不溶性阳极镀锡时两种镀锡量不均情况的探讨
2016-09-22陈远洪张诚乔培培高群超郭亚荣
陈远洪*,张诚,乔培培,高群超,郭亚荣
(河钢集团衡水板业有限公司,河北 衡水 053000)
【经验交流】
不溶性阳极镀锡时两种镀锡量不均情况的探讨
陈远洪*,张诚,乔培培,高群超,郭亚荣
(河钢集团衡水板业有限公司,河北 衡水 053000)
焊接质量差而造成的板型不良,或原本基板头尾板型较差,均可导致降速焊接段镀锡量偏低。而不溶性阳极板安装不当易导致全宽方向镀锡量不均匀。前一种情况可根据带钢运行速率对电镀电流进行补偿,后一种情况则建议每次停机维修时检查阳极板的安装情况。
电镀锡;不溶性阳极;镀锡量;均匀性;电流补偿
First-author's address: Hesteel Group Hengshui Steel Sheets Co., Ltd., Hengshui 053000, China
高速电镀锡线生产工艺使用的是不溶性阳极技术,产品主要用途为食品罐、饮料罐、气雾罐等,此类用途的罐身铁都需要经过制罐高速焊接工序,镀锡量的均匀性直接影响焊接的质量。
为保证通卷最低点镀锡量或同一宽度范围内最低点镀锡量符合标准要求,必须提高电镀电流,但已符合标准部分的镀锡量将过大,锡耗增多,导致镀锡成本增加,且通卷及全宽方向镀锡量均匀性较差。
本文针对在实际生产过程中遇到的两种镀锡量不均的情况,分析其原因,并提出相应的措施。
1 通卷镀锡量不均的解决方法
高速镀锡电镀工艺段速率可达350 m/min以上,因为是连续生产,切换卷时在入口段需进行焊接作业,焊接时速率将下降到250 m/min左右。焊接质量差而造成的入口段板型不良,或原本基板头尾板型较差,均可导致降速焊接段镀锡量偏低。
例如:生产规格为0.23×900×C(即厚度0.23 mm、宽度900 mm的卷板),镀锡量为2.8/2.8 g/m2(即正反两面均为2.8 g/m2),在不同生产速率下设置电镀参数不变,镀锡后在焊缝处按GB/T 2520-2008《冷轧电镀锡钢板及钢带》规定的位置(见图1)取样,检测板宽方向C、Z、Q三点的镀锡量,检测结果见表1。由表1可知,在同一钢卷不同生产速率下取样检测镀锡量,降速后焊缝处的镀锡量比其他位置偏低。因焊缝前后镀锡量较低,故对低速部分适当补偿电镀电流,用理论电流乘以一个系数得实际电镀电流,这个系数称为电镀补偿系数。电镀补偿系数等于1时不作补偿,系数大于1为正向补偿(即镀锡量增加),系数小于1为逆向补偿(即镀锡量降低)。
设定电镀电流补偿系数为1.0,按速率不同,设置镀锡量参数相同的情况下,检测C、Z、Q三点的镀锡量,取平均值,平行测试2次,结果如图2所示。

图1 试样取样位置Figure 1 Sampling positions

表1 不同带钢运行速率下检测的镀锡量Table 1 Tin coating weight of galvanized steel strips produced at different running rates
可见,在各工艺条件及电镀电流补偿系数均不变的情况下,速率对镀锡量的影响可忽略不计。
为解决焊接前后板型不良造成的镀锡量偏低,拟对低速焊接时的电镀电流进行补偿,方案见图3。
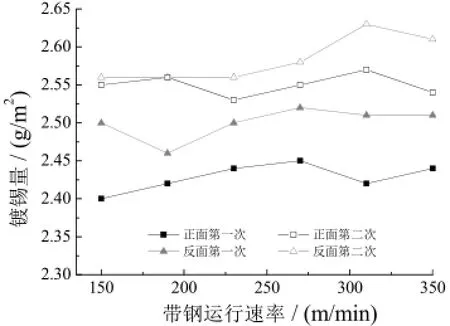
图2 不同带钢运行速率下的平均镀锡量Figure 2 Average tin coating weight of galvanized steel strips produced at different running rates
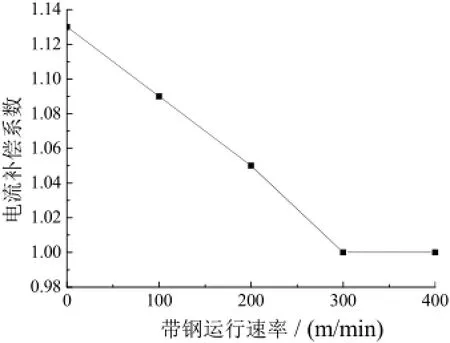
图3 不同带钢运行速率下的电流补偿系数Figure 3 Current compensation coefficients for different running rates of steel strip
在镀锡线使用新调整的电流补偿系数后,头尾镀锡量检测符合标准。按镀锡量设定参数不变,在不同生产速率下取样检测镀锡量,结果见表2。可见低速与高速下的镀锡量基本接近,保证了通卷镀锡量的均匀性。

