10 000TEU集装箱船精细化辅助作业设计及应用研究
2016-09-16马晓平王炬成
张 磊, 马晓平, 王炬成
(1.江苏现代造船技术有限公司, 江苏 镇江 212003; 2.江苏科技大学, 江苏 镇江 212003)
10 000TEU集装箱船精细化辅助作业设计及应用研究
张磊1, 马晓平2, 王炬成2
(1.江苏现代造船技术有限公司, 江苏 镇江 212003; 2.江苏科技大学, 江苏 镇江 212003)
船舶辅助作业是指在船舶施工建造过程中,应用于施工工艺和生产安全上所需要的作业,它一般不体现在船舶产品本身,而只发生在船舶建造过程之中,例如密性试验作业、脚手架施工作业、起运作业、合拢支撑作业与临时孔道作业。本文依据现代造船模式和精益造船的要求,分析了船舶生产过程中的主要辅助作业内容,提出了现代造船模式下的船舶辅助作业体系的初步构想,并以10 000TEU集装箱船为研究载体,开展了精细化船舶辅助作业的策划、设计和实施工作。研究结果表明,船舶辅助作业的设计与应用能够将已有的技术积累和科技研究成果转化为生产力,积极采用先进设计技术和先进工艺装备,优化施工工艺,实现安全、清洁、规范生产,确保质量、降低成本、提高社会和经济效益。
10 000TEU集装箱船现代造船模式精益造船精细化设计辅助作业
0 引言
我国造船企业起步较晚,船舶设计和制造技术的运用一直停留在较低水平,尤其在生产过程中,建造计划管理水平低下、工艺装备落后、设计方案不够细致,致使我国造船企业的规模难以扩大、效率难以提高和经济效益难以发展。随着近几年船舶生产设计技术的引进、消化与吸收,国内主要船舶企业与日韩先进船企的差距已经缩小到10~15年,如何进一步缩小差距是国内船舶产业界和学界共同关心的问题[1]。
本研究以船舶辅助作业这一视角作为切入点,结合现代造船模式和精益造船的具体要求,初步构建船舶辅助作业设计体系,并对10 000TEU集装箱船的辅助作业进行精细化的策划、设计与实施。填补了国内船舶辅助作业的相关技术空白,为船舶企业建立辅助作业体系提供了宝贵的参考依据和理论借鉴。为缩短船舶建造周期、规范船舶施工工艺、提高船舶产品质量和创造安全施工环境提供有力的保障,具有重要的工程意义。
1 精细化船舶辅助作业内容研究
1.1船舶辅助作业设计方式
