几种牌号刀具对Inconel 625切削性能的对比研究
2016-08-31胡显军
李 凯 胡显军
(江苏省沙钢钢铁研究院,江苏 张家港 215625)
几种牌号刀具对Inconel 625切削性能的对比研究
李凯胡显军
(江苏省沙钢钢铁研究院,江苏 张家港 215625)
通过研究对比几种常用牌号刀具(YT类硬质合金、YG类硬质合金、高钴高速钢、PVD涂层硬质合金)在车削镍基高温合金Inconel 625时的切削性能,分析了不同刀具的寿命及对试件表面质量的影响,明确了适用的刀具和合理的切削用量及切削速度。分析认为,性能优异的PVD涂层刀具在选择了合适的进给量之后,完全能够满足Inconel 625的切削加工,相对于其他常用刀具,无论在生产效率还是产品质量方面,都有了很大的提升,并且节约了生产成本。
Inconel 625镍基高温合金;硬质合金刀具;涂层硬质合金刀具;高速钢;车削
1 研究背景
随着能源动力、航空航天的发展,镍基高温合金的使用越来越广泛,而其切削加工也显得日益重要,对镍基高温合金切削加工性能的研究也越来越深入。在实际的高温合金生产及研究过程中,需要通过各种机加工来满足其力学性能等各方面的研究,因此,对镍基高温合金的特性及实际的切削性能的研究显得格外重要。本文以实际生产的Inconel 625为例来研究不同牌号刀具对它的车削性能对比。
1.1Inconel 625特性
