自升式钻井平台桩腿窗户板超窄间隙热丝TIG焊接工艺研究
2016-09-16王兆荣赵德龙汪兴隆张华军
王兆荣, 赵德龙,2, 汪兴隆,2, 张华军,2, 包 孔,2
(1.上海振华重工(集团)股份有限公司, 上海 200125;2.上海海工装备高效智能焊接技术研究中心, 上海 200125)
自升式钻井平台桩腿窗户板超窄间隙热丝TIG焊接工艺研究
王兆荣1, 赵德龙1,2, 汪兴隆1,2, 张华军1,2, 包孔1,2
(1.上海振华重工(集团)股份有限公司, 上海 200125;2.上海海工装备高效智能焊接技术研究中心, 上海 200125)
桩腿是自升式海洋石油钻井平台的关键构件,其焊接质量将会直接影响大型海洋钢结构的安全稳定性能。桩腿窗户板的焊接属于高强钢大厚板焊接,焊接难度大、效率低,为此本文提出一种采用超窄间隙热丝TIG焊接方法实现桩腿窗户板的高效、高质量焊接制作。与传统焊接工艺SMAW相比,采用新工艺可提高窗户板焊接质量及生产效率,缩短生产周期,降低劳动强度,改善生产环境,具有广泛的应用前景。
自升式钻井平台桩腿窗户板超窄间隙高强钢热丝TIG焊接工艺
0 前言
随着全球能源危机的日趋加剧,世界各国都不断加大对海洋能源的勘探与开发,带动了海洋能源工程装备制造业的蓬勃发展。自升式钻井平台是海洋能源开采的重要装备之一,其中焊接制造是平台建造的关键。2008年,我公司提出“二次创业”,开始向海工装备市场进军。目前已完成91.44 m自升式钻井平台的制造,并有多台121.92 m自升式钻井平台正在建造中。由于钻井平台的建造要求高,尤其是焊接制造难度很大,许多关键焊接技术急需攻关和研究。
桩腿是自升式海洋石油钻井平台的关键构件,其焊接质量将会直接影响安全稳定性能。桩腿的焊接制造属于高强钢(Q690级)大厚板焊接范畴(其中121.92 m自升式钻井平台桩腿窗户板厚度为82.55 mm),焊接制造难度大,生产效率低。传统工艺采用手工焊条电弧焊方法进行焊接制造,焊前需进行预热,采用多层多道焊接,产品稳定性差,返修率高,焊接周期长,劳动强度大,生产环境恶劣,生产现场如图1所示。为此,本文提出一种采用超窄间隙热丝TIG焊接的方法实现桩腿窗户板的高效焊接制作[1-5]。