现代造船模式本质上是把造船作为一个系统工程,应用最科学的方法,在时间和空间上,对企业各种生产要素实现最佳配置和优化,达到消耗少、速度快的建造船舶目的,提高企业竞争力。因而,建立现代造船模式要通过解决设计、生产、采购以及体制、机制、劳动组织等一系列相互配合和协调的问题,在动态的、发展的过程中不断寻求最佳状态[2],这就要求船舶辅助作业设计遵循以下原则:
(1) 贯彻按区域设计的设计原则;
(2) 贯彻以中间产品为导向的设计原则;
(3) 贯彻设计、工艺、管理一体化的设计原则;
(4) 贯彻壳舾涂一体化的设计原则;
(5) 贯彻生产技术准备与各设计阶段相互结合的设计原则。
1.2船舶辅助作业设计体系
任一生产过程均可分为:有效生产作业、辅助作业和生产管理三大部分[3]。船舶建造过程中的辅助作业主要分为生产辅助、检验辅助、起重运输辅助三个部分,每个部分都由专项辅助作业技术作为支撑,船舶辅助作业的设计内容与专项辅助作业技术对应,其设计体系如图1所示。
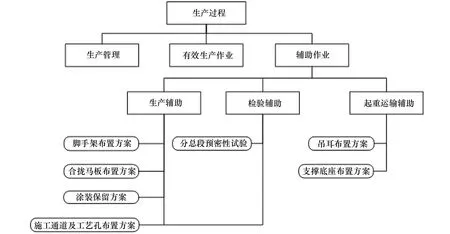
图1 船舶辅助作业设计体系图
2 精细化船舶辅助作业设计及应用
本研究以Y船厂承建的10 000TEU集装箱船为研究对象,该船为远洋单机、单桨、方艉、球艏集装箱船,总长约337 m,垂线间长320 m,型宽48.2 m,型深27.2 m,设计吃水13.0 m,服务航速约为25.1 kn,沿船长方向共划分为23个环段359个普通分段,56个甲板舱口盖分段和40个绑扎桥分段。10 000TEU集装箱船具有主尺度大,分段和舱室多,结构复杂等特点,基于该船开展精细化船舶辅助作业设计及应用研究,具备较好的经济效益和工程示范价值。
2.1脚手架的设计与应用
结合目前国内的设计与施工实际情况,船用脚手架可以粗略分为扣件式钢管脚手架和工装式脚手架。由于暂不具备船用脚手架的相关技术标准,扣件式钢管脚手架的节点形式、材料规格、布置方式、承载能力等标准完全引自于建筑行业的工艺标准,这难免会造成不适应、不匹配的问题。工装式脚手架兴起于上世纪70年代的日本船舶工业,这种脚手架采用的是一系列的工装零件装配而成,具有结构轻便、通用性强等特点。