通过查阅大量文献可以得知,Inconel 625 是一种镍铬钼合金,其镍含量高达58%以上,其化学元素含量范围见表1。它从低温到1 000 ℃均具有良好的拉伸性能和疲劳性能以及抗氧化和耐蚀性,并且耐盐雾气氛下的应力腐蚀;Incone1 625 中含有少量铌和钽,用以加强合金的硬度,因此该合金不需要热处理就能增加很高的强度,其力学性能如表2所示。
1.2镍基高温合金切削加工特点
由于镍基高温合金优良的高温强度、热稳定性及抗热疲劳性能,而且容易加工硬化,使得该类材料成为最难加工的材料之一。若将45#钢的可切削性设为100%, 则Inconel 625的相对可切削性仅为6%~20% 。

表1 Inconel 625 的化学成分[1]

表2 Inconel 625合金在常温下机械性能[1]
车削Inconel 625镍基高温合金时,影响刀具磨损和寿命的因素主要有以下几个方面[3]:(1)切削力大,车削Inconel 625镍基高温合金的切削力是切削普通合金钢材的2~5倍;(2)切削温度高,切削高温合金时,会产生较大的塑性变形,刀具与工件间有强烈摩檫,切削力增大,因此会产生大量的切削热,最高可达1 000 ℃左右,高温不仅会加剧刀具的扩散磨损和氧化磨损,也会使工件产生热变形,使尺寸及形状精度不易控制;(3)加工硬化严重,高温合金的硬度在常温下一般不高,但塑性变形大,使已加工表面产生加工硬化现象。切削高温合金时,已加工表面的硬度要比基体硬度高50%~100%;④金属亲和力大,Inconel 625中含有的Ti等在高温下对多种金属表现出高度的亲和力,尤其是硬质合金刀具在加工Inconel 625时,刀具、切屑与工件之间易粘附, 扩散磨损严重,若刀具表面粘附镍基合金而退刀受阻,则拔刀时刀具前刀面易剥落,严重时甚至产生缺口。
