大圆坯连铸机的设计特点及装备水平
2016-08-23张兴满曹学欠中冶京诚工程技术有限公司北京100176
张兴满 曹学欠(中冶京诚工程技术有限公司,北京 100176)
大圆坯连铸机的设计特点及装备水平
张兴满 曹学欠
(中冶京诚工程技术有限公司,北京 100176)
本文主要介绍