为了减少10 000TEU集装箱船在建造过程中的脚手架搭设工作量,按照分段、总段、船坞的作业阶段划分,开展了扣件式脚手架和装配式脚手架的综合布置方案设计,并以三维模型的形式示意,实现了脚手架布置与舾装布置的协调。通过现场脚手架的实际搭设,与布置方案基本吻合。图2为货舱双层底分段脚手架形式对比图,图3为底部总段脚手架布置方案示意图,图4为货舱、艉部和机舱区域船坞阶段的脚手架布置示意图。
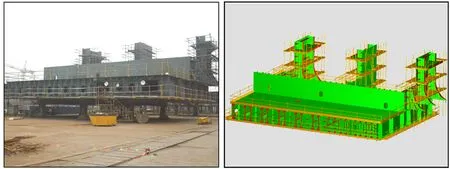
图2 货舱双层底分段脚手架形式对比图
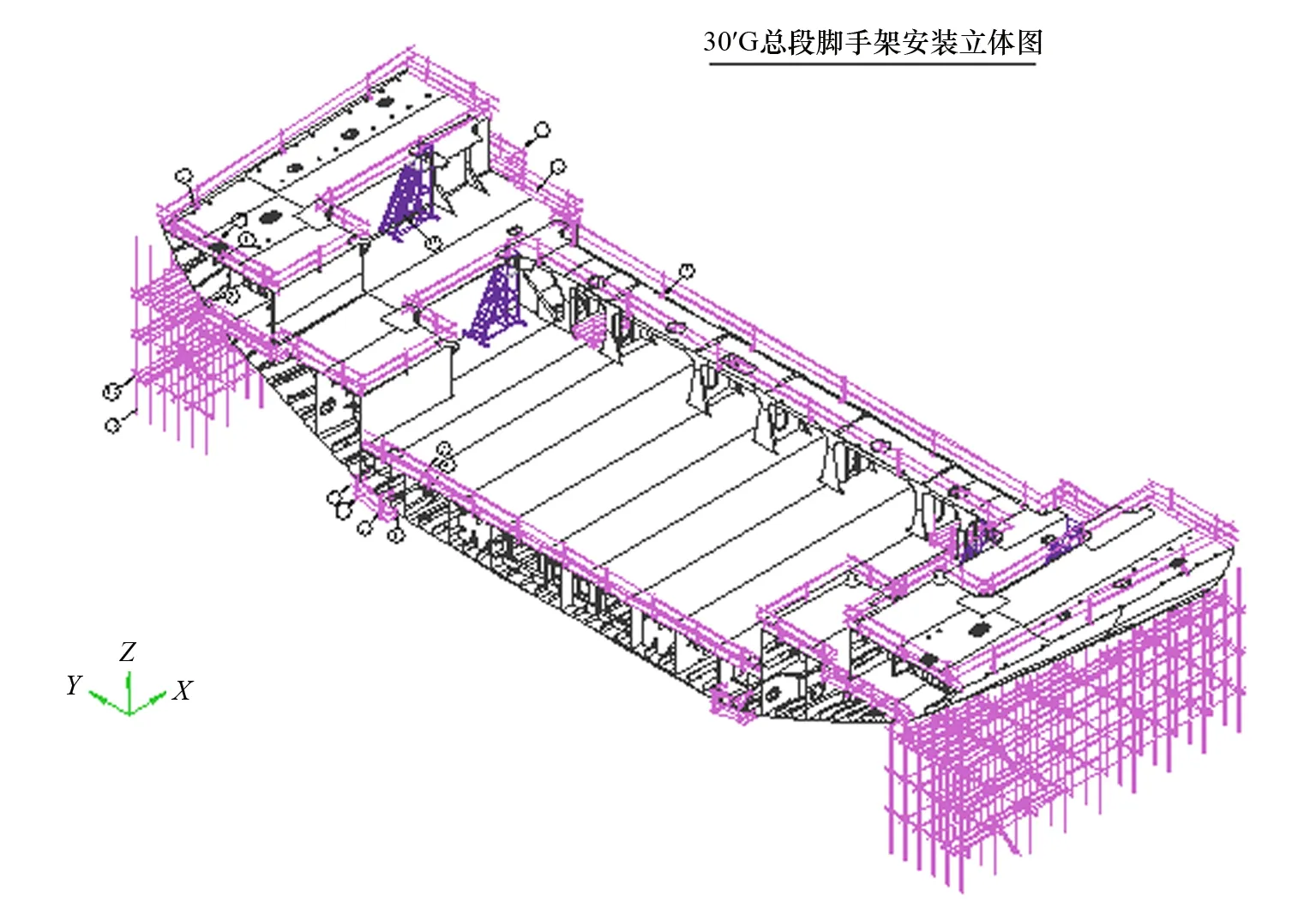
图3 底部总段脚手架布置方案示意图
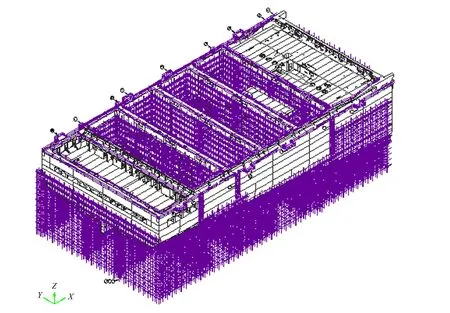
图4 货舱、艉部和机舱区域船坞阶段的脚手架布置示意图
2.2合拢马板的设计与应用
在合拢过程中,为提高搭载定位的效率,保证分段与分段之间、分段与总段、总段与总段之间的合拢精度要求,一般需设置导向马板,花篮螺丝眼板和合拢马板对合拢间隙进行控制,以便后续的定位、合拢、焊接工作的顺利进行。合拢马板分为三种形式:导向马板、花篮螺丝眼板以及强力马板。导向马板用于搭载分段的快速初步定位;花篮螺丝眼板用于搭载分段之间相对位置的精确定位;强力马板由于其尺寸较大,一般用于搭载分段的强力构件连接,以迅速实现搭载分段之间的刚性固定,为快速脱钩提供基础,三种合拢马板的形式和装配节点示意图如图5所示。
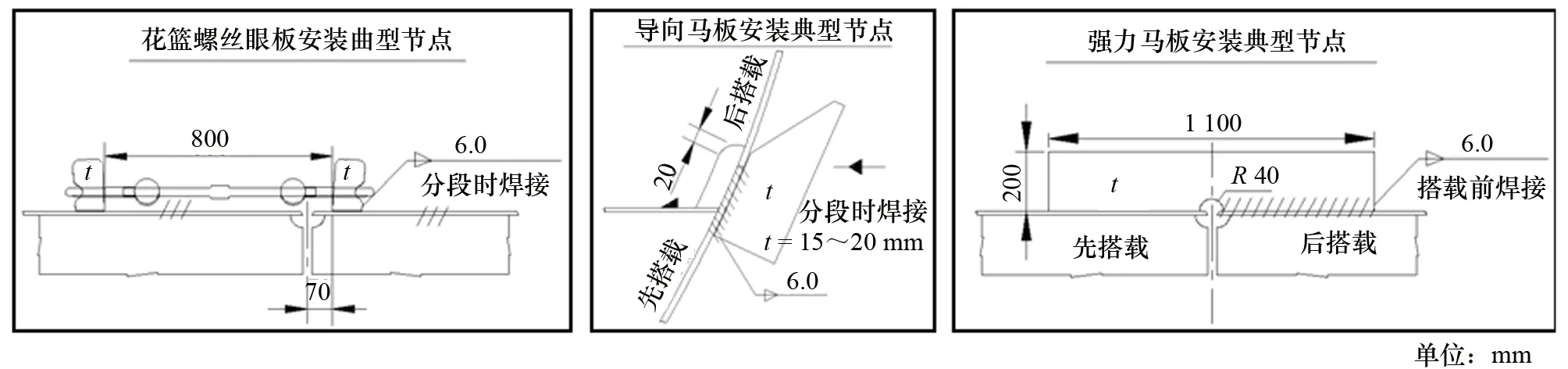
图5 三种合拢马板的形式和装配节点示意图
2.3涂装保留的设计与应用
涂装保留是为了避免焊接时油漆释放出的有毒气体对施工人员的身体造成伤害,同时为了避免焊接时由于油漆产生的杂质对焊接质量造成不利的影响,对分段在总组或搭载阶段的相应区域范围内不做涂装的施工方法[4]。涂装保留技术实际上是一种对涂层的主动防护技术,它不仅仅适用于压载舱,还适用于船舶其他涂装位置。通过涂装保留技术的应用,对在装配、搭载、割除等施工阶段有可能造成涂层破损的区域提前贴胶带进行保护,待相应施工作业结束后,再对涂装保留区域实施打磨、补涂,明显缩小了补涂的范围,显著提高了涂装的有效率。
涂装保留的设计主要体现在以下几个方面:(1) 对合线的涂装保留设计;(2) 分段合拢缝的涂装保留设计;(3) 密性焊缝的涂装保留设计;(4) 马板、眼板、支撑底座的涂装保留设计;(5)设备底座的涂装保留设计;(6) 标记区域的涂装保留设计。