2 对Inconel 625切削实验研究方法及结果对比
在对生产的Inconel 625等牌号的镍基高温合金做实验研究,要对这些镍基高温合金进行相应的力学实验研究时,需对Inconel 625进行外圆车削加工,而且车削表面粗糙度要求达到Ra1.6 μm。鉴于镍基高温合金的切削加工特点,尝试采用YT15、YT798、YG6、高钴高速钢、PVD涂层硬质合金、陶瓷刀具以及立方氮化硼等几种牌号刀具来切削对比。考虑到工件来料的形状不规则性,在切削过程中,要求刀具的冲击韧度要高,而陶瓷刀具和立方氮化硼刀具属于脆性材料,冲击韧度较低,且刀具价格比较贵,所以暂不采用这两种刀具来进行切削对比。
2.1刀具几何参数的选择[3-4]
根据前面介绍的高温合金切削加工的特点,为了减小塑性变形,减小切削力,降低切削温度和减小加工硬化,可以在切削的过程中加切削液,在保证刀刃强度前提下,尽量选用正前角(3°~10°),当切削速度较高时,可以采用负前角。由于高温合金塑性好、强度高、切屑卷曲困难,切屑易缠绕在工件或刀具上,影响产品质量,生产中可在车刀上制造断(卷)屑槽或采用可转位刀片进行断(卷)屑。为了减小刀具后刀面与加工表面间的摩擦,后角应稍大些,粗加工一般取8°~12°,精加工取12°~18°。刀具选择采用较大主偏角,以减小背向切削力,主偏角选60°~75°,副偏角选5°~10°,刃倾角0 °~-10°,刀尖圆角半径0.3~1 mm。
2.2切削参数[4]
