核主泵转子屏蔽套热套装理论与实验研究
2016-10-21张立文聂龙飞周平镇申文飞
朱 智,张立文,聂龙飞,周平镇,申文飞
(大连理工大学,辽宁 大连,116023)
核主泵转子屏蔽套热套装理论与实验研究
朱智,张立文,聂龙飞,周平镇,申文飞
(大连理工大学,辽宁 大连,116023)
转子屏蔽套是AP1000核主泵的关键部件之一,转子屏蔽套的热套装是其制造和装配过程中最为关键的工序。文章首先对转子屏蔽套的热套装工艺进行了理论分析,指出了影响转子屏蔽套热套装的主要因素,分析了原有热套装工艺失败的原因,并针对原有热套装工艺的不足,提出了相应的改进措施。开展了转子屏蔽套热套装实验,实验结果表明,采用改进的热套装工艺,可以延长转子屏蔽套的热套装时间,降低了热套装的难度,提高了转子屏蔽套的热套装成功率。
转子屏蔽套;热套装;AP1000;核主泵
核主泵是核电站一回路系统中唯一的旋转设备,被喻为核岛的心脏,属于核安全一级设备。核主泵的制造是AP1000核电设备国产化进程中的重点,更是难点。转子屏蔽套是AP1000核主泵的关键部件之一,将其套装在转子的外表面,可以防止转子与反应堆冷却剂接触,避免转子受到冷却剂的侵蚀。因此,转子屏蔽套的制造和装配的精度及质量直接影响核主泵的正常运转[1]。
AP1000核主泵转子屏蔽套采用Hastelloy C-276合金薄板(0.381~0.70 mm厚)经过剪裁和焊接工艺制造而成,其内径为550.00~560.00 mm,直径公差为±0.076 mm,高度超过3 000.00 mm,其制造和装配难度非常大。
实际生产中,转子屏蔽套是无配合间隙装配在转子铁芯上,所以装配时需要采用热套装工艺,这是转子屏蔽套制造和装配过程中最为关键的工序。目前,有关核主泵转子屏蔽套热套装的资料较少,国外方面,美国西屋公司设计了AP600和AP1000型核主泵,泵内转子屏蔽套的热套装是利用井式热处理炉加热转子屏蔽套至热套装温度,保温一段时间,使转子屏蔽套达到热套装状态。然后,利用高速升降吊车吊装转子,快速插入到热处理炉内的转子屏蔽套内,待转子屏蔽套冷却收缩,箍在转子上,将转子和转子屏蔽套一起吊出热处理炉,完成转子屏蔽套的热套装。国内方面,相关企业多年前曾尝试对转子屏蔽套进行热套装,但是因热套装过程中转子屏蔽套过早地卡在转子上而导致热套装失败。近年来哈尔滨电机厂引进了美国西屋公司设计的AP1000核电技术,拟采用升降转子的方法进行转子屏蔽套的热套装。此外,大连理工大学有关人员[2-5]针对核主泵转子屏蔽套热套装过程中的相关问题进行了有限元模拟和实验研究。
本文首先对转子屏蔽套的热套装工艺进行了理论分析,指出了影响转子屏蔽套热套装的主要因素,分析了热套装失败的原因。针对原有热套装工艺的不足,提出了相应的改进措施,并利用自制的转子屏蔽套热套装实验平台开展转子屏蔽套的热套装实验。
1 转子屏蔽套热套装理论分析
对转子屏蔽套的热套装过程进行理论分析和有限元模拟分析,发现影响转子屏蔽套热套装的因素主要有两个方面。一方面,转子屏蔽套的制造精度对转子屏蔽套的热套装有重要的影响,热套装前要求AP1000核主泵转子屏蔽套的制造公差为±0.076 mm,经过剪裁和焊接工艺制造的转子屏蔽套难以满足热套装前的高精度要求。目前,大连理工大学的相关人员[6]针对剪裁和焊接后的转子屏蔽套难以满足热套装前的高精度要求的难点,提出了采用精密真空蠕变热胀形的方法对剪裁和焊接后的转子屏蔽套进行误差治理,实验结果表明,采用真空蠕变热胀形方法可以对焊接后的转子屏蔽套进行误差治理,使其满足热套装前的高精度要求。另一方面,在转子屏蔽套的制造精度满足要求的条件下,转子屏蔽套热套装成功与否的关键因素是转子屏蔽套的热套装时间。在热套装过程中,转子屏蔽套的冷却速度很快,所允许的热套装时间很短,实际工艺中,转子屏蔽套的热套装时间常常要控制在10 s内。在热套装过程中,如果转子下降的速度过慢,所需的热套装时间过长,转子就很可能在插入的过程中卡在转子屏蔽套内;如果转子下降的过快,在摩擦力的作用下,转子屏蔽套的表面很可能产生褶皱或撕裂,同样会导致热套装失败。为此,在原有热套装工艺的基础上,提出了有效的控温措施,对热套装过程中转子屏蔽套的表面温度进行实时监控,可以适当减缓热套装过程中转子屏蔽套温度的下降速度,延长了允许的热套装时间,避免了热套装过程中转子屏蔽套过早地箍在转子表面,确保转子屏蔽套的热套装顺利完成。
2 转子屏蔽套热套装实验平台
为了验证控温措施的有效性,需要开展转子屏蔽套的热套装实验。根据热套装的基本原理,设计并制造了转子屏蔽套热套装实验平台,如图1、表1所示。