据统计,10 000TEU集装箱船的船体结构涂装面积约为425 696 m2(不含甲板舱口盖和绑扎桥),有效涂装保留面积达到11 703 m2,占比2.75%(见表1),极大地节省了现场油漆打磨的工作量。
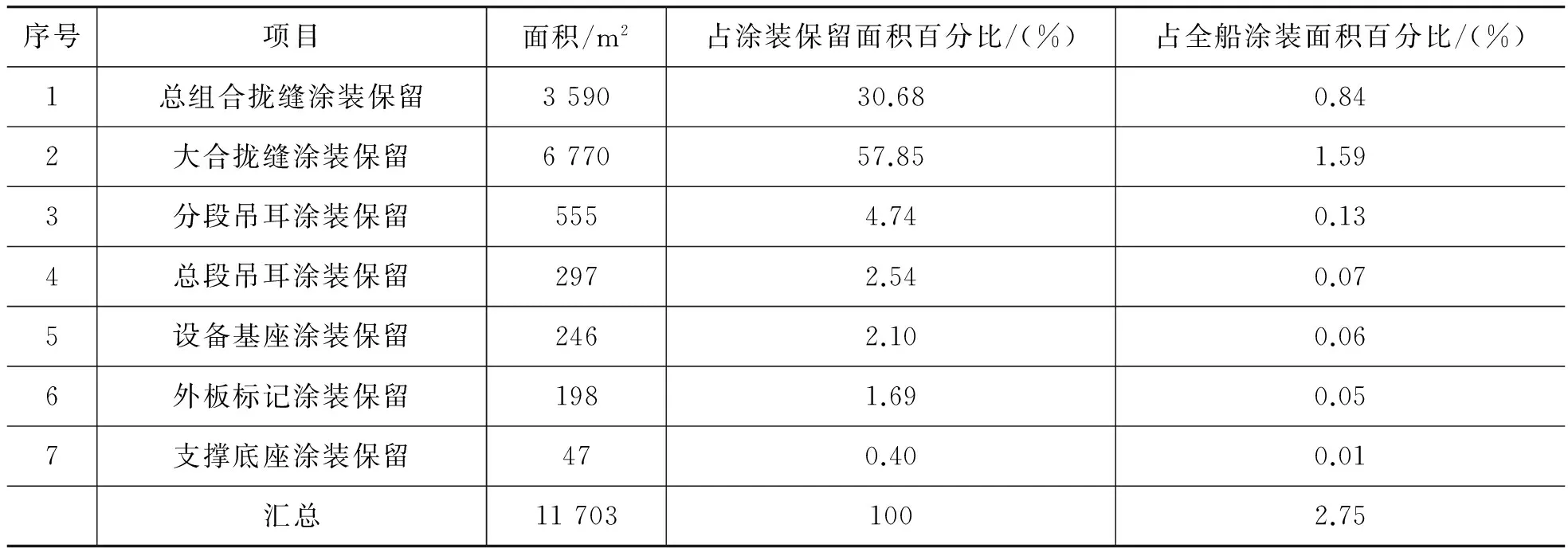
表1 10 000TEU集装箱船涂装保留面积统计表
2.4施工通道及工艺孔的设计与应用
随着船厂产品大型化的发展趋势,船舶主尺度相比以往已经有了明显的增长,舱室数量也相应增加。为了施工环境的改善、建造周期的缩短、生产成本的降低和建造质量的保证,有必要在船体结构上开始一系列临时性的工艺孔,用于人员施工、紧急逃生和通风[5]。
施工通道和工艺孔的设计是船舶建造过程中不可或缺的工艺技术措施, 10 000TEU集装箱船在设计阶段,综合考虑各方面的因素,策划了全船作业通道和工艺孔的布置方案,设置施工通道和应急逃生通道,划定施工人员的作业区域。现场施工时,在作业通道的路径上设置警示标示,并铺设三防布,在引导施工人员施工的同时,有力地控制了对完工涂层的破损。图6为合拢区域的作业通道设计与应用情况。
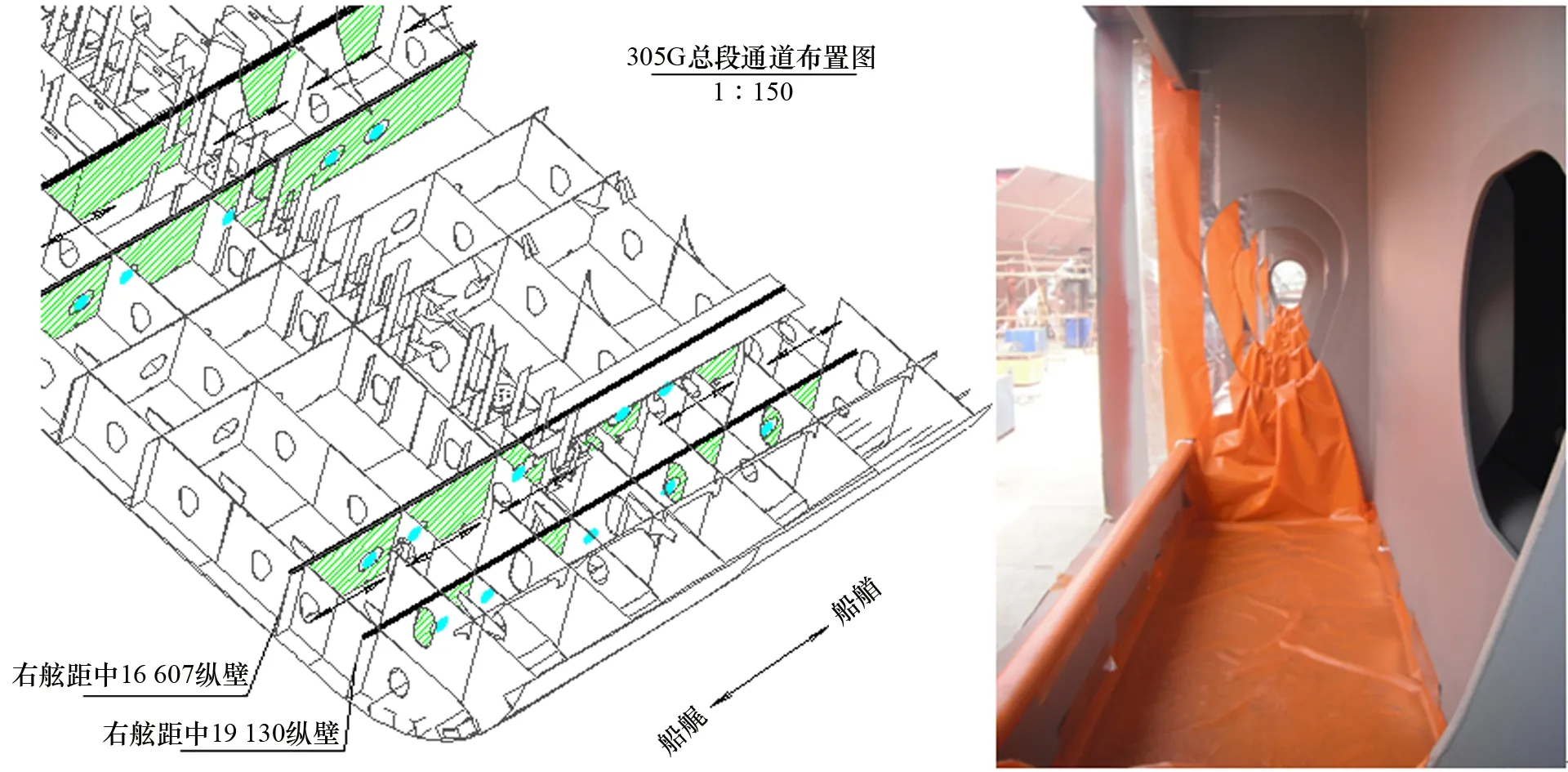
图6 合拢区域的作业通道设计与应用
2.5分(总)段焊缝预密性试验的设计与应用
船体焊缝密性试验是通过检查外板、甲板、平台板、横舱壁等水密舱壁的焊缝有无渗漏现象,以保证船舶在使用周期内的航行安全,此外,船体焊缝密性试验还能够起到分析焊接缺陷产生原因、改进焊接方案和配合船体强度试验的作用。当船体某一区域内的装配、焊接、火工矫正等工作完全结束后,便需要对船体相应区域的焊缝进行密性试验[6]。密性试验的方式一般有舱室充气密性试验、抽真空试验、着色试验等,但这些密性试验方式的试验周期长,对舱室结构的整体涂装效果影响大,对试验条件的要求高,且往往只能保证焊缝的单侧气密合格,密性试验工作存在一定的局限性。
角焊缝密性试验是指向角焊缝内部注入压缩空气,确保角焊缝内部的压力达到规定的压强和持续时间的要求,然后在被检验的角焊缝表面喷涂肥皂水等检验液,检查焊缝表面有无气泡产生,进而检查焊缝密性的方法。角焊缝密性试验通过后,再对其进行涂装,节省了后续大量的脚手架搭设、拆除、焊缝打磨和焊缝补涂工作,提高了中间产品的完整性,为缩短后续各阶段的生产周期创造了有力条件。分(总)段角焊缝充气预密性试验不仅满足工序前移的要求,还显著降低了船台密性试验的工作量,缩短了船台周期,优化了密性试验作业环境,将高空封闭作业变成平地敞开作业,且密性试验方法简单可靠,极大地提高了工作效率,降低了密性试验成本[9]。
