PLC在火电厂锅炉吹灰程控中的应用
2016-10-11田宇宙
田宇宙
(华能苏州热电有限责任公司,江苏 苏州 215007)
PLC在火电厂锅炉吹灰程控中的应用
田宇宙
(华能苏州热电有限责任公司,江苏 苏州 215007)
介绍火电厂锅炉吹灰程控装置的系统组成和生产工艺流程, PLC加上位机控制系统的硬件构成、主要功能和控制软件的设计。
可编程序逻辑控制器;火电厂;锅炉吹灰;程控
燃煤火电厂锅炉在燃烧过程中,由于烟气中含灰量较高,容易使受热面发生沾污、积灰等情况。沾污、积灰不仅会影响受热面管壁的热传递效率,严重时还会形成结焦,结焦后将会造成受热面的寿命下降,最严重时会造成受热面的损坏。因此,在各燃煤火电厂的大型锅炉上均设有吹灰设备,定期吹扫再热器、过热器、省煤器和空气预热器等主要受热面上的积灰和结焦。锅炉全面吹灰一次后可明显提高主蒸汽温度,使排烟温度降低,在一定压力下进行吹灰,去除省煤器内壁和锅炉过热器等部位的结焦及结炭,恢复传热系数,能提高热传递效率1%左右。
火力发电厂锅炉吹灰程控装置的发展过程经历了继电器步进控制和半导体无触点步进控制。目前已进入了计算机协同可编程序逻辑控制器(PLC)控制的新时代,西门子公司生产的S7-200就属中型PLC,广泛应用于国内各电厂及工矿企业等。该PLC不但具有强大的逻辑运算、数据计算、定时、计数步进、物体料位和位移的测量等功能,而且还具有优异的算术运算、多通道的模拟量输入和输出、模拟量自动调节、高速计数等功能。在电厂的大型锅炉中需要使用多个吹灰器, 并且要求顺序操作,如果采用继电器控制锅炉吹灰器,故障率较高,维修相对比较困难,可靠性较差。而使用PLC控制,其控制灵活,易于实现,且可靠性高。
1 集中式吹灰器分布控制方式
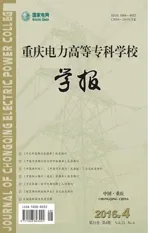
集中式吹灰器分布控制方式是指将若干个吹灰器组成1组,每组吹灰器同时共用1组正反转接触器和过载继电器。每个吹灰器又各用1个接触器和前、后行程开关,每组中的前行程开关合并为一个信号,而后行程开关合并为另一个信号,且直接输入可编程逻辑控制器。集中式吹灰器分布控制方式如图1所示。