利用上述实验平台完成转子屏蔽套的热套装实验,其具体的操作方法如下:热套装实验前,将转子屏蔽套置于加热炉内转子屏蔽套的支撑底座上,同时将转子悬于转子屏蔽套的上方,移动炉内的支撑底座使转子屏蔽套与转子对中良好,关闭炉门。打开电源,加热转子屏蔽套至热套装温度后,保温一段时间,使转子屏蔽套温度均匀。打开炉门,使转子以一定速度下降,直到转子完全插入到转子屏蔽套中。静止一段时间,待转子屏蔽套箍紧在转子表面后,将转子和转子屏蔽套吊起,移出加热炉,完成热套装。

图1 转子屏蔽套热套装实验平台Fig.1 Experimental apparatus of rotor can shrink fitting

表1 转子屏蔽套的热套装实验平台规格及技术参数Table 1 Specifications and technical parameters of the experimental apparatus of the rotor can shrink fitting
3 转子屏蔽套的热套装实验
利用上述热套装实验平台开展转子屏蔽套的热套装实验。热套装实验中,转子屏蔽套的尺寸:高度为480.00 mm,壁厚为0.50 mm,内径为553.75 mm;实验转子的尺寸:高度为510.00 mm,直径为554.10 mm。具体的热套装实验方案如表2所示,热套装实验1中,采用原有的热套装工艺,热套装时间为15 s;热套装实验2中,采用改进后的热套装工艺,热套装时间为30 s,两组实验的热套装温度均为400 ℃。
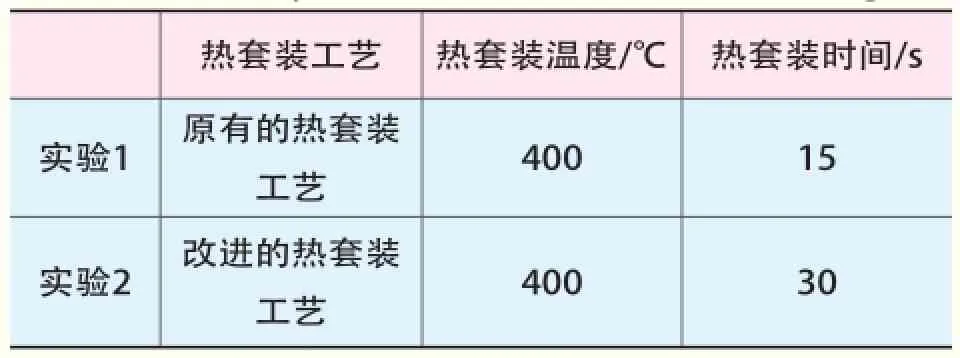
表2 热套装实验方案Table 2 Experimental scheme of shrink fitting
图2所示为热套装实验后的转子屏蔽套和转子照片。可以看出,热套装实验1,在15 s的热套装时间内,转子的下端并没有完全插入转子屏蔽套中。与热套装实验1相比,热套装实验2采用改进的热套装工艺,可以看出,虽然热套装时间延长到30 s,但转子已经完全插入转子屏蔽套中。为了探究此套改进的热套装工艺的套装极限,将热套装时间设为50 s,结果在37 s时,转子卡在转子屏蔽套内,无法继续下降,可见此套改进的热套装工艺允许的热套装时间最长为37 s。
通过对比上面的实验结果,可以看到提出的控温措施放宽了对转子屏蔽套热套装时间的限制,降低了热套装的难度,提高了转子屏蔽套的热套装成功率。

图2 热套装后的转子屏蔽套和转子Fig.2 Rotor can and rotor after the shrink fitting
4 结论
本文在对核主泵转子屏蔽套热套装工艺进行理论分析的基础上,指出了原有热套装工艺的不足,提出了相应的改进措施,开展了转子屏蔽套热套装实验。实验结果表明,采用改进的热套装工艺,转子可以完全插入到转子屏蔽套中,且改进的热套装工艺延长了转子屏蔽套所允许的热套装时间,降低了热套装的难度,提高了转子屏蔽套的热套装成功率。
致谢
本论文工作得到了国家重点基础研究发展计划(973项目)资助(2015CB057305),在此表示感谢。
[1] 关锐, 高永军. AP1000反应堆主泵屏蔽套制造工艺浅析[J]. 中国核电, 2008, 1(1): 49-53.(GUAN Rui, GAO Yong-jun. Analysis on the Manufacturing Process for AP1000 Reactor Coolant Pump Can[J]. China Nuclear Power,2008, 1(1): 49-53. )
[2] ZHU Zhi, ZHANG Li-wen, GU Sen-dong. Experimental Study on the Transient Heat Transfer between Hastelloy C-276/Narrow Air Gap/Silicon Steel[J]. Experimental Thermal and Fluid Science, 2013, 45: 221-226.
[3] ZHU Zhi, ZHANG Li-wen, WU Qin-ke, et al. Experimental Study on the Thermal Contact Conductance of Hastelloy C-276 Based on the Steady-state Heat Flux Method[J]. International Communications in Heat and Mass Transfer,2013, 41: 63-67.