在设计阶段,依据《全船结构密性试验图》的要求,对图中所有需要做渗漏试验的舱室,都需要根据分段或总段的结构形式,选取合适的预密性试验方案,分别完成分段和总段阶段的预密性设计,绘制《分段预密性图》和《总段密性图》,标示出分(总)段中密性焊缝的位置,注明每条密性角焊缝采用的密性试验方法、实施密性试验的阶段,并对每条密性角焊缝进行编号,编制分段密性试验表,详见图7。
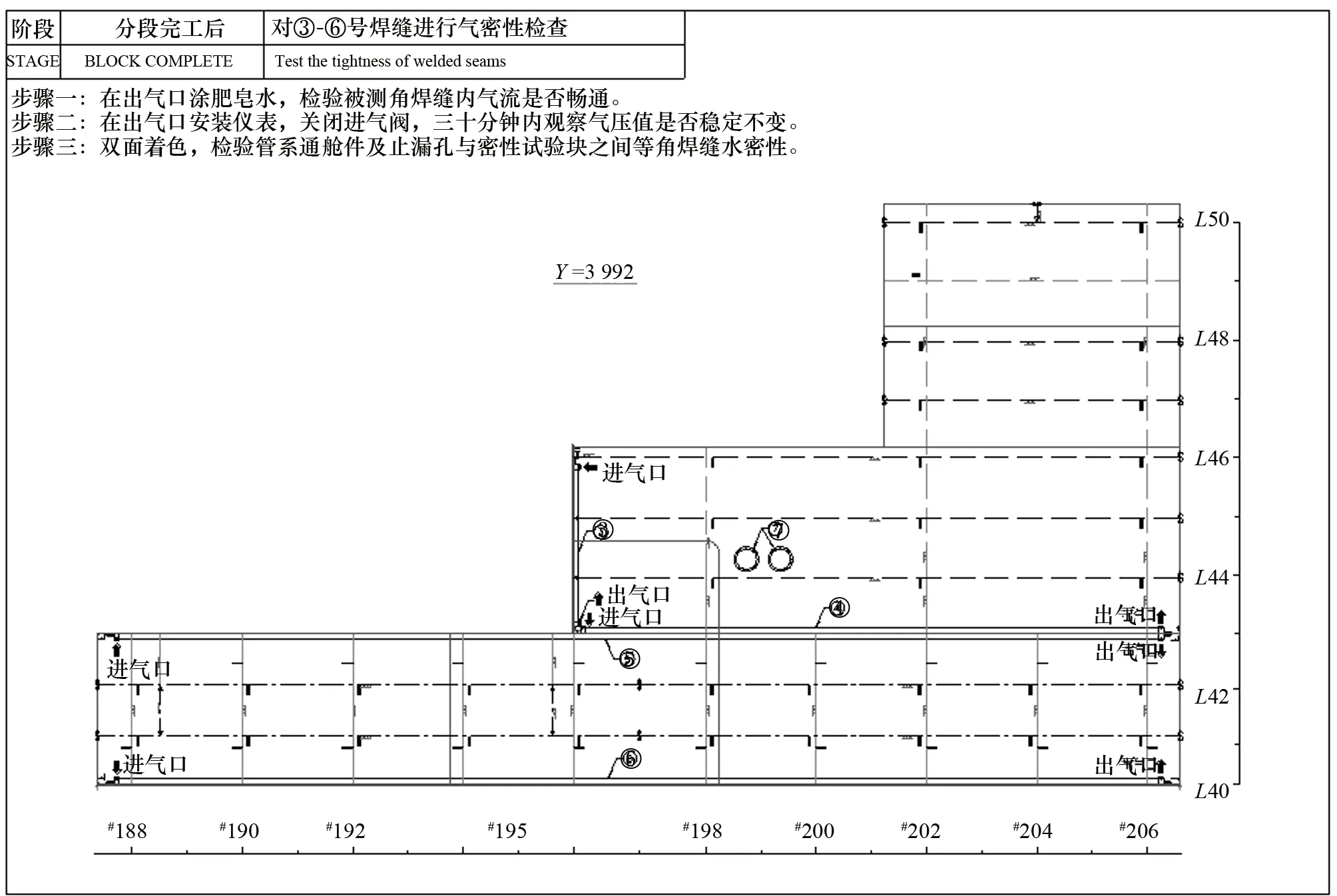
图7 典型分段预密性试验图
10 000TEU集装箱船全船船体结构的焊缝长度达421.25 km,约为82 000 dwt极限巴拿马型散货船焊缝长度的2.5倍,焊接工作量巨大。而且,不同于散货船,集装箱船具有货舱压载舱密性角焊缝多的结构特点,全船密性焊缝的长度达25.66 km,密性焊缝试验工作的工序前移势在必行。
根据角焊缝预密性试验的设计,能够在分段涂装前完成密性试验的水密角焊缝的长度约为16.69 km,则全船65%的水密焊缝都在分段阶段完成密性试验工作,即使考虑目前企业的角焊缝充气预密性试验的综合成功率约为60%,这也为企业节省了大量的试验成本和时间成本,为提高船舶检验效率提供了有力保障。
2.6吊耳及其加强的设计与应用
吊耳主要用于承受结构重量载荷,在船舶建造过程中的应用十分广泛,如船体分段总组合拢、主机吊装、托盘调运等。为保证构件从制作到安装整个过程中的人身安全和设备安全,需要在设计阶段就对吊耳进行合理的布置,准确预估吊耳的受力情况,并预先提出临时加强的方案,只有这样,才能最大限度地减少施工现场不良事故的发生。
随着造船技术的不断发展和生产设施的不断优化,船舶建造过程中的中间产品结构尺寸、重量越来越大,制造工艺的要求也越来越高,吊装作业在中间产品的制造、运输、组装等各个环节中起到的作用越来越大。吊装方案及吊耳设计的优劣直接影响吊装安全、结构变形等,尤其对重量达到600 t以上大型总段,对吊耳的承载能力及结构的应力、应变分析是保证吊装安全,顺利完成吊装作业的保障[7]。