在高温合金加工过程中,随着切削速度的增加,切削温度将会升高。为避免切削温度过高,应采用较低的切削速度,高速钢刀具切削高温合金取vc=5~10 m/min,硬质合金刀具取vc=40~60 m/min;为避免切削刃和刀尖划过硬化层,以及避免刀刃与加工表面发生“挤压、打滑”现象而影响工件的加工质量,切削深度ap和进给量f均不宜过小,一般ap=0.1~1 mm,f=0.1~0.5 mm / r。
2.3Inconel 625外圆车削实验
本次取样的Inconel 625合金是采用真空感应熔炼(VIM)、铸锭经电渣、开坯锻造、板材轧制等加工成材,车削实验在FANUC CAK4085dj数控车床上进行,分别采用YT15、YT798、YG6、高钴高速钢、PVD涂层硬质合金5种不同牌号的刀具进行车削,背吃刀量ap统一0.5 mm,分别对切削速度v和进给量f进行适当的调整,车削后的试件表面粗糙度采用目测样板对比的方法进行测量,对比这5种刀片在不同参数下的切削工况。

(1)高钴高速钢刀具车削实验结果见表3。
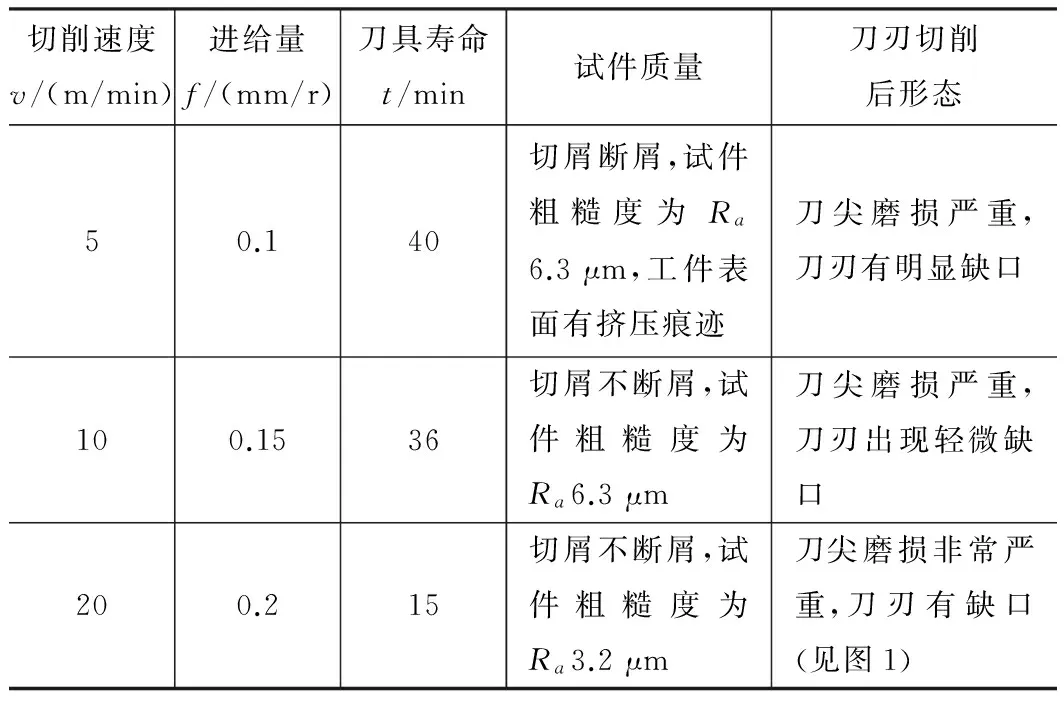
表3 高钴高速钢刀具车削实验结果
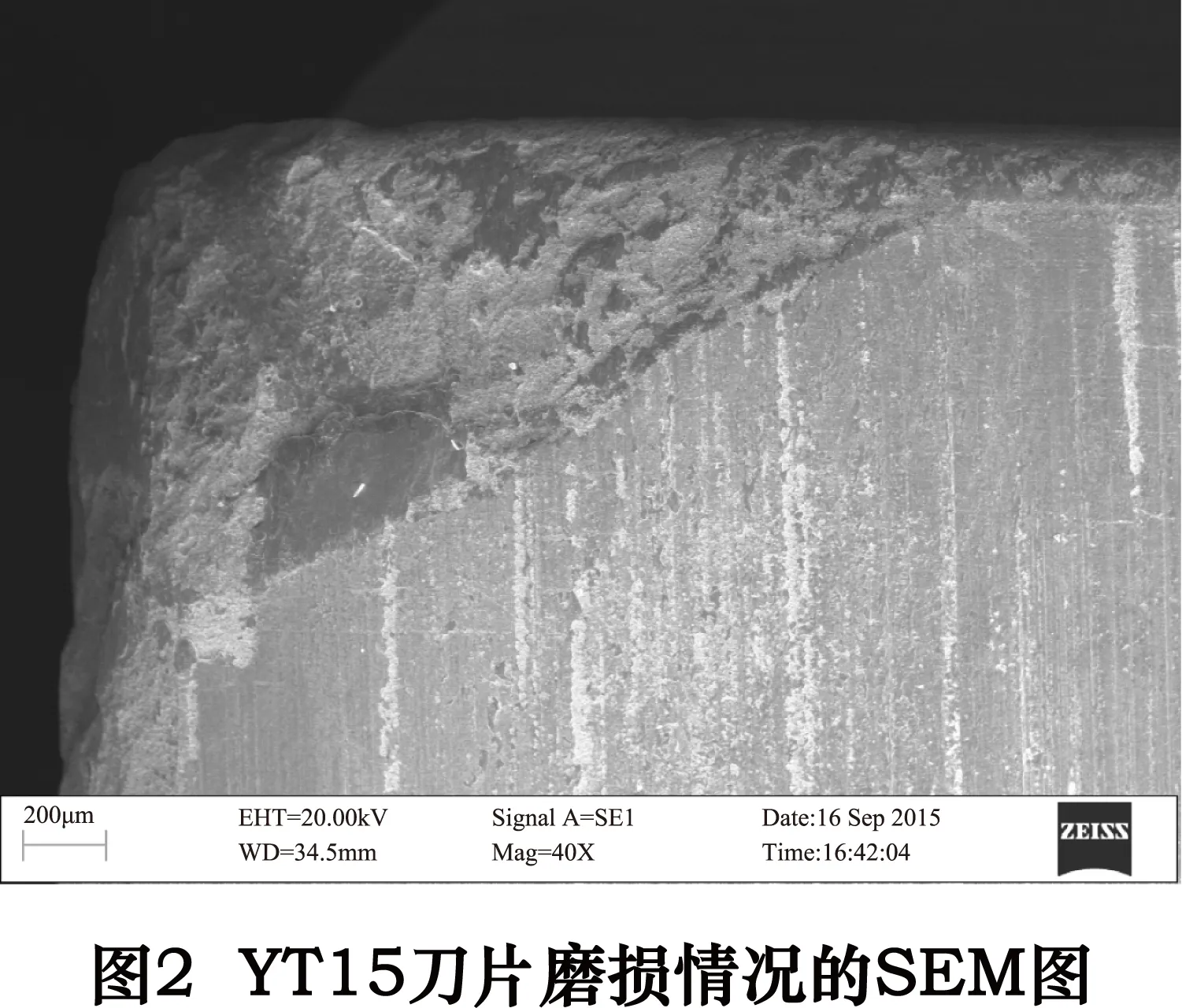
从高钴高速钢的车削结果可以看出:在合适的车削速度范围内,随着切削速度的提高,车削试件的表面粗糙度越好,刀具磨损的程度也会也会越来越大,而刀具寿命也会急剧缩短,但总体而言试件表面质量无法达到实验要求。从图2可以看出,刀具磨损很严重,刀尖几乎被磨平,而且切削刃有明显的缺口。
(2)YT15刀片车削实验结果见表4。

表4 YT15刀片车削实验结果
