PCB层设备压盘平行度检测技术的研究与应用
2016-10-21赵振朋
赵振朋
【摘要】PCB多层板是由若干组芯板通过专用的压合设备来完成的。目前PCB行业常用的压机有二种,一种是常規层压机,另一种是真空层压机。在实际作业时,不管哪种层压机,其基本构造、功能、原理是一样的,就是通过时间、温度、压力之间的有效配合,使半固化片、树脂由B阶状态过度到C阶状态,即由半固态至液态再到固态的物理变化过程。这个过程要求树脂流动均匀,能填满所有线条、铜箔间的空区,并要求填充牢固、完整、全面,层压后板边要干净、整洁,无明显树脂溢出现象,但是由于压盘自身不平及压盘间的平行度较差,产生的不均衡外力作用使树脂流动均匀性变差,从而导到一系列树脂空洞、分层、树脂填充不足、板边树脂溢出过多等缺陷频频发生。由于压盘在机器内部,具有一定的隐蔽性,存在的问题不容易暴露出来,往往造成严重废品了,才引起工程技术及管理人员的注意,这时已经给公司造成损失。本文针对这一现象,进行深入研究与完善,比较有效的解决了这一问题。
【关键词】层压;层间对位;拉伸量;开路;短路
1、前言
PCB作为电子信息产业链中的基础组件,被誉为“电子产品之母”。跟随着中国大陆开发脚步与政策推动,PCB产业依循同样脚步进行布局,包括1994年的珠三角开发区、2000年长三角开发区、2005年环渤海开发区以及2010年中央开始推动大西部开发的西三角开发区;而台从1994年华通于惠州设立PCB厂开始,台湾PCB厂商于中国大陆也跟循大开发政策进行布局,目前主要集中在华南、华东,而从2010年开始也有台商开始进驻重庆、成都等西部城市。然而从产业发展角度,目前中国大陆西部地区由于电子制造群聚以笔记型计算机为主,PCB板供应链已陆续布局完成,但从成本与人力角度为要适度纾解沿海地区的经营压力,并考虑到设备与材料之支持,华中地区已经成为沿海厂商的重要备援基地,例如:湖北、湖南、江西等。这充分说明PCB对现在科技文明的重要性,2025智能制造更说明了政府对PCB电子行业的政策支持为PCB的发展提供了千载难逢的发展契机,广大工程技术人员要利用好这个机会,加大技术研发与投入,为企业发展与行业进步提供有力的技术支持与保障。
2、压机平面度及平行度的影响
PCB层压机的压盘是由金属制成的一种密封腔体,内部的油为热传导介质,会在热源的作用下,将热量通过外部的金属罩均匀的传递出去,金属罩不仅起到密闭油的作用,还要承较受较大的机械外力作用,压盘能将机械泵产生的机械力均匀的传递给工件,属于压合的执行机构/部件。作用力的大小、方向、均匀性受到压盘平行度、平整度的严重影响与制约。当压盘不平时,将直接对加工的产品造成影响,严重的可导致产品直接废弃。压机的压板状态对层间对位精度的影响不可忽视,由于压板长期在大载荷作用力下工作,使用压板的形位精度都发生了变化,如图15、16所示,这种状态导致层压时板材受力不均而发生错位铜,特别对于高多层生产板来说,影响是很大的,越是层数高、层间半固化片多的生产板,就容易对层间对位精度造成影响。
3、采取相应措施改善
层压机是对多层PCB进行压合的一种机械设备,该设备主要由若干组压盘组成,每个压盘内部有供油系统管路,能通过热传导方式使压盘产生一定热量。压合作业时,生产板就是在这种高温高压作用下,通过一定的时间转化完成压合任务的。层压机的每个压盘表面要求具有较高的平面度,相邻压盘之间要具有较高的平行度,这2种行位状态对产品质量会造成直接影响。但是,由于实际生产过程中,受设备结构状态的限制,一直没有较好的技术手段能进行有效检测,虽然随着科学技术的高速发展,对于压盘平速度、平行度等这种机械部件行位公差的检测已不是什么难题,特别是各种先进仪器的出现,能达到很高的检测标准,但是这种仪器一般均较贵,少则几万,多则几十万,对于实力不是很强的中小型企业而言,压力是很大的。
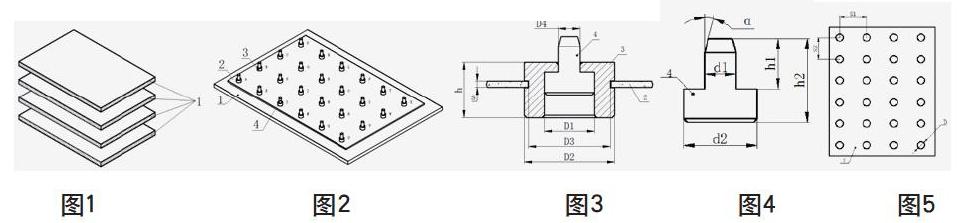
第1步,将“3”、“4”装配在一起,装配后的效果如图5所示;然后将“3”与“2”装配在一起,装配之前用游标卡尺或千分尺记录高度规的高度,每一个高度规在记录具体编号与位置;第2步,将装配了高度规的卡盘平放大压盘上,然后将上压盘缓慢下降,使上压盘与高度规刚后接触后再下降2-3mm即可;第3步,抬起上压盘,将卡盘取出,再用卡就或千分尺检测每下个高度规的高度,然后与之前的数据进行对比;第4步,每一个高度规对应的位置都是不同的,将所有高度规的前后高度差状态连在一起,就是两个面之间的状态,理想状态下,这个数值应为0,在实际生产过程中,可根据企业的产品精度自行管控。这个数值能直接影响高多层板的层间对位效果。
压盘平面度及平行度状态直接影响层压板厚均匀性及层间对位精度状态。我们通过上图所示的方法,定期(1次/3月)对压盘的平面度、平行度进行检测,方法是首先在下压盘上安放若干个铅条,长度50mm,间距50mm,按阵列方式均匀排布,然后将上压盘加压,使上下压盘与所有铅条紧密接触,并最终使铅条达到上右图所示效果,然后将压盘分开取出铅条(记录铅条位置),然后使用游标卡尺或千分尺对所有铅条的厚度进行检测记录、整理、分析,如果铅条厚度极差超过50um,就应采取相应措施进行处理(可对压盘表面进行打磨或更换),直到满足要求止,以免对产品质量造成影响。
4、结论下一步计划或方向
通过上面的这种专用检测工具,能够客观、真实、准确的检测出压盘的状态,能够及时的发现问题,能为后序的维修维护以及对设备的合理使用提供有效支持与保障。该方法同时具有操作简单、成本低、使用维修维护方便灵活的特点,是广大工程技术人员努力钻头的成果,很好的解决了长期以来一直困绕着生产及广大工程技术人员的难题。作为工程技术人员,将在以后的工作中继续发扬这种精神,以生产为中心,以市场为导向,以理论基础为平台,将更多的理论技术应用到实际生产当中。
参考文献
[1]林金堵,龚永林.『现代印制电路信息』中国印制电路年协会出版社
