水轮机转轮下环精加工防变形技术
2016-09-29柏长友李潇冉
马 超,柏长友,李潇冉
(宁夏共享精密加工有限公司,宁夏 银川 750021)
水轮机转轮下环精加工防变形技术
马超,柏长友,李潇冉
(宁夏共享精密加工有限公司,宁夏银川 750021)
水轮机转轮下环的材料为马氏体不锈钢,下环是水轮机中技术含量最高,制造难度最大,制造周期最长的部件。由于下环吨位重、直径大、壁薄,在加工过程中极易变形,通过多方面的分析与确认,下环防变形的措施有装卡防变形、加工过程热应力释放放变形、吊运防变形、翻转防变形等。
下环;薄壁;防变形
水轮机是一种将水能转换为机械能的动力机械。在大多数情况下,这种机械能通过发电机转换为电能,因此水轮机是为水能利用和发电服务的。
水轮机及辅机是重要的水电设备,是水力发电行业必不可少的组成部分,是充分利用清洁可再生能源实现节能减排、减少环境污染的重要设备,其技术发展与我国水电行业的发展规模相适应。在我国电力需求的强力拉动下,我国水轮机及辅机制造行业进入快速发展期,其经济规模及技术水平都有显著提高。
随着研究的不断深入,水轮机技术在很多方面取得了较大的改革和更新,但是其基本结构和性能并没有很大的变化。大型化水轮机的研究及应用是降低基础投资和生产费用,提高劳动生产效率的重要途径,因此水轮机的大型化是水力发电业和制造业的重要发展研究课题。大型水电机组水轮机的核心部件是水轮机转轮,水轮机转轮由上冠,下环,叶片三种铸件组焊而成,为全不锈钢整体铸焊结构,是水轮机中技术含量最高,制造难度最大,制造周期最长的部件。但是水轮机的大型化也带来了一系列的问题,由于下环吨位重、直径大、壁薄,在翻件、吊运方面极易引起变形。根据此问题,研究变形原因,针对变形原因采取相应措施,提高正常加工效率。因此,只有严格控制其精加工过程中的关键技术点,才能保证零件加工质量,满足顾客终检要求,与顾客实现长期合作,提升公司信誉与竞争力。
1 总体设计方案
项目总体设计方案主要包括工艺准备、车小端序、车大端序、后序几大方面,在车序中主要包括零件的装卡方式以及零件在切削过程中的刀具及刀具参数的选择;在后序中主要包括零件的吊运等专业技术操作内容。由技术人员完成相关模型、工艺及程序的编制,通过过程控制和关键技术指导来保证产品质量。其中车大端时的装卡、加工应力释放、及吊运为水轮机下环精加工的关键点。
通过多方面的分析与确认,薄壁件变形的影响因素有:装卡导致变形;加工过程中热应力释放导致变形;吊运导致变形;翻转导致变形。
2 实施过程
2.1装卡防变形研究
常规产品装卡方法是,采用拧紧一个卡爪将工件整体推动,工件找正后,并将四个卡爪卡紧,直至卡爪不能再拧动为止。但水轮机转轮下环壁薄,按照其他常规产品装卡方法装卡时,卡压一边,对角处移动量与卡压处移动量不一致,导致将工件卡压成椭圆,半径方向变形可达1.5mm左右,远远大于±0.25公差要求。水电类产品所有的面均是加工面,在加工一些面时,是无法使用压板的,尤其是型线面,只能靠均布的四个卡爪及工件自重将工件固定在工作台上。为了解决此问题,小端面垫圆钢珠,卡压一处,工件能由滑动变成滚动,减少卡压变形,并将百分表放置到卡爪位置测量变形量,变形量不超过0.1mm。如图1所示。
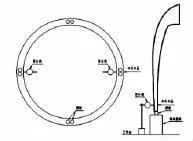
图1 水轮机转轮下环装卡
2.2加工过程中热应力释放防变形研究
