热轧带钢跑偏原因分析及控制
2016-11-14赵安明陈小波徐细华
赵安明 陈小波 徐细华
(新余钢铁有限责任公司)
热轧带钢跑偏原因分析及控制
赵安明陈小波徐细华
(新余钢铁有限责任公司)
针对新钢热轧带钢精轧区跑偏现象,分析了热轧带钢跑偏的原因,指出了粗轧测弯大、精轧区机架间凸度比落差大,带钢对中性差及AGC下压不同步是造成跑偏的主要原因,通过优化粗轧、精轧负荷分配,加强设备维护有效的减少了精轧跑偏所造成的故障时间。
热轧带钢跑偏控制措施
0 前言
热连轧带钢生产时,精轧在轧制薄规格、硬质钢种宽轧件带钢时带钢轧制不稳定,控制不好很容易发生带钢跑偏堆钢事故。带钢跑偏给生产造成很大的危害,例如引起的堆钢事故很容易损伤辊面,造成产品的凹凸块缺陷,迫使更换轧辊;破碎残片如与轧件接触,又往往造成轧件表面辊印或轧废堆钢事故等等,从而破坏了轧制的稳定性、连续性,严重时将影响合同完成率、事故辊耗加大,增加了工序制造成本。随着新钢热轧产线每月生产薄规格批量的不断增大,跑偏轧破事故显得尤为突出,预防、减少带钢跑偏成为技术人员和操作人员的重点、难点工作。
1 热轧带钢跑偏的原因分析
带钢跑偏就是轧件在上游轧机抛钢进入下游轧机时,偏离了轧制中心线,特别是轧制中倾斜操作不当、来料侧弯楔形波动、沿宽度方向两侧相对压下率发生变化、两侧AGC压下不同步等,导致轧件两侧延伸不一,在抛钢过程中,在机架间突然失去张力的瞬间,加剧轧件偏向一侧,很容易造成轧件尾部打在入口导板上,折叠进入轧机或尾部翻转进入轧机,从而出现轧件尾部折叠、尾部破碎的现象。带钢进入轧机前跑偏在本机架和下游机架轧制过程中有自动扩大或加剧的趋势,使轧制过程失去稳定性。带钢跑偏对轧制过程稳定性的影响非常大,极易发生头部轧破或中部轧破或尾部轧破或机架间废钢等事故发生。
引起带钢在精轧机机架内跑偏的主要原因有:粗轧来料中间坯侧弯(镰刀弯、S弯)或楔形严重的轧制、机架间凸度严重不等落差过大的轧制带钢对中不好偏离轧制中心线轧制、AGC下压不同步所致的跑偏轧制。针对各种跑偏原因进行分析,可采取有效的控制方法杜绝跑偏轧破。
1.1中间坯侧弯(镰刀弯、S弯)严重