在10 000TEU集装箱船的吊装方案设计之初,我公司与Y船厂就分段的建造场地、建造方式、车间吊装能力、外业吊装能力等进行了详细而全面的交流,确保了吊耳设计的准确性,并对所有自重10 t以上的中组立吊耳均进行了设计。
2.7支撑底座和支撑的设计与应用
支撑底座用于总组及大合拢,配合支撑柱的应用,能够有效提供搭载定位效率。与此同时,支撑柱通过支撑底座向船体提供刚性支撑,能够抵消一定受结构重力影响造成的结构变形。10 000TEU集装箱船支撑底座的布置采用逆向设计的方法,依据坞内搭载网络,综合考虑分段结构形式、分段重量和外板线型等多方面因素影响,最终确定支撑底座的位置和形式。通过对支撑底座位置的放样和绘图表达(见图8),并在分段制作阶段予以安装,为现场的总段制作和搭载作业提供了便利,现场坞内支撑布置如图9所示。
图8 支撑底座的设计方案 [][]

图9 坞内支撑的现场应用
3 结束语
本研究紧密围绕10 000TEU集装箱船的辅助作业设计与应用,初步构建了辅助作业体系,并对各项辅助作业技术展开说明与讨论,通过量化分析的手段,评估了辅助作业设计与应用的效果,研究成果均已应用于实际生产,为企业推广辅助作业的应用打下了坚实的基础。
目前国内船舶辅助作业的研究尚处于起步阶段,设计体系不健全、设计能力不强和资金投入不足是存在的三大主要问题。国内船舶企业只有坚持不懈地对船舶辅助作业进行深入研究、实施和总结,才有可能进一步提高生产效率。辅助作业设计作为工法设计的一个重要组成部分,承担着联系生产设计与现场生产的任务,只有辅助作业提供的数据更准确、提供的设计方案更合理,才能提升企业的管理水平。
为此,进一步完善船舶辅助作业体系、开发新型工艺装备、逐步建立辅助作业物量与工时之间的关系等研究工作将成为下一步的研究重点。
[1]Study on the agile supply chain management for modern shipbuilding[C]//International Conference on Management Innovation, Shanghai (CN).2007. Universe Academic Press, 2009:79-83.
[2]周振柏. 建立现代造船模式是造船企业永恒的主题[J]. 上海造船,2005(1):73-80.