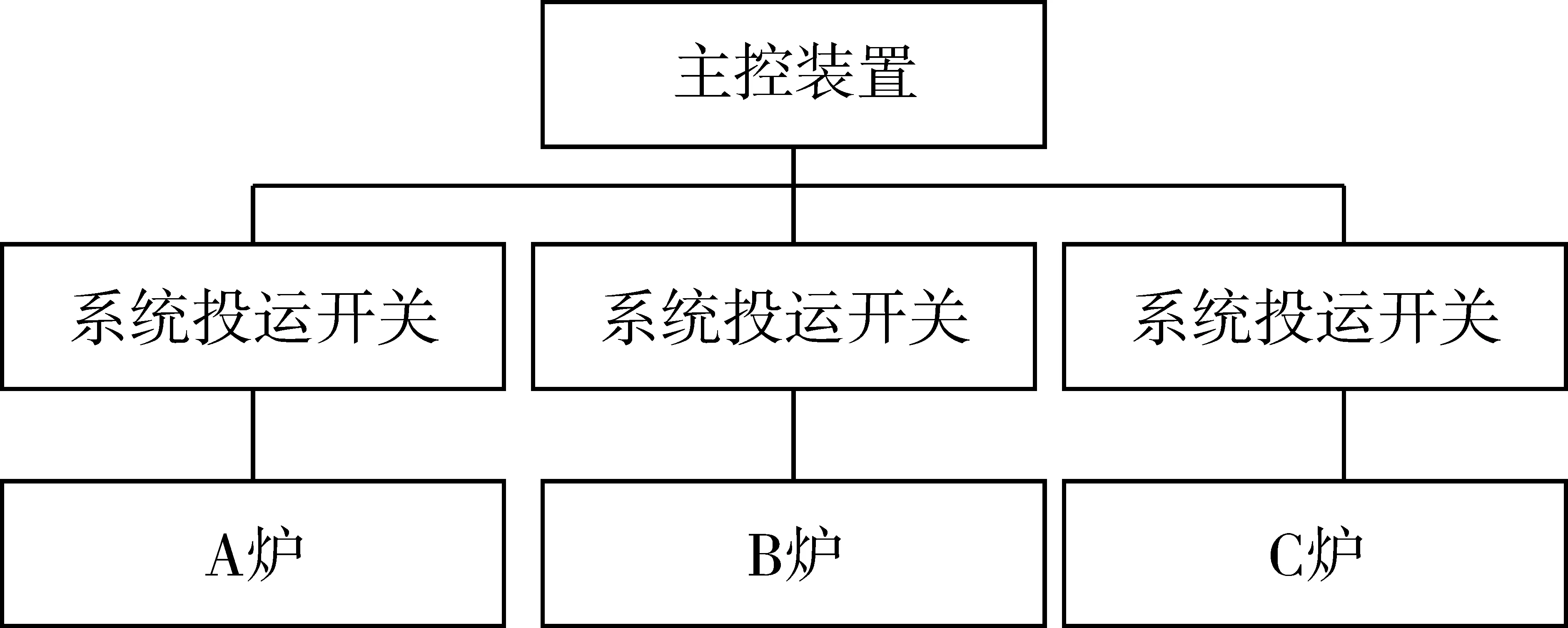
图1 集中式吹灰器分布控制方式图例
使用集中式分布控制方式可以节约多个器件,节省控制柜的大部分空间、多数卡件、多数控制电缆。但是由于每组吹灰器共同使用1对方向接触器和1个过载继电器,一旦某个接触器出现故障或过载继电器动作,就会导致整个组的吹灰器都不能工作。假如行程开关故障或信号线短路,需逐一检查。因为行程开关信号合并在一起,不容易确定某个吹灰器故障,在运行前必须保证只有一组吹灰器在运行,使工作效率受到限制。综合独立分布控制方式和集中分布控制方式的优点,可以将多台吹灰器分成若干组,并且使每组采用集中分布控制。为了在同时投运多台吹灰器时减少压力损失,把各组的母管从尽量靠近总管压力控制器站的系统母管中引出。在实际应用中一般都会将吹灰器分为左、右两侧,同时在同一侧的吹灰器共用1个前行程开关信号和1个后行程开关信号;在控制电路中又把每侧分成长吹和短吹两组,长吹和短吹的控制电动机功率不同,每组共用1对方向接触器和1个过载继电器。这样,既节省各方面的投资成本,又更加方便、灵活地进行控制,使工作效率得到大大的提高。
2 PLC控制系统
控制系统主要由终端机、可编程控制器、操作面板、电子高能点火器、气源压力变送器、管路压力传感器、管道燃气电磁阀、管道空气电磁阀、管道温控开关等组成。整套控制装置的逻辑关系如图2所示。它以控制盘为中枢,以工业可编程序器(S7-200 PLC)为核心,并接受上位机的管理,通过计算机和PLC系统对现场执行机构进行控制,可实现锅炉主控系统的联机控制和多套设备的集中控制。控制盘面直接将PLC输出的控制信号转变成为驱动电源,并且吹灰器直接接受控制,使所有执行部件进行工作。
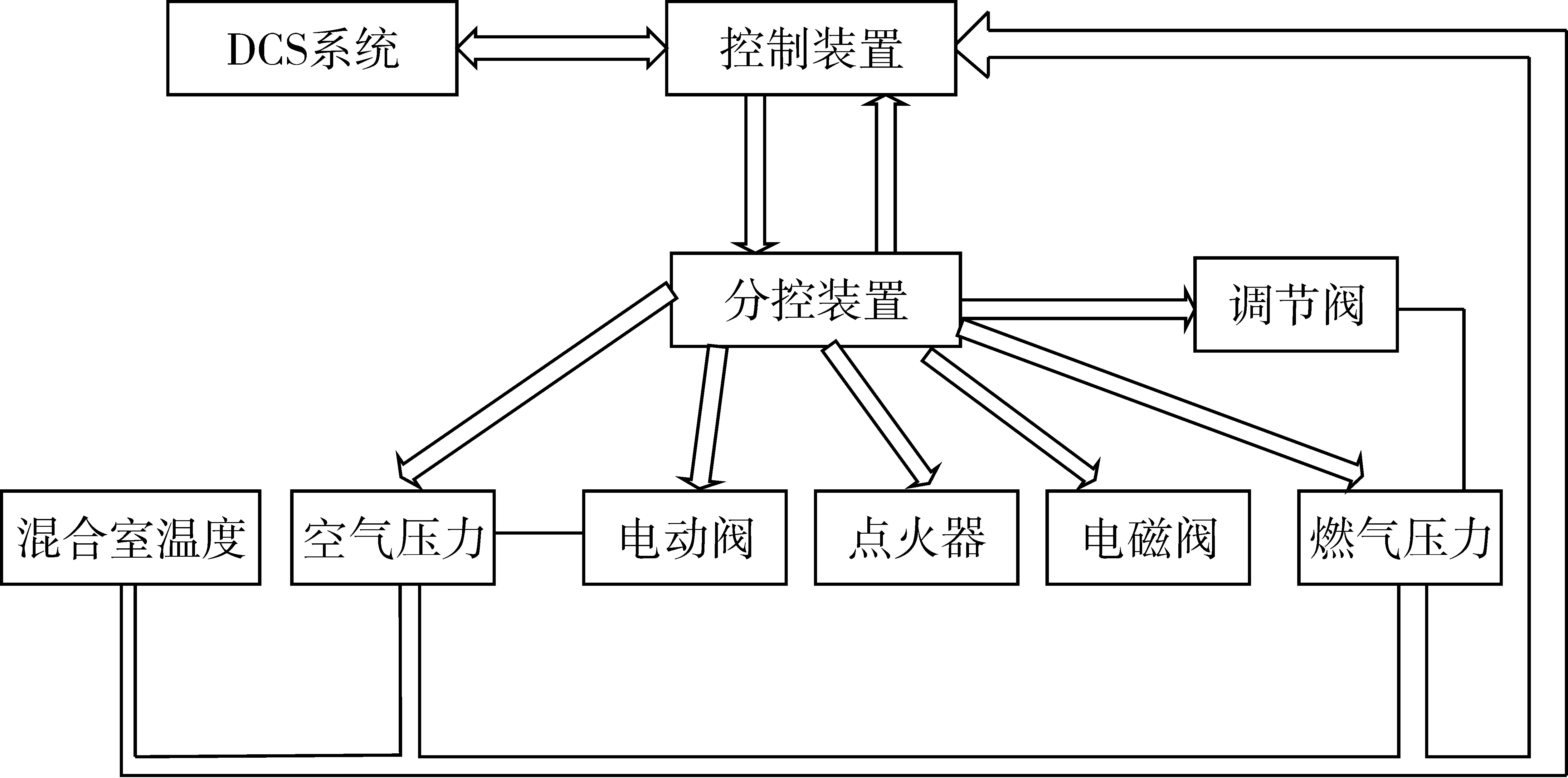
图2 控制装置逻辑关系图
3 吹灰器程序控制
PulseCAC 3.0版脉冲控制主界面具有良好的人机交互界面,根据用户的需要能够进行简单的设置,即能达到所需要的吹灰要求。它可以同时设置多层、多次的吹灰控制,也可以设置单层、单次的吹灰控制,具有简单易控、操作方便等优势。