加工完的平面,放置8h后,不做任何处理,应力释放,高低差为0.95mm。应力有两方面的来源:一是加工过程中产生的应力;二是热处理时未释放完的应力。针对以上两方面应力来源制定了相应措施。在精加工时必须使用切削液,型线面在还有2mm加工量时松卡爪0.5H~1H,并激振,释放加工应力。这样就可以提高加工效率。激振是用专用激振器吸附在工件上,激振器锤击工件。如做震动时效,需要将工件从机床上卸下来,这样就会存在吊运变形、二次装卡变形、二次装卡误差等一系列问题。所以在不卸工件的情况下使用激振方法,提高了效率,并保证了质量。
2.3吊运防变形研究
目前市场上最常用吊具是吊钩、吊环、吊带、起重吸盘、夹钳、货叉等。但由于水轮机转轮下环壁薄,全为加工面,而且有刃口,按照钢丝绳四点吊运方法,工件径向受力,工件径向受力后容易变形,直径越大,变形越大,而且使用吊钩或吊环容易机损;虽然使用吊带时可防止机损,但刃口容易将吊带割损伤,且工件容易变形。使用这些普通的吊具吊运工件时,要求较高的面的尺寸就会超差,从而导致再次上机床返修,造成资源的浪费。因此设计了专用吊运工装,此吊运工装将传统的柔性吊链改为刚性的吊架,将吊钩改为T型吊爪。吊爪是可拆卸的,并能在吊架上自由滑动,以适用于各种尺寸的工件吊运。通过吊架及吊爪,使工件在吊运过程中径向不受力,故能有效地防止工件变形及机损,如图2所示。
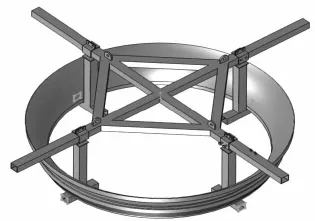
图2 专用吊运工装
2.4工艺流程防变形研究
由于水轮机转轮下环是全加工面,无吊把,翻活时用钢丝绳吊一点翻转,所以会因工件自重导致变形,以直径为4000mm的水轮机转轮下环为例,吊运翻转后,变形量可达到0.67mm。通过工艺流程优化,型线面与外侧圆弧面在一次装卡的情况下加工完成,精度要求高的型线面最后精加工,且精加工完后不再翻转,如检测、包装及发运,确保型线面尺寸在公差范围内。
2.5模拟仿真
零件的工艺全过程都是采用虚拟制造技术,利用UG、SolidWorks、CAXA、CIMCOEdit等软件相互配合、完成零件的三维建模、工艺的编写、程序的编制。
首先需要技术人员使用UG或SolidWorks等三维软件实现顾客图纸向三维模型及二维图纸的转变。然后使用CAXA编程功能实现车床的程序编制,在参数设置时考虑刀具圆角对加工轨迹的影响,合理优化进退刀方式,并将加工方式转化为机床能识别的代码。利用中间数据库将已经生成的工艺文件和程序文件传输至现场,操作工即可直接应用。
3 推广应用前景
通过现场实时跟踪,对现场水轮机转轮下环从吊运、翻转、找平、找正,再到粗加工、精加工,对整个过程进行质量控制,有效减少了质量问题数,保证加工质量符合顾客终检要求,目前此流程已经在现场得到了广泛的推广和应用。这种加工及吊运方法准确、可靠,加工后检测结果表明此种关键过程技术的研发与控制可以满足顾客图纸要求,有效保证工件质量。前期所做的技术积淀将为更大型的零件加工提供更好的技术指导。
[1] 吴现龙,邵抗振,李桐,李克锐.大型薄壁不锈钢水轮机下环的铸造工艺研究[J].铸造技术,2012.
[2] 李凤玉,李祖良.基于数值模拟改善下环类铸件椭圆度工艺研究[J].金属加工:热加工,2007.
[3] 王珏,王秀生,张杰.水电站转轮下环的铸造生产实践[J].铸造设备与工艺,2014.
[4] 刁乃松,龚汝长.水电站转轮超大型铸件研制[J].中国铸造装备与技术,2007.
[5] 李有堂,赵玉侠,韦尧兵.虚拟现实技术及其在机械工程中的应用[D].机械,2001,(5).
TG245