由于粗轧轧制的不稳定性总会造成不同程度的中间坯头尾镰刀弯或S弯或楔形变化(如图1所示),尤其是粗轧大的减宽量和平辊大的轧制负荷或L2级设定计算道次转换时中间坯头尾镰刀弯或S弯将是非常严重。中间坯头尾镰刀弯或S弯将使带钢在咬入F1轧机时、在精除鳞箱夹送辊抛钢时严重偏离轧制中心线,在上游机架尤其是F1和F2机架倾斜调整不到位时,这种中间坯的镰刀弯或S弯会自动遗传或自动急剧扩大,造成下游机架倾斜大幅调整方可保证两侧的相对压下延伸相等,否则操作工将无法调整到位造成带钢在下游机架跑偏。因此,中间坯的板形(楔形、侧弯等)状况对于精轧操作工控制带钢横向厚差将是致关重要的。
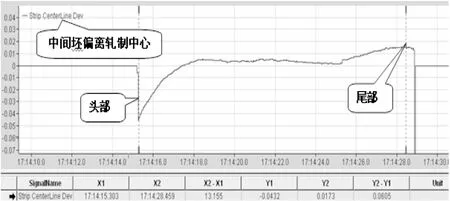
图1 中间坯跑偏(侧弯)情况
1.2机架间比例凸度严重不等落差过大的轧制
精轧轧制过程中,来料平直度良好时,机架入口与出口的带钢比例凸度相等,这是板形良好的基本条件,但是实际生产中由于诸多原因影响机架间的比例凸度总是不相等,有时存在较大的落差。由于横向钢温不匀、横向压下率不等以及带钢跑偏将引起轧辊非对称的有载辊缝形状(如图2所示),在机架间比例凸度严重不等时(尤其是成品带钢显示凸度过小或负凸度机架间出现严重中浪时),带钢在有载辊缝中存在两侧的侧向力水平分力(轴向力)差,在本机架抛钢失张后在下游机架将出现严重跑偏,可能导致带钢轧断。带钢凸度控制失调,在烫辊材、过渡材及规格转换的轧制过程中经常出现,带钢的目标凸度与机架间凸度控制没有很好的合理分配,在超过等比例凸度临界值的情况下进行薄规格轧制,而轧机辊缝倾斜调整又不合理,将导致从厚规格转换到薄规格时出现跑偏堆钢事故。
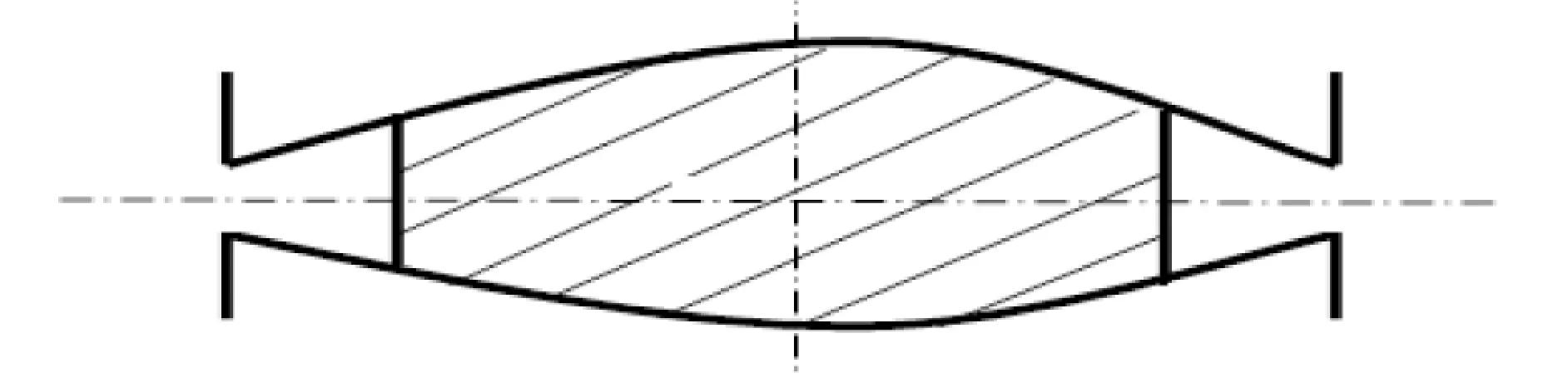
图2 非对称的有载辊缝形状
1.3带钢对中不好偏轧制中心线的轧制
带钢咬入轧辊辊缝,轧件中心线与轧制中心线总是存在偏移,如图3所示。这种偏移较小时不影响带钢正常产生,但是偏移较大时,将破坏轧制稳定性。当轧件偏离轧制中心线时轧辊两侧将存在轧制力偏差、辊缝偏差及两侧带钢的压下率偏差,如图4所示。这将引起带钢两侧的线速度差、延伸率差,由于轧制前滑、后滑的影响,在板凸度较小时带钢头部或尾部在出机架辊缝时将出现侧弯跑偏,这种头尾带钢的侧弯将在下游机架由于难以调整从而造成带钢轧破。造成这种偏离轧制中心线的轧制原因较多,有侧导板对中度较差、中间坯在精轧机前输送发生跑偏、中间坯存在较大的楔形等。
1.4AGC下压不同步所致的跑偏轧制
