分段PID在高温石墨化炉温度控制中的应用
2016-11-03薛煜骞胡祥龙
薛煜骞,胡祥龙,周 瑶
(1.石河子大学 机电学院,石河子 832000;2.湖南顶立科技有限公司,长沙 410118)
分段PID在高温石墨化炉温度控制中的应用
薛煜骞1,胡祥龙2,周 瑶2
(1.石河子大学 机电学院,石河子 832000;2.湖南顶立科技有限公司,长沙 410118)
在高温石墨化炉加热过程中,温度一般采用PID闭环控制,而实际加热过程中高温会使发热体电阻发生变化,从而影响整个炉内加热模型,所以一组PID参数无法在整个升温过程中的不同温度段都做到精确调节,分段PID针对此问题,在不同的温度段,采用不同的PID参数设定,使实际温度在整个升温过程中能精确跟随给定升温曲线,更好的满足工艺要求,提升高温石墨化炉的产品质量。
高温石墨化炉;分段PID;精确调节;升温曲线
0 引言
石墨化是指非石墨质碳经2000℃以上高温热处理,主要因物理变化转变成结构规则的石墨碳质的过程。该过程是为了改善石墨化材料的热电传导性,增加其稳定性,提高碳材料纯度、去除杂质等。高温石墨化炉长期工作在2600℃左右的高温下,整个温控系统一般采用常规PID控制,但是高温石墨化炉具有大滞后、大惯性和非线性的特点,加上高温时发热元件的电阻变化,一般PID不能取得理想的效果。因此,在普通PID控制的基础上,设计一个控制精度高,运行稳定性好的高温石墨化炉温度控制系统具有很高的应用价值。
1 PID控制技术[1]
经典的控制技术是基于被控对象的精确数学模型的控制方式,通过传递函数联系使输入和输出相关系,控制系统由于过于依赖数学模型而往往缺乏应变能力。传统控制的经典之一就是PID,其原理如图1所示。
PID控制是把设定值与实际反馈值的偏差的比例、积分和微分通过线性组合构成控制量,通过执行机构对控制对象进行控制。比例作用是提高响应速度和提高系统的调节精度。积分作用是消除系统静态误差,但是积分参数选择过大饱和会产生超调,选择过小则难以消除静态误差影响精度。微分作用是改善系统动态性能。
PID中的P、I、D参数一般通过经验设定,通过调试参数以改变控制性能。由于PID算法简单、可靠性高并且容易实现,比起多数智能算法被更广泛应用于工业过程控制当中,尤其适用于可建立精确数学模型的确定性温控系统。
2 PID算法改进
PID一般模拟控制计算如式(1)所表示:

式中:u(t)表示控制输出;e(t)为偏差值,即设定值与反馈值之差;KP是比例增益;TI,TD为控制器积分微分常数。调节KP,TI,TD使系统快速稳定达到设定值是PID算法的原理。实际计算机控制系统中,由于计算机只能识别二进制,只能把式(1)改为离散的公式表达:
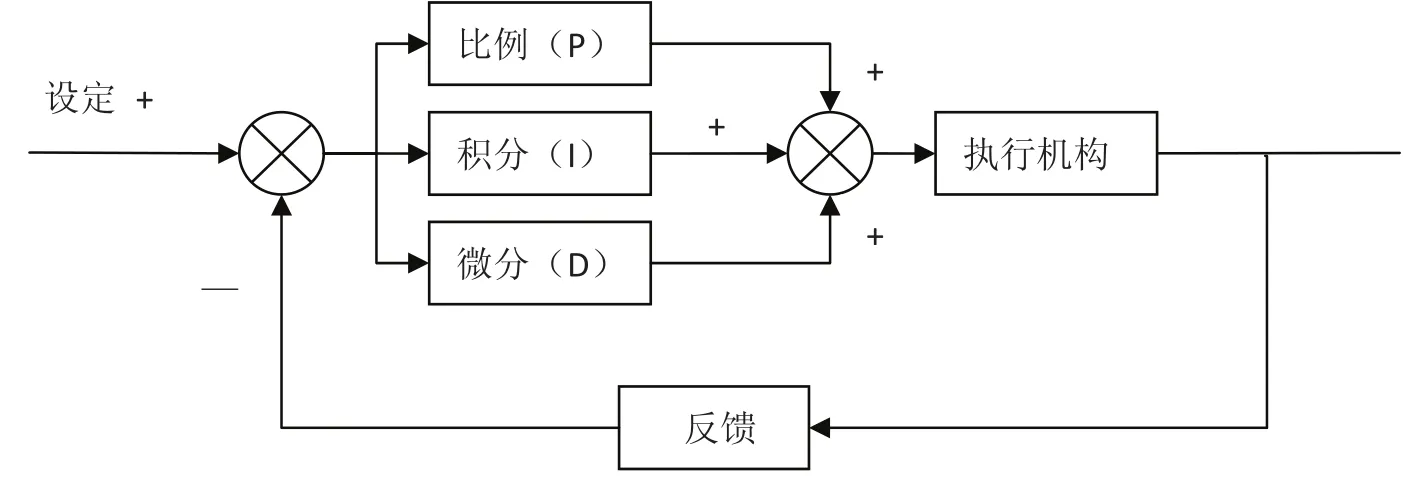
图1 PID系统原理图