图1 窗户板焊接生产现场
1 坡口设计及装配尺寸要求
为实现窗户板全位置热丝TIG高效焊接制作,窗户板焊接采用超窄间隙形式坡口和专用超窄间隙热丝TIG焊枪进行。考虑到焊接过程中会产生焊接变形及坡口收缩,为防止焊接过程中坡口变成葫芦形,即坡口根部间隙大于坡口表面间隙,造成焊接无法进行,设计坡口表面间隙比坡口根部间隙大2~4 mm左右,同时避免了坡口表面间隙与根部间隙尺寸相差过大,焊接效率低的问题。在进行衬垫板装配时,应当严格控制装配间隙尺寸,装配间隙越大,打底焊接时越容易产生侧壁根部熔合不良,打底焊接时的难度也越大。因此,在进行衬垫板与窗户板母材装配时,要求间隙尺寸小于2.0 mm。在装配完成之后,坡口根部间隙为10~12 mm,坡口表面间隙为12~14 mm,垫板与窗户板母0材装配间隙不大于2.0 mm。通过测量现场装配试件,可以满足此装配要求。窗户板结构形式如图2所示,传统坡口截面形式与超窄间隙坡口截面形式如图3和图4所示。
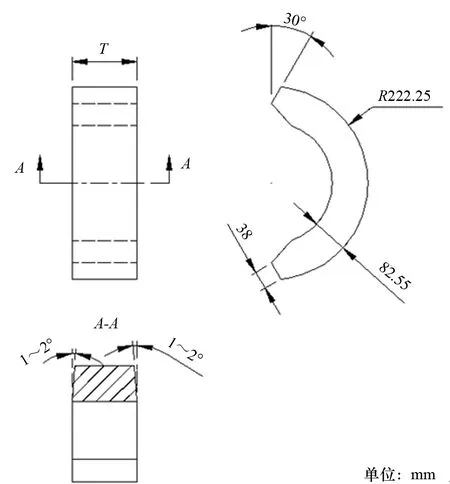
图2 窗户板结构形式
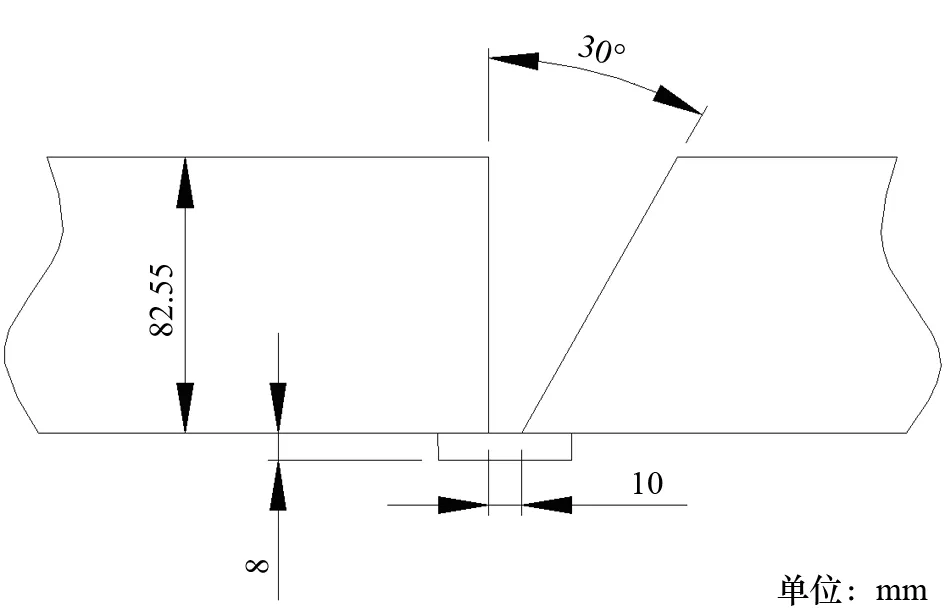
图3 传统坡口截面形式
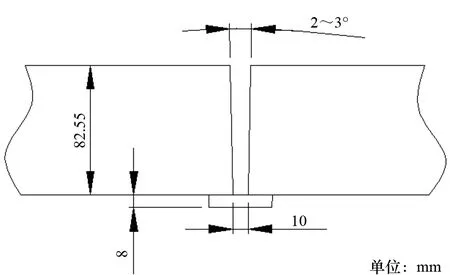
图4 超窄间隙坡口截面形式
采用超窄间隙形式坡口可以降低金属填充量。以121.92 m钻井平台桩腿窗户板焊接为例,传统窗户板对接采用单边30°的坡口形式进行焊接,焊接一条焊缝的金属填充量为10.679 kg,焊接时间大约需要18 h;而采用超窄间隙坡口形式进行焊接的金属填充量为3.882 kg。
1.2焊接工艺研究