PulseCAC 3.0版脉冲控制系统具有多个画面相互切换的功能,每个画面都有相应的吹灰信息,比如吹灰层的选择、两次吹灰的间隔时间设置、吹灰压力低报警、吹灰效果欠佳报警、综合报警等功能。状态显示界面可显示各部件的状态及系统的工作进程、气源压力等。主控系统可脱离终端机独立工作,也可接受锅炉DCS系统的控制。
1)吹扫控制
吹灰器系统上电后,一是要进行工作方式的选择,如果操作人员选择连续自动运行,系统会按出厂设置,有序启动各路的吹灰器进行吹扫,否则将会按操作人员选定值开始工作。
2)吹灰系统的自动、手动控制方式
自动工作时,先开启分配器的1#电磁阀,接通1#引发器,即1#与2#脉冲发生器的供气管路,同时将自动程序检测其燃气压力、吹扫工况、空气供应压力变化。一旦出现与设置异常情况相同的状态,立即紧急停止,并发出声、光报警信号。如果检测均正常,将开启燃气电磁阀,在设定时间内确认燃气和空气的压力变化,使混合气的比例接近给定值。若燃气的压力超出设定范围,立即停止工作,发出报警。若无报警,将按给定的频率重复开启“电磁阀—点火—关闭电磁阀”的工作过程,并全程监控混合器表面温度。一旦发现超温,自动停止系统继续工作,发出报警。与此同时,切断主要动力电源。给定的工作次数完成后,关闭1#阀,同时监测燃气和空气供应的压力变化,如果没有异常,则将顺序启动下一引发器,重复进行上述过程达成连续多层、多次工作。
控制系统同时提供手动操作运行功能,但自动控制运行具有优先权。
控制系统具有自动监控锅炉排烟温度并根据设定烟温上限自动启动吹灰的功能。
3)急停控制
根据设备及工况的情况,设置急停控制按钮。当发生紧急情况,按下按钮,设备恢复初始状态。若要再次启动设备,需要按规定的顺序进行再启动。当发生紧急情况,按下按钮,即可以达到切断电源的目的。
4)报警控制
对吹灰系统进行吹灰,要保证只有一层进行吹灰,其他各层为关闭状态。当某层或某些层在设定时间还没有达到喷吹气压或者喷吹用乙炔压力过低时,则系统报警,其指示灯不断地闪烁。
5) 吹灰器逻辑框图
吹灰器逻辑框图如图3所示。
4 结束语