其中:T为采样周期;k为第k次采样号;u(kT)为第k次采样时的离散输出值;e(k-1)T为e(k-1)次采样时刻偏差值。如果采样周期足够小,该算式能很好的逼近公式(1),使被控过程基本接近连续控制。
可简化为:

式(3)为离散化的位置式PID控制算法编程表达式[2~4]。
由式(3)可以看出,比例环节产生的控制量只与最后一次采样的偏差e(k)有关,微分环节产生的控制量只与最后两次采样的偏差e(k)和e(k-1)有关,而积分环节产生的控制量与前k次的采样偏差都有关。在开始和结束阶段,或者在调节过程中当设定值出现跳变时,就有可能使得这个积分累积项增大,产色积分饱和现

当e(k)>δ时,α=0;当e(k)≤δ时,α=1。其中δ是偏差阈值[5,6]。
通常采用试凑法来确定PID参数,P、I、D三个参数保持其中两个参数不变,调节其中的另外一个参数,观察调节的参数对系统响应的影响,反复调节,直到控制精度和响应速度都令人满意。由于PID控制是针对于某温度点进行的,所以理论上需要根据温控精度将整个温控过程分为无限多个温度段,但是段数也受到数据存储能力,实际可操作性等诸多因素影响,合理划分为几个温度段即可满足一般的控温要求,从而达到分段控温的目的。
3 在高温石墨化炉中的应用和效果
高温石墨化炉的温度控制也是以PLC,功率控制器,发热体,温度测量器件构成的一个闭环PID系统,其温度控制框图如图2所示。
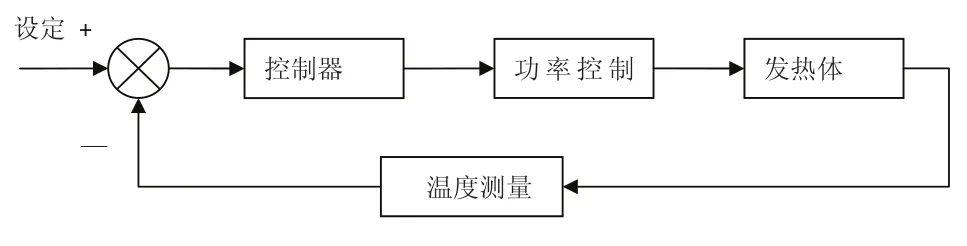
图2 高温石墨化控制系统原理图
上位机通过工艺设定界面把升温时间和目标温度设定值输入到PLC,PLC拟合一务工艺曲线,同时把整个工艺过程按时间或者温度分成若干段,不同段设置不同的PID参数,为了减小积分项产生的超调,设定温度偏差阈值,当偏差大于温度偏差阈值时,I自动设置为0,反之则保留原参数。
高温石墨化炉的工艺曲线是阶梯式上升的折线,图3为最高温为2600℃的高温石墨化炉的工艺曲线:
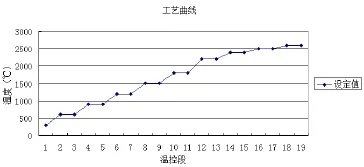
图3 高温石墨化炉工艺设定曲线图
由于在2000℃以下电阻变化较小时,分段PID效果变化不明显,即使不做分段处理,温度跟随给定的效果也较好,所以本文选取图3中15-17段工艺曲线,即2400℃-2500℃升温段和2500℃保温段曲线,常规PID的参数设置为P=10.0,I=28,D=8,分段PID参数在该温度区间内设置为P=10.5,I=25,D=7。15-17段工艺区间分段PID和不做分段处理的PID的控温曲线比较如图4所示。
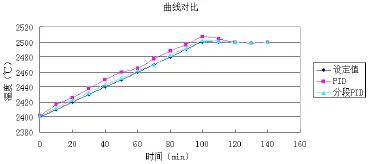
图4 分段PID和普通PID控温曲线图
从图4可以看出:与普通PID比较,该温控段中分段象,造成较大的超调甚至振荡。因此对积分项必须加以限制,有效的措施是在采样次数0-k范围内,采样偏差量大于阈值时取消积分项,采样偏差量小于阈值则保留积分项。取消积分项使用PID调节时,既保证了快速相应,又避免了超调;保留积分项使用PID调节时,保证了控制精度。
其规律为:PID具有超调小,精度高的特点,整个实际曲线跟随设定曲线的效果非常好。在温度控制系统的实际应用中,这些都是非常重要的性能指标。
4 结束语
本文通过针对高温石墨化炉温度控制的特点,结合PID控制技术,设计出了一套可行的分段PID控制系统。实践证明,与传统PID控制相比较,该控制系统具备稳定性好、控温精度高、温升曲线跟随设定工艺曲线效果好等特点,完全满足高温石墨化炉的工艺要求,改进PID技术在高温炉温度控制领域的应用。
[1] 陶永华,尹怡欣.新型PID控制及其应用[M].北京:机电工业出版社,1998:6.
[2] 魏力,郑卫东.参数自整定多模分段模糊PID控制器的设计[J].机电产品开发与创新,2005,18(6):30-31.
[3] 朱仲邃.分段积分的PID算法在温度控制系统中的应用[J].仪器仪表用户,2005,12(1):31-32.
[4] 张军,张春莹,朱熙,马昆,路彤.分段自适应PID控制器及其在航天产品真空热试验中的应用[J].航天器环境工程,2014,31(3):283-286.
[5] 李丙旺,张友照,陈文建.基于PID分段式温度控制系统[J].兵工自动化,2011,30(9):83-85.
[6] 李丙旺,张友照,陈文建.基于PID分段式温度控制系统的设计与实现[J].系统解决方案,2011,4:21-22.