窗户板超窄间隙焊接采用的是Q690级高强钢,焊接过程中冷裂和淬硬倾向严重。为了避免焊接过程中产生冷裂和淬硬组织,焊前需进行125℃~175℃预热。焊接过程中,由于试板厚度大、TIG热输入低,当层间温度低于125℃时,应当及时补充预热,使层温处于125℃~175℃范围内。焊丝采用直径φ为1.2 mm的TIG专用焊丝,送丝速度为850~1 000 mm/min。采用99.99%的Ar作为保护气体,钨极尖端与母材间距2~3 mm, 每层填充约2 mm,填充盖面完毕后,加热至280℃保温两小时,然后缓冷。
在进行打底焊接时,以下因素会增大打底焊接的操作难度:(1)由于焊接采用超窄间隙坡口形式,坡口根部宽度为10~12 mm,焊枪宽度为8 mm,可调整空间非常小,使实际观察和调整难度增大。(2)窗户板热丝采用TIG全位置焊接,但是该焊接方法有一定的局限性,如钨极尖端与母材距离要求高(2~3 mm)、焊接填充量小、热输入低,使得打底焊接往往会出现侧壁熔合不良、焊缝区组织淬硬、焊道不连续、焊缝成形差等焊接缺陷,增大了打底焊接的难度。(3) 实际坡口加工状况以及现场装配状态也会增大打底焊接的操作难度。(4) 由于窗户板焊接属于高强钢焊接,焊接过程中如产生预热不足或热输入过低等情况,极易产生焊接裂纹以及淬硬组织等焊接问题,因此对焊接工艺提出了很高的要求。
在进行窗户板全位置热丝TIG打底焊接时,由于钨极尖端与母材距离近且范围小(2~3 mm),并且TIG焊接方法热输入低,使得单道焊接时熔敷金属量少,而且在进行试板装配时,衬垫板与窗户板母材之间存在1~2 mm的间隙,采用传统焊接方法进行打底焊接时,往往会产生侧壁熔合不良的现象,焊缝成形截面示意图及现场焊接形貌如图5和图6所示。
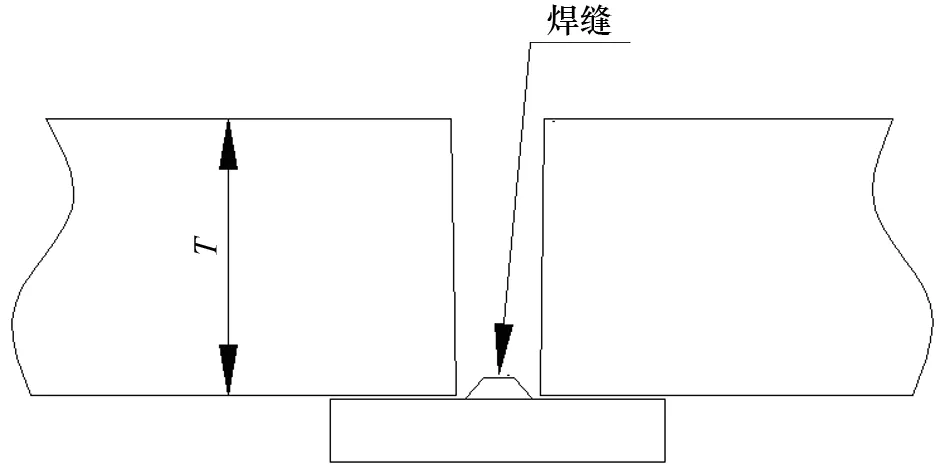
图5 传统打底焊焊缝成形截面

图6 传统打底焊缝形貌(侧壁根部融合不良)
为提高打底焊接质量与焊接效率,对打底焊接工艺进行了优化设计。改进后的打底焊接工艺共分三步进行。第一步首先进行焊道一侧(左侧或右侧)根部焊接,焊接完成后,焊道截面形状如图7所示。第二步进行焊道另一侧(右侧或左侧)根部焊接,焊接完成后,焊道截面形状如图8所示。从试验效果可以发现,焊接完成后焊缝成形效果不佳,会影响后续焊接质量,产生焊接缺陷。第三步,为使打底焊道表面成形变成微凹形,对已焊接两侧焊道进行TIG不填丝焊道修形,修形之后的焊缝形貌变成微凹形,有利于实现后续高质量填充。