通过YT15硬质合金刀具的车削结果对比,YT15刀片切削寿命短,加工效率低,该刀片耐磨性差,刀尖易磨损且容易出现硬化点,而且试件的表面粗糙度无法达到使用要求,因此该牌号的刀片基本不适合车削Inconel 625。
(3)YT798刀片车削实验结果见表5。
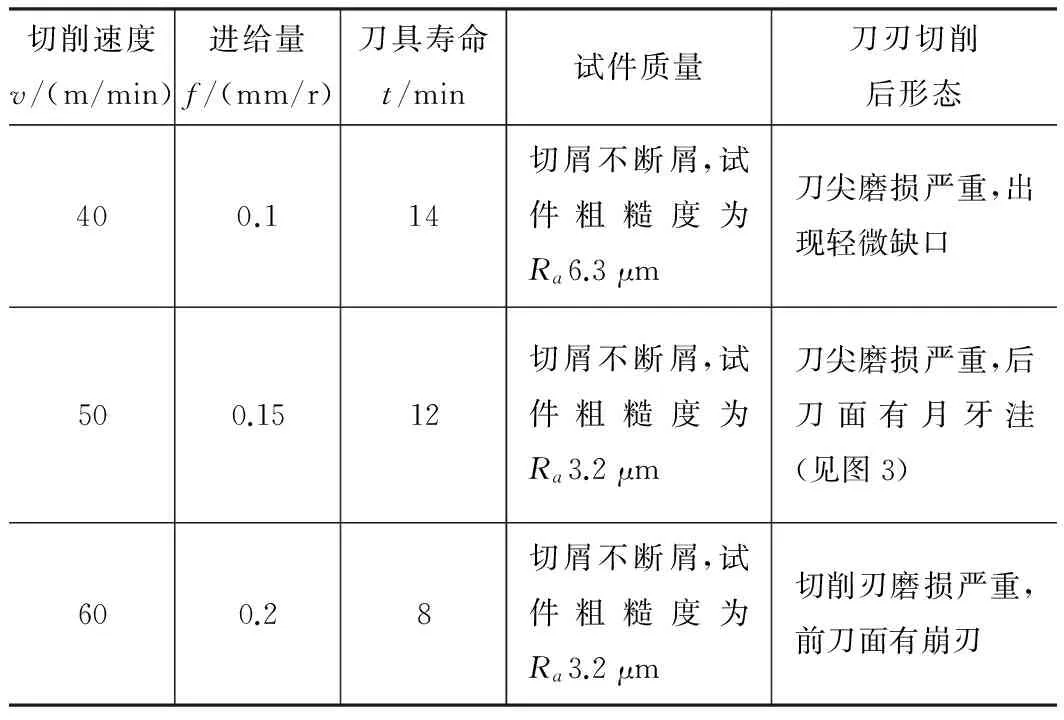
表5 YT798刀片车削实验结果
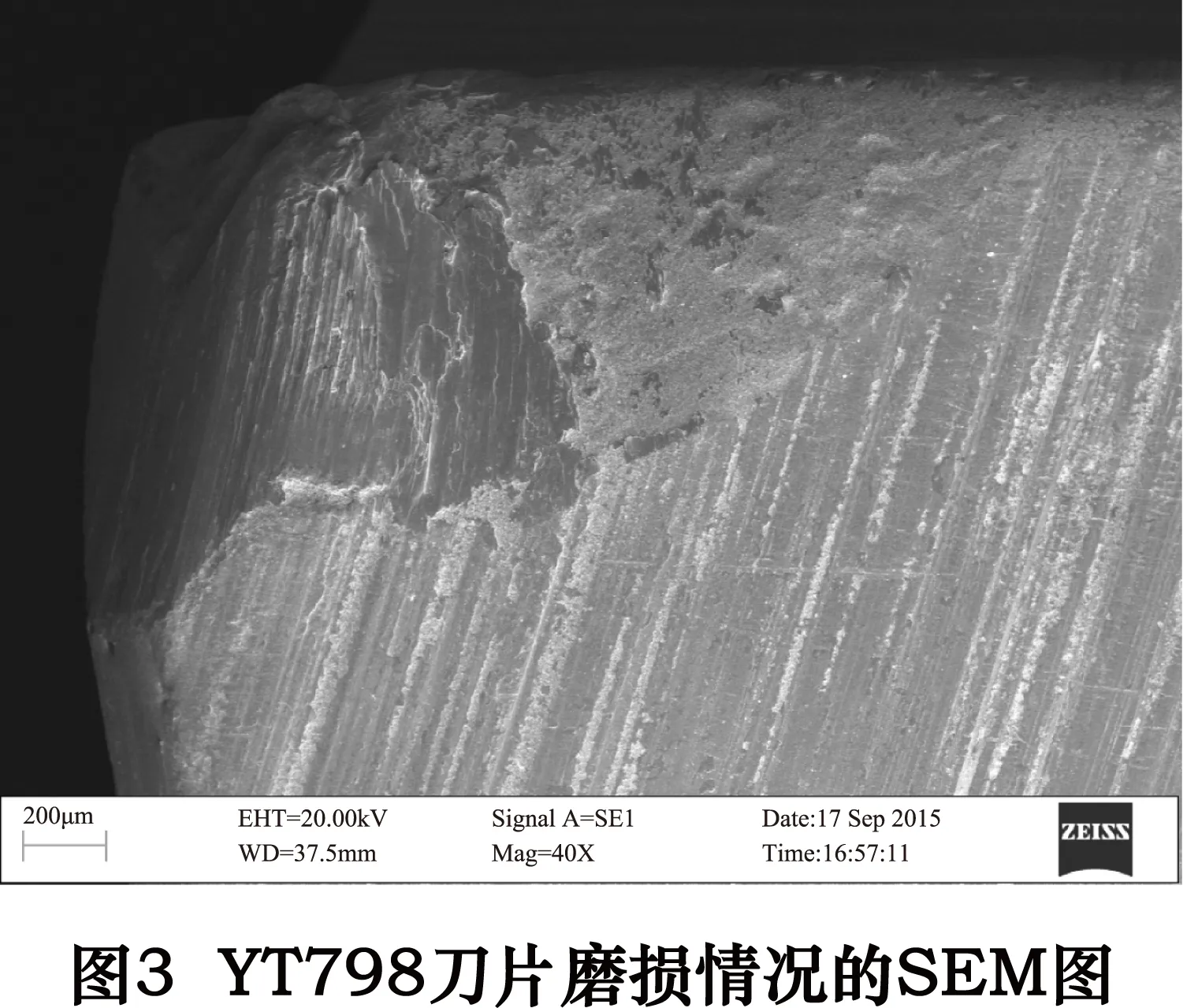
如表5车削结果所示,YT798硬质合金刀片的车削寿命跟YT15差不多,刀尖易磨损,出现少许硬化点,随着切削速度的不断提高,刀片寿命也越短,加工出来的试件表面粗糙度也无法达到实验要求。
(4)YG6刀片车削实验结果见表6。
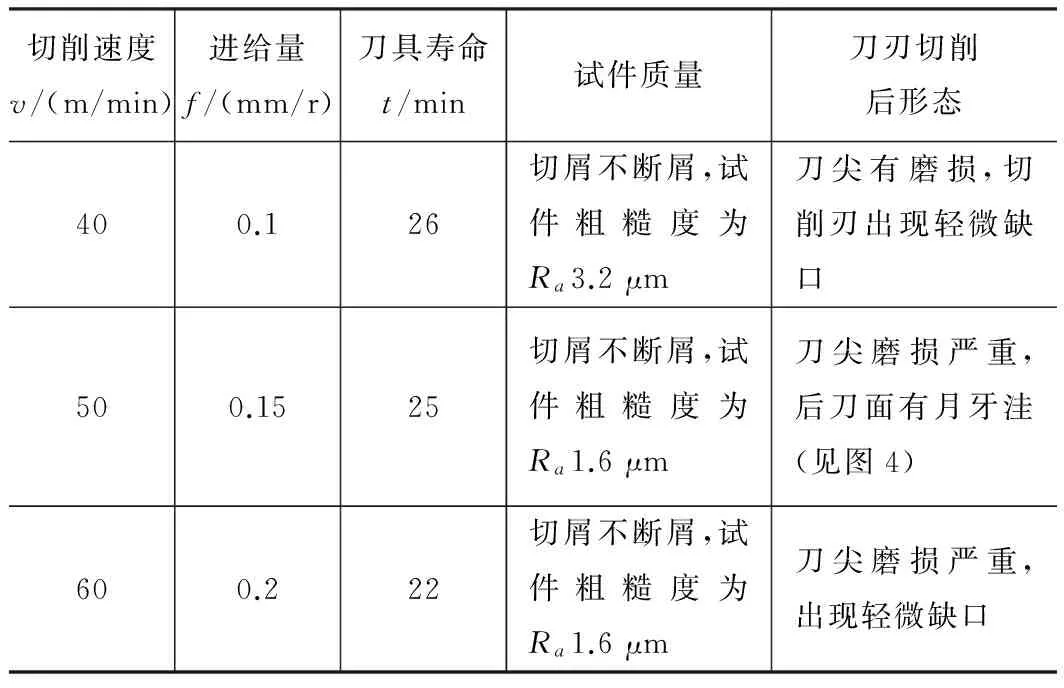
表6 YG6刀片车削实验结果
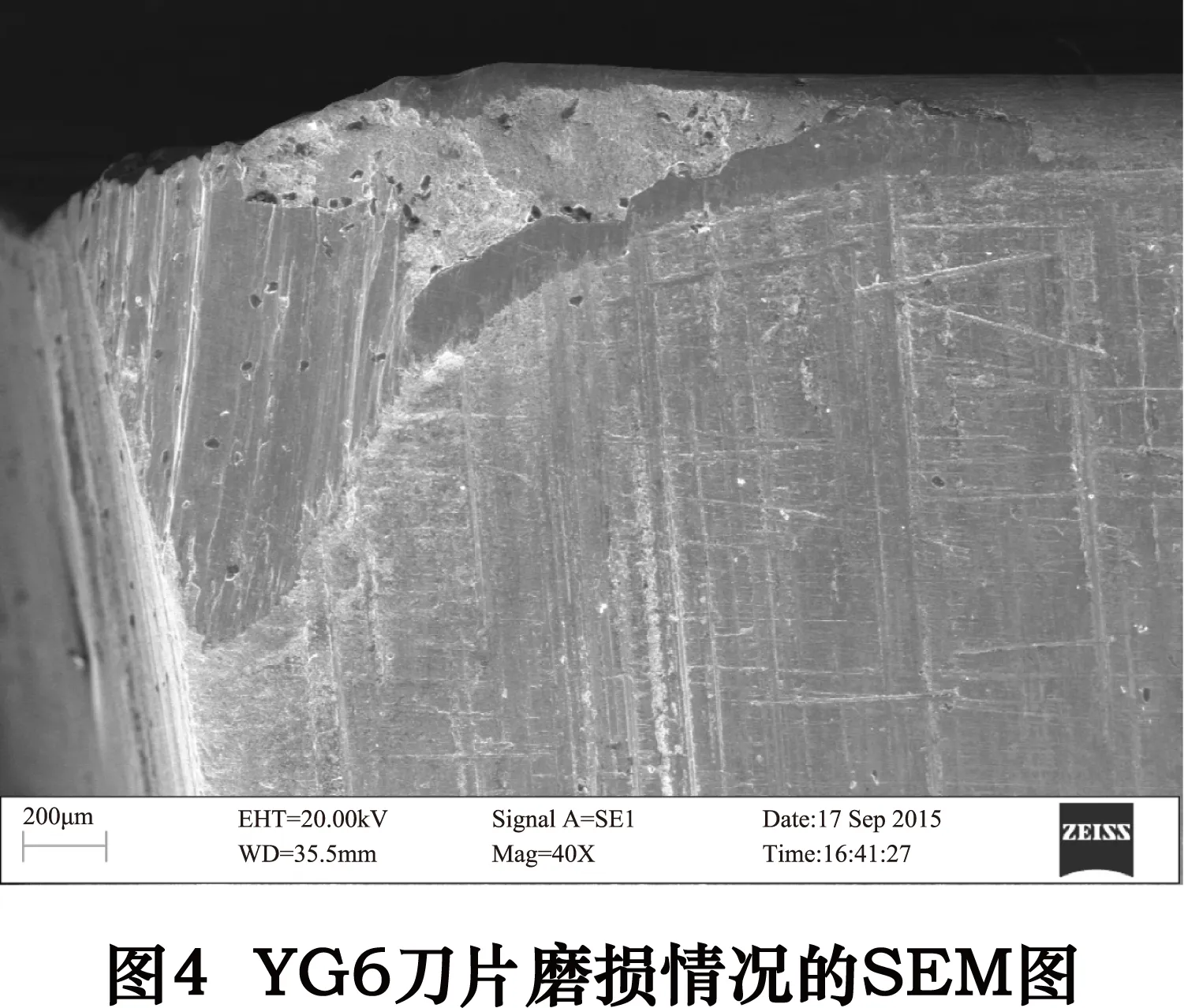
从YG6车刀的车削结果及刀片SEM图可以看出,该刀片相比前面几种刀片的使用寿命要长,而且刀尖磨损较小,刀具切削面也没有出现硬质点,加工出的试件表面粗糙度在合适的切削条件下基本能满足实验需求,但总体而言刀具寿命还达不到实际的使用要求。
(5)PVD涂层硬质合金刀片(日本三菱DNMG150408MA VP15TF涂层刀片)车削实验结果见表7。
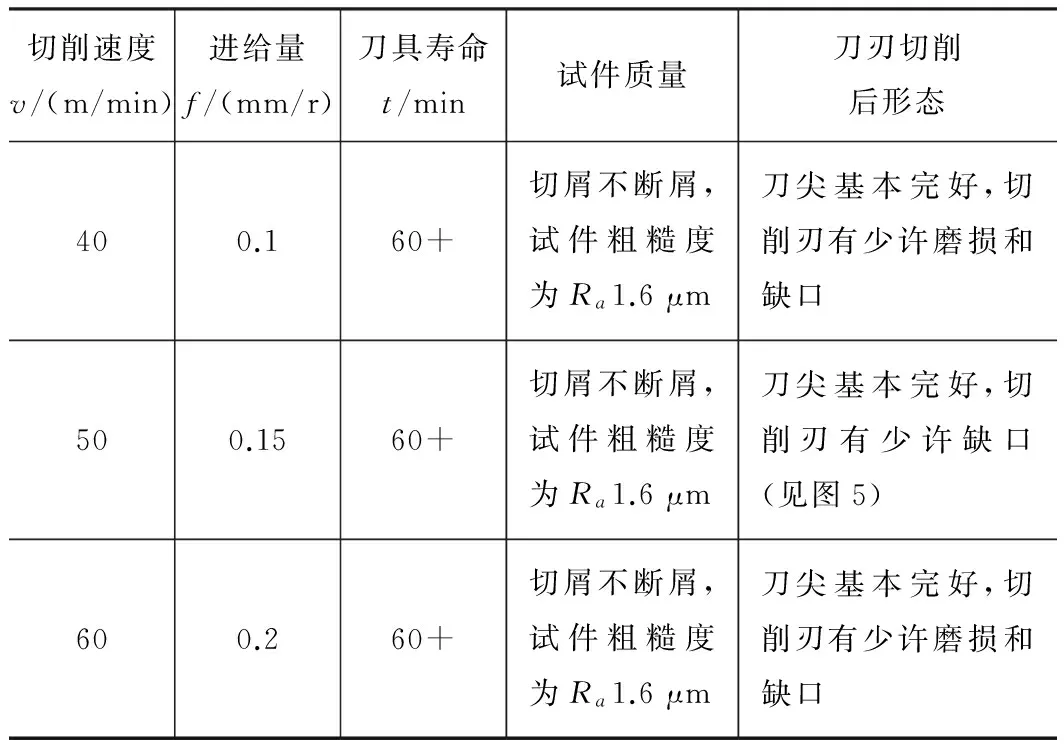
表7 PVD涂层硬质合金刀片车削实验结果
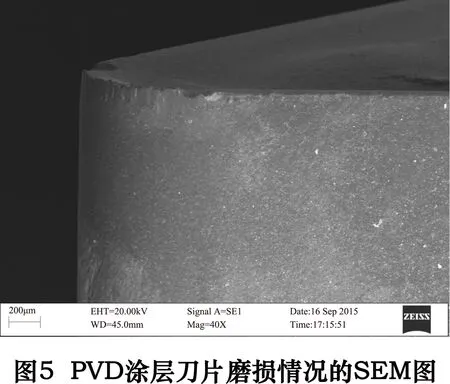