[3]戴书仪. 船体加工装配辅助作业机械化概况[J]. 造船技术,1978(1):1-5.
[4]Kunio MIYAWAKI, Azuma HISAYASU, Tsunehito MORI. Design and Application of In-line Painting Material Supply System of the Painting Robot for Steel Products [J].日本機械学会論文集(C編),1999, 65 (639).
[5]贾世明. 船体结构工艺孔的设计与研究[J]. 造船技术, 1990(3):12-17.
[6]吴小明. 分段角焊缝密性试验[J]. 电焊机,2007(6):151-152.
[7]薛云, 张延昌, 王自力,等.船舶分段吊装吊耳强度分析[C]//第四届船舶与海洋工程学术会议论文集.2009.
Design and Application Research on the Fine Shipbuilding Auxiliary Operations for 10 000TEU Container Vessel
ZHANG Lei1, MA Xiao-pin2, WANG Ju-cheng2
(1. Jiangsu Modern Shipbuilding Technology Co., Ltd., Zhenjiang Jiangsu 212003, China;2. Jiangsu University of Science and Technology, Zhenjiang Jiangsu 212003, China)
Auxiliary operations in the shipbuilding process refer to some manufacturing technology and security assignments such as tightness tests, scaffold operation, lifting operation, support operation, temporary channel operation, etc. Firstly, main auxiliary operations were discussed in detail and the preliminary conception of auxiliary operation system under the modern shipbuilding mode was proposed. Then it uses the 10 000TEU Container Vessel as the carrier and combines the general construction program with the actual situation to carry out a series of planning, design and implementation work. The research results show that the design and application of the fine marine auxiliary operations can transform the technology accumulation and research results into productive forces. By means of actively adopting advanced technology and equipment and optimizing construction technology, it will realize security, cleanliness and standardized production. It also devotes to establish auxiliary operation design system, standardize auxiliary operation construction technology and improve auxiliary operation management level for the ship enterprises.
10 000TEU Container VesselModern shipbuilding modeLean shipbuildingFine designAuxiliary operation
张磊(1985-),男,工程师,研究方向为船舶先进制造技术及工艺工法。
U671
A