由于AGC缸及伺服阀等各个液压元件的特性(响应速度、响应时间等)不一样,一个机架传动侧与操作侧在AGC下压永远存在不同步性。又由于带钢轧到尾部时钢温较低、失张产生的大尾(厚度增厚、宽度增宽),本机架的轧制力AGC、前馈AGC、反馈AGC共同作用控制将使辊缝自动大幅下压方可保证本机架出口厚度精度。此时带钢将由于AGC的大幅调整必然将产生侧弯,在下游机架带钢将偏离轧制中心线,两侧的压下率将存在较大的偏差出现较大的跑偏(如图5所示),在上游机架出口带钢存在加大的横向厚差时或操作工调整不及时或调整方向反时,将出现下游机架严重轧破现象。另外,在生产硬质薄规格产品时就算将尾部AGC锁定后中间机架也将由于尾部钢温偏低出现严重跑偏轧破现象。
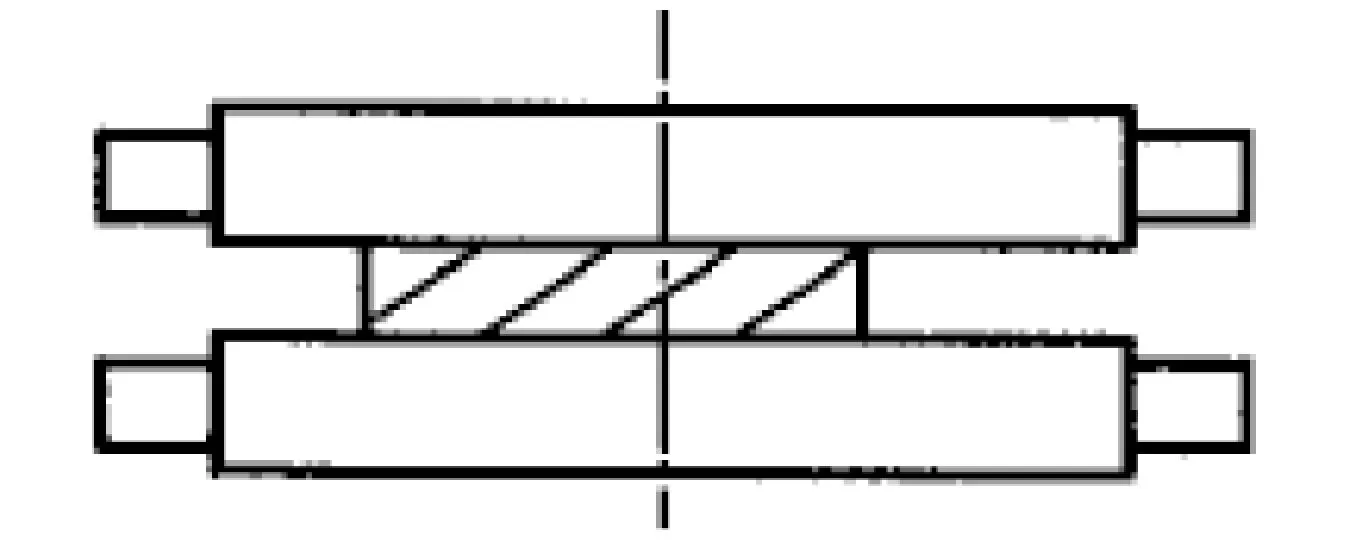
图3 轧件偏离轧制中心线
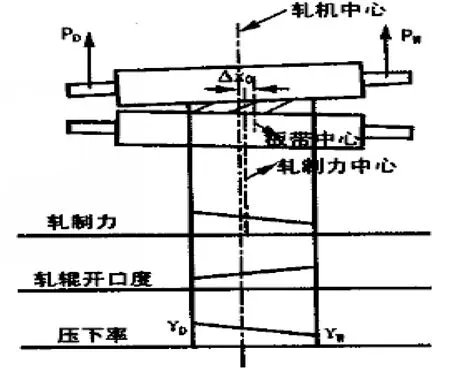
图4 带钢轧制中心线、辊缝开口度及压下率的关系
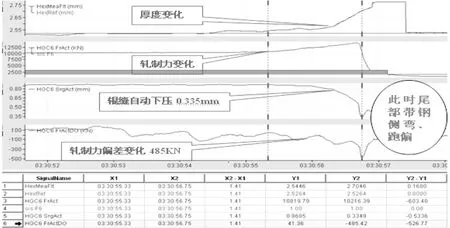
图5 AGC下压尾部带钢侧弯跑偏趋势
2 控制带钢跑偏的措施
2.1控制各机架的凸度
对于机架带钢凸度控制是否合理,首先实现精轧负荷分配呈阶梯状下降、弯辊力配置也呈阶梯状下降,然后操作工可通过观察上游机架的带钢凸度表现状态,快速调整机架的弯辊力或调整下块带钢的机架轧辊窜辊,恢复轧机的稳定,等比例控制分配来消除异常的凸度转变及楔形转变问题,尤其是在轧制规格、钢种转换时须快速进行优化调整。
对于后机架带钢凸度控制过小,在线带钢可通过系统自动控制或人工减小后机架的弯辊力进行控制,抑制带钢凸度过小在下游机架向两侧游动。
在生产硬质薄规格带钢时,机架间的CVC窜辊设定落差不能过大,尤其是在F4-F6机架避免窜辊设定向正方向设定,保证单机架的辊缝凸度不能过小,避免某机架的窜辊设定向正方向过大设定所造成的带钢向两侧游动所致的跑偏起大浪下游机架严重轧破事故的发生。
2.2及时维护设备,确保侧导板的对中性
及时检查粗轧侧导板、精轧轧机前的侧导板及精轧机架侧导板的对中度;为了防止跑偏,侧导板开口度不能设定太大。定期检查保证精轧机前的输送辊道的水平度及辊面磨损精度。
2.3防止粗轧中间坯侧弯的产生
优化粗轧平辊负荷分配,稳定规格间的轧制道次;根据检测仪表反馈的中间坯侧弯情况及时调整粗轧平辊各道次HGC倾斜。
2.4定期对监控仪表点检
对AGC伺服阀等各个液压元件的特性的检查,防止由于AGC故障导致的跑偏堆钢事故。
3 应用效果