从表7的车削结果和图6试件的表面质量及图5所显示的刀片SEM图可以看出,该硬质合金PVD涂层刀片使用寿命长,加工出来试件的表面粗糙度能满足实验要求,而且经过长时间的使用,刀尖和切削刃基本没有损坏,能满足实际的使用要求。
2.4刀具磨损带大小与车削时间的线性对比图
分别用高钴高速钢、YT15、YT798、YG6、PVD涂层硬质合金5种不同牌号的刀具在合适的车削用量下加工Inconel 625后,取各个时间段车削后刀尖在扫描电镜下测量的磨损带长度进行对比,如图7所示。从图7中可以看出,YT类刀具在加工Inconel 625时,刀具在短时间内急剧磨损;高钴高速钢在选择合适的切削用量后磨损相对YT类刀具要小,刀具寿命相对要长;而YG类刀具和PVD涂层硬质合金刀具的磨损带增加比较平缓,寿命相对要长,特别是PVD涂层硬质合金刀具相比其他几种实验用刀具,在相同的时间内几乎没有特别明显的磨损。

3 结语
通过上述几种刀片的实际车削实验结果,可以得出,YT类刀片基本不适合加工Inconel 625镍基高温合金,刀片耐磨性差,寿命短,加工试件的表面粗糙度无法达到使用要求;高钴高速钢车刀车削效率低,刀具使用寿命短,也无法满足Inconel 625的车削要求;YG6刀片因其耐磨性和抗冲击性的特点,相对于YT类以及高速钢的等,基本能满足该高温合金的车削要求,但其使用寿命也比较短,在长时间的车削过程中也不适用;硬质合金PVD涂层刀片,其涂层作为1个化学屏障和热屏障, 减少了刀具与工件之间的接触扩散以及化学反应,使刀具表层具有较高的硬度和耐磨度, 同时又保持了硬质合金基体的塑性与韧性,非常有效地延长了刀具的使用寿命,比较适合Inconel 625的车削加工。