2)设计变量。横向载重板在工作的时候,主要受到横向气缸的推力以及五个气动手指的重力作用,由横向载重板的应力分析可知,其应力主要分布的螺纹孔周围。为了整体的配合,企业要求不改变横向载重板的外观尺寸,因此综合考虑,可以通过减小其厚度L来实现节省材料,并将其最小厚度设置为5mm。
在SolidWorks Simulation中生成新的算例,并重复前面的步骤,优化结果显示:横向载重板的厚度从10mm变为5mm,质量从0.567kg变为0.268kg,减少了52.73%,最小安全系数为8.01。符合安全生产标准,证明此优化设计可行。图9为优化后的横向载重板的应力分析图。
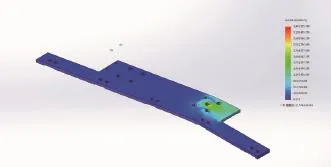
图9 优化后横向载重板应力分析图
4 结束语
本文应用SolidWorks2014三维软件对簧片自动铆接生产线的拨叉机构进行设计,同时对关键结构横向载重板进行应力分析和优化设计。仿真结果表明:螺纹孔周围部分所受应力、位移和应变都较其他部位大,满足横向载重板使用强度。在满足安全系数的前提下,对横向载重板进行优化,优化设计的结果使横向载重板的总质量大幅减轻、降低了制造成本。
参考文献:
[1] 杨靖.继电器触点自动铆接生产线的设计研究[D].上海交通大学,2012.
[2] 张志远,李琪,毕海深.基于直角坐标机器人的软袋再包装自动上料系统[J].制造业自动化,2012,34(3):11-14.
[3] 白东明,陈勇,陈振华.汽车挺柱体铜销的上料装置设计研究[J].机电工程,2014,31(9):1159-1162.
[4] 李书平.夹片冲字多工位动力传动机构设计[J].机械设计与制造,2012(10):40-42.
[5] 刘海,张俊峰,等.基于Solidworks的转向装置的设计与强度分析[J].天津农业科学,2015,21(8):34-37.
[6] 李双,李钟慎.一种簧片自动铆接机的送料拨叉装置:中国,CN205303339U[P].2016-06-08.
[7] 薛风先,胡仁喜,康士庭,等.ANSYS12.0机械与结构有限元分析从入门到精通[M].北京:机械工业出版社,2010.
[8] 陈超祥,胡其登.SolidWorks Simulation高级教程[M].北京:机械工业出版社,2013.
[9] 叶修梓,陈超祥.COSMOS基础教程:COSMOSWorks Professional[M].北京机械工业出版社,2007:56-82.
Application of segment PID in high temperature graphite furnace temperature control
XUE Yu-qian1, HU Xiang-long2, ZHOU Yao2
TP23
B
1009-0134(2016)10-0142-02
2016-08-23
薛煜骞(1994 -),男,河南汝州人,本科在读,研究方向为控制科学与工程。