采取上述措施后,新钢1580 mm热轧带钢生产线因跑偏堆钢事故及故障时间得到了有效控制,具体统计见表 1。

表1 故障时间统计
4 结论
对于热轧生产线,薄规格带钢轧制的稳定性直接影响产品质量和产能的正常发挥,通过对带钢跑偏成因进行分析,表明了粗轧测弯大、精轧区机架间凸度比落差大,带钢对中性差及AGC下压不同步是造成跑偏的主要原因,并制定相应的控制措施。实践表明,通过采取措施后有效得减少带钢跑偏堆钢事故的发生。
[1]陈建华,彭军明,唐彬桂.薄规格轧制稳定性分析与控制方法[J].轧钢,2014(6):57-60
[2]佟昕,刘玮,胡春.热轧薄带轧制稳定性影响因素分析[J]. 鞍钢科技,2012(4):53-55.
[3]代晓莉,赵宪明.热轧带钢侧弯的形成机理及主要影响因素的分析[J].钢铁研究,2002(6):32-36.
ANALYSIS AND IMPROVEMENT OF STRIPS DEFLECTION IN THE HOT HOLLING STEEL STRIPS
Zhao AnmingChen XiaoboXu Xihua
(Xinyu Iron and Steel Co., Ltd)
Main causes of strip deviation in the Xinyu steel′s hot rolling steel strips were analyzed. the Roughing large lateral bending,finishing stands crown ratio imbalance, large strip of neutral deviation and AGC pressure synchronization caused strip deviation. Optimizing load distribution of rough rolling and finishing rolling, strengthening equipment maintenance effectively reduce the downtime caused by the deviation.
ES hot rollingstripsthe strips deviationthe measures
明,助理工程师,江西.新余(338001),新余钢铁有限责任公司热轧厂;
2016—6—10