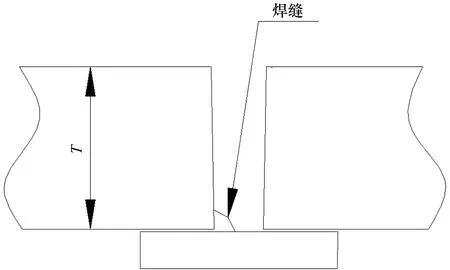
图7 为左侧根部焊接完成后焊道截面示意图
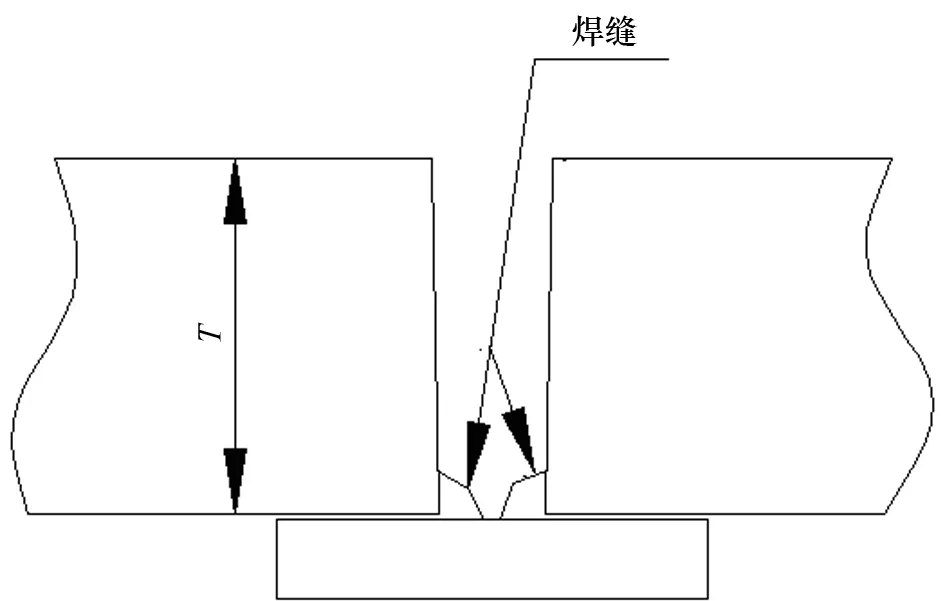
图8 为右侧根部焊接完成后焊道截面示意图
在进行单侧打底焊接时,焊枪往待焊侧进行偏移,焊接过程钨极不摆动,焊接电流为160~180 A,电压为10~12 V,从而实现两侧壁根部熔合良好,完成两侧焊道的焊接。焊接完成后,对已焊接两侧焊道进行TIG不填丝焊道修形,使打底焊道表面成形变成微凹形,继而进行焊道填充。
在进行焊道修形和焊道填充时,焊枪位于坡口中间位置,钨极摇动,摇动角度为60°(左侧-30°,右侧30°),根据装配后焊缝间隙也可做相应调整。钨极行走路径如图9所示,电流采用矩形脉冲电流,中间过渡位置采用基值电流160~180 A,两侧熔融位置采用峰值电流240~260 A,焊接电压为10~14 V,焊道填充时送丝速度为850~1 000 mm/min。打底焊缝形貌如图10所示。
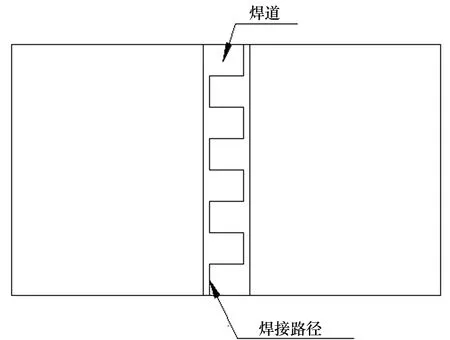
图9 电弧行走路径

图10 焊道修形之后的焊缝形貌
2 试验结果与分析
2.1无损探伤结果
试板焊接完毕后,对焊接接头进行宏观检查,焊缝外观成形良好,无裂纹、咬边、气孔等缺陷,如图11所示。试板经100%超声波探伤合格。

图11 窗户板焊接接头
2.2力学性能检测
焊接接头机械性能试样按AWS D 1.1:2010钢结构焊接规范规定进行取样及力学性能试验,缩减断面拉伸试验数据如表1所示,由表1可知焊接接头的拉伸强度均符合要求。冲击试验数据如表2所示,焊缝接头在低温-40℃的冲击功均满足不低于69 J的要求,且低温韧性非常好。弯曲试验结果均合格(弯曲角度180°,压头直径63.5 mm),弯曲试验反映出焊接接头的熔合良好。
上述数据表明采用超窄间隙热丝TIG焊接方法的工艺参数是合理的,所选用的焊接材料与母材匹配良好,能够满足桩腿窗户板焊接性能的要求。