表2 对电镀电流进行补偿后不同带钢运行速率下的镀锡量Table 2 Tin coating weights of galvanized steel strips produced at different running rates after compensation of tinning current
2 正面C侧单点镀锡量低的解决方法
如图4所示,把镀锡板在全宽方向上从操作侧(即C侧)连续冲样到驱动侧(即Q侧),并依序测试镀锡量。取样点从C侧起依次编号为1至15。镀锡量标准为2.8/2.8 g/m2和5.6/2.8 g/m2的2块样板的检测结果见表3。从检测分析可知,正面C侧最边部镀锡量偏低。
在不同生产速率下设置电镀参数不变,镀锡量为2.8/2.8 g/m2,检测C侧最边部一点镀锡量,并与该速率下C、Z、Q三点平均镀锡量进行对比,结果见表4。

图4 连续冲样的镀锡板Figure 4 Galvanized steel sheet after continuous sampling by punching

表3 2种镀锡量标准所得样板的全宽方向各取样点的镀锡量Table 3 Tin coating weight of the sampling positions along the width direction for two galvanized steel sheets with different tincoating weight requirements

表4 不同带钢运行速率下全宽方向边缘镀锡量与平均镀锡量Table 4 Tin coating weight at the edge of width and average tin coating weight for galvanized steel strips produced at differentrunning rates
从上述数据可分析出,全宽方向C侧最边部的镀锡量偏低,速率高于310 m/min时更明显。
分析造成该点镀锡量偏低的原因,并制定相应措施进行解决:
(1) 推测是电镀液中游离的Sn2+分布不均造成的,因此把电镀循环泵从2台增加为3台,加大循环槽液流速,使电镀液分布更加均匀。
(2) 推测为电镀段张力波动所造成,因此增加电镀段各辊系的粗糙度,使摩擦力更大,降低该段的张力波动。
(3) 推测为电镀段边缘罩不良,因此更换了新的边缘罩。
(4) 推测为电镀液中Sn2+浓度偏低,因此提高溶锡的吹氧量,使Sn2+浓度达到工艺范围的上限。
(5) 推测为电镀段压辊的位置偏高,使铁皮在电镀槽的两端与阳极板的距离不一,因此将压辊位置调低。
(6) 推测为电镀沉没辊辊系不正,辊有凸度所造成的,因此把沉没辊改为平辊,并调整了安装精度。
上述工作完成后,检测C侧边部镀锡量,偏低情况未见明显改善。
在后续生产时跟踪发现,生产镀锡量为1.1/1.1 g/m2时,高速之下若只使用了12个道次的阳极板当中的前9个,不会有C侧边部镀锡量偏低现象;生产镀锡量为2.8/2.8 g/m2时,在速率较低的情况下只使用前9个道次的阳极板,同样无C侧边部镀锡量偏低现象。
于是做如下实验:高速生产镀锡量为1.1/1.1 g/m2的板材和低速生产镀锡量为2.8/2.8 g/m2的板材时,停用前3道阳极板,使用后3道阳极板,检测C侧边部镀锡量,结果均偏低,与高速生产镀锡量为2.8/2.8 g/m2的板材时使用了最后3道阳极板的情况一致。遂判定后3道阳极板有异常。
检查发现后3道阳极板中有一块阳极板安装角度不正,C侧离铁皮距离远于Q侧。取出该阳极板,发现Q侧因离铁皮较近,表面已被破坏,有大量划伤(见图5)。

图5 损坏的阳极板表面Figure 5 Surface of damaged anode
更换该阳极板后,C侧镀锡量偏低的情况得到彻底解决。
3 结语
根据速率给定电镀电流的补偿系数,可使卷与卷间焊接时造成板型不良或基板本身头尾板型不良所导致的镀锡量比正常部分偏低的问题得以解决。
鉴于电镀阳极板安装不当极易导致全宽方向镀锡量不均匀,建议每次停机维修时将电镀阳极板安装情况作为必检项目,以保障镀锡的均匀性。
[ 编辑:温靖邦 ]
Discussion on two situations of non-uniform tin coating weight when tinning with insoluble anode
CHEN Yuan-hong*, ZHANG Cheng, QIAO Pei-pei, GAO Qun-chao, GUO Ya-rong
The unevenness of black plate itself or caused by poor welding may lead to insufficient tin coating weight during welding section with reduced running rate of steel strip. The improper installation of insoluble anodes may result in non-uniformity of tin coating weight along the width direction. For the first situation, compensation of tinning current is necessary according to the running rate of steel strip. For the second one, inspection of the installation of anodes during each shutdown maintenance is recommended.
tin electroplating; insoluble anode; tin coating weight; uniformity; current compensation
TQ153.13
A
1004 - 227X (2016) 08 - 0415 - 04
2015-09-16
2016-02-18
陈远洪(1972-),男,四川自贡人,大专,研究方向为镀锡产品工艺、质量管控。
作者联系方式:(E-mail) 1075325941@qq.com。