[4] 朱智, 张立文, 顾森东. Hastelloy C-276合金与硅钢间的瞬态接触换热实验研究[J]. 中南大学学报(自然科学版), 2012, 43(3): 877-882.(ZHU Zhi,ZHANG Li-wen, GU Sen-dong. Experimental Study on the Transient Contact Heat Transfer between Hastelloy C-276 and Silicon Steel [J]. Journal of Central South University (Science and Technology), 2012, 43(3): 877-882. )
[5] 张立文,朱智,雷明凯,等. 一种核主泵转子屏蔽套的热套装设备[P]. 中国专利: ZL200910309886.7,2011-02-02.(ZHANG Li-wen, ZHU Zhi, LEI Mingkai, et al. A Shrink Fitting Apparatus for Reactor Coolant Pump Rotor Can[P]. Chinese Patents: ZL200910309886.7, 2011-02-02. )
[6] 张立文,朱智,雷明凯,等. 一种核主泵转子屏蔽套的真空热胀形工艺[P]. 中国专利:ZL201010141235.4,2011-08-31.(ZHANG Li-wen, ZHU Zhi, LEI Ming-kai, et al. A Vacuum Hot Bulge Forming Technique for the Reactor Coolant Pump Rotor Can[P]. Chinese Patents: ZL201010141235.4,2011-08-31. )
Theoretical and Experimental Study on Shrink Fitting of Reactor Coolant Pump Rotor Can
ZHU Zhi, ZHANG Li-wen, NIE Long-fei, ZHOU Ping-zhen, SHEN Wen-fei
(School of Material Science and Engineering, Dalian University of Technology,Dalian, Liaoning Prov. 116023, China)
Rotor can is one of the key components in AP1000 reactor coolant pump. Shrink fitting is the most important procedure during the manufacturing process and the assembling process of reactor coolant pump rotor can. Firstly,the theoretical analysis was preformed to point out major factors affecting the shrink fitting process of rotor can and analyze the unsuccessful reason of the original shrink fitting of the rotor can. Then, the disadvantages of the original shrink fitting technology were pointed out and corresponding improved measures were taken. In addition, the shrink fitting experiments were carried out. The experimental results indicate that the improved shrink fitting technology can expand the shrink fitting time, which reduces the shrink fitting difficulty and improves the success ratio of the shrink fitting of the rotor can.
rotor can; shrink fitting; AP1000; reactor coolant pump
TM623 Article character:A Article ID:1674-1617(2016)03-0286-04
TM623
A
1674-1617(2016)03-0286-04
2015-12-20
朱 智(1985—),男,辽宁铁岭人,博士,毕业于大连理工大学。从事核主泵转子屏蔽套的精密制造和装配工艺的研究工作。