮加温要达到163℃时,才能与减速机输出轴进行装配。
4 驱动减速装置的拆卸工艺
拆卸时的压出力P0可按下公式计算;P0=(1.3~1.5)Pxi=1.5×418666=627999N
拆卸采用压出法,驱动轮取出采取液压拉马拉出,由计算知拉出力P0=64tf,选用100t力的液压拉马。拆卸工艺流程如下:①拆卸时将驱动减速装置的地脚螺栓松开,将整体吊离基础,叉运至拆卸地点;②将减速装置平躺在地面上,驱动轮面向液压拉马,将拉马的三根爪抓紧驱动轮;③开启液压拉马拔驱动轮,在拔的过程中用大锤对驱动盘四周进行向外敲打。
5 驱动减速装置的装配工艺
采用热胀法装配。由于减速机的重量较大,这里需要将加热后的驱动轮装配进减速机输出轴上,装配工艺流程如下:①用砂纸对减速机输出轴、键和驱动盘内孔进行打磨,擦拭干净,并在减速机输出轴上抹上润滑油;②减速机放置在一平整的地面上,输出轴朝上,减速机保证一定的水平;③用3根等长的钢丝绳固定住驱动盘的3个吊环(见图1)上,另一端套在行车的吊钩上,要保证驱动轮在吊装时水平;④采用热油槽加热(用150#机械油),使包容件驱动轮的加热均匀,用行车将驱动轮吊入热油槽中加热,油要淹过驱动轮,加热到163℃时就可以安装。但考虑空气冷却的原因,可加热到170℃后再进行安装,用测温枪测量好温度,加热地点必须就在减速机旁;⑤引一冷却水管对着减速机输出轴下部油封处,吊装时开冷却水,让输出轴降温,这样做是为了保护减速机输出轴处的油封;⑥温度达到后,开始用行车吊装,吊装时要保证驱动盘在装配时水平,并大锤敲击驱动轮,不能用大力敲打,怕打坏减速机的轴承和齿轮;⑦装配好后等30分钟后停输出轴冷却水。
6 结束语
实践证明,通过这种方法装配后的驱动减速装置,不但定心性好,能承受较大的轴向力、扭矩及动载荷,也能承受变载荷和冲击载荷,而且拆卸和装配时不会损伤减速机的轴封、轴承和齿轮等零部件,可资参考。
[1]成大先.机械设计手册[M].北京:化学工业出版社,2002.
[2]公差与配合过盈配合计算和选用[S].GB5371-85.
[3]陈冠国.机械设备维修[M].北京:机械工业出版社,2001.
TB302
A
1671-3818(2016)10-0097-01
谢学强(1980-),男,贵州金沙人,机械工程师,研究方向:机械设备的维护管理。
李志翔(1982-),男,江西上饶人,工程师,研究方向:冶金设备的检修和维护。