火电厂锅炉吹灰装置采用微机PLC集中式分布程控,技术先进,功能齐全,使用安全可靠。它不仅节约了接触器、继电器、卡件、电缆线等器件和材料,而且还节省了装置空间,简化了控制线路,并有效地减少了故障发生率,大大提高了装置运行的可靠性。
图3 吹灰器逻辑框图
[1]邓则名.电器与可编程序控制器应用技术[M].北京:机械工业出版社,2000.
[2]高安邦,石磊.PLC自学手册[M].北京:中国电力出版社,2001.
[3]向贤兵.自动控制理论[M].北京:中国电力出版社,2001.
A Study on the Application of the PLC in the Program Control of the Soot-Blowing of the Boiler in the Thermal Power Plant
TIAN Yuzhou
(Suzhou Thermal Electricity Co., Ltd.of CHNG,Suzhou Jiangsu 215007,P.R.China)
This paper introduces the system composition and productive technology process of the program control device of the soot-blowing of the boiler of the thermal power plant.In addition,it describes the hardware composition,main functions and the design of the control software of the control system of the PLC and the upper computer.
PLC;thermal power plant;soot-blowing of the boiler;program control
2015-12-07
田宇宙(1987-),助理工程师,主要从事电厂热工检修工作。
TM621
A
1008- 8032(2016)04- 0053- 03