[1]中国金属学会高温材料分会.中国高温合金手册[M].北京:中国标准出版社,2012:198-208.
[2]李刘合,杨海健,陈五一,等.用于加工Inconel718的切削刀具发展现状[J].工具技术,2010(5):3-11.
[3]康文利.高温合金的切削加工分析[J].装备制造技术,2010(9):124-125.
[4]郭建亭.高温合金材料学.下册[M].北京:科学出版社,2010: 485-488.
(编辑汪艺)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Comparative study on the cutting performance of Inconel 625 with different tools
LI Kai, HU Xianjun
(Research Institute of Iron and Steel, Jiangsu Province Sha-Steel, Zhangjiagang 215625, CHN)
Through research and comparing the cutting performance of four different tools (YT carbide cutting tool, YG carbide cutting tool, high-cobalt high speed steel and PVD coated carbide cutting tool)with Inconel625. The tool life and workpiece surface quality with different tools are analyzed. And then, the applicable tool, cutting parameter and cutting speed are cleared. It is found that PVD coated carbide cutting tool with excellent properties is competent for the demand of cutting Inconel 625 when selecting the appropriate feed. Compared to other tools, the efficiency of the cutting process is increased, the surface quality is improved and the production cost is reduced.
Inconel 625 Ni-based high-temperature alloy; carbide cutting tool; coated carbide cutting tool; high speed steel; turning
TG712
A
李凯,男,1985年生,工程师。
2015-11-10)
160227