3 结论
本文主要对自升式钻井平台桩腿窗户板超窄间隙热丝TIG焊接新工艺进行研究,得到研究结论如下。
(1) 采用超窄间隙热丝TIG焊接新工艺可以实现窗户板对接填充量减少64%,效率提高1倍以上;焊接时间需要大约9 h。焊接填充量相当于原来的36%,焊接效率提升1倍以上。
(2) 采用一种新型的超窄间隙热丝TIG焊接窗户板全位置高效打底焊接的新技术,可以有效地解决传统打底方法焊道成型不良的问题。
(3) 采用的此种焊接新工艺评定试验各项性能达标,焊接接头综合机械性能良好,为后续桩腿自动化焊接生产奠定了基础。
[][]
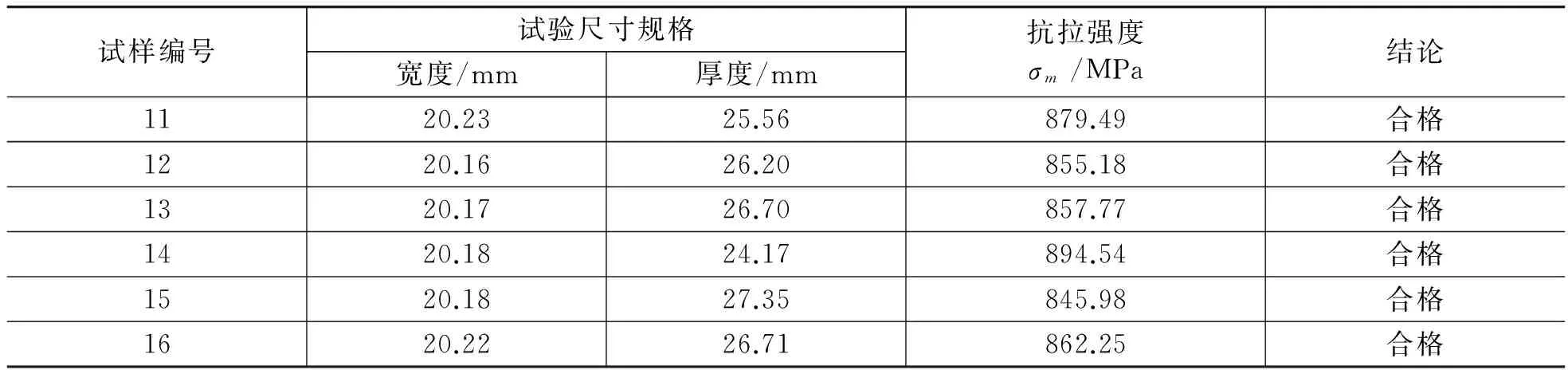
表1 焊接接头拉伸试验结果
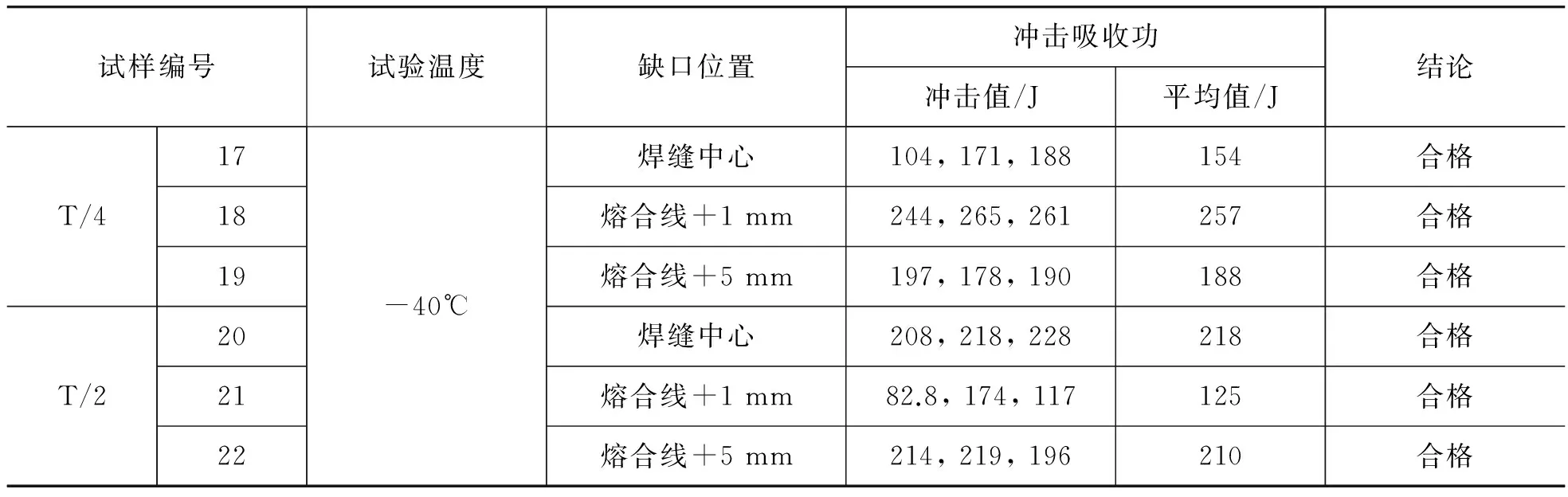
表2 焊接接头拉伸试验结果
[1]宋立新, 潘志明. 自升式钻井船桩腿齿条板焊接工艺研究[C]//全国钢结构学术年会论文集.2010.
[2]汪张棠, 赵建亭. 自升式钻井平台在我国海洋油气勘探开发中的应用和发展[J]. 船舶, 2008(1):10-15.
[3]李宁, 窦磊, 李娜. Q690高强板焊接工艺评定[J]. 科学时代月刊, 2010(7):87-88.
[4]张虹, 张炜星, 方晨. 调质型高强钢Q690中厚板的研制开发[J]. 热加工工艺,2010,39(12):57-58.
[5]李亚江, 蒋庆磊, 暴一品,等. 焊接热输入对Q690高强钢热影响区组织和韧性的影响[J]. 中国科技论文在线,2011, 6(2):98-102.
Study on the Ultra Narrow Gap Welding Processing of Hot Filament TIG for Leg Window Board of Jack-up Drilling Platform
WANG Zhao-rong1, ZHAO De-long1,2, WANG Xing-long1,2,ZHANG Hua-jun1,2, BAO Kong1,2
(1.Shanghai Zhenhua Heavy Industries Co.,Ltd., Shanghai 200125, China;2. Shanghai Engineering Research Center of Marine Equipment Intelligent Welding,Shanghai 200125, China)
Pile leg is the key component of the Jack-up offshore drilling platform,and its welding quality has a strong impact on the safety and stability of offshore steel structure. Considering the difficulty and low efficiency of the existing welding process of pile leg window piece,a new ultra narrow gap hot wire TIG welding process is developed to improve the quality and efficiency of its welded joint. Compared with conventional weld process SMAW,this new promising welding process can effectively enhance productivity, reduce the labor intensity and improve production environment.
Offshore drilling platformWindow pieceUltra narrow gapHigh strength steelHot wire TIGWelding process
王兆荣(1975-),男,高级工程师,从事船舶及海洋工程装备制造研究。
P75
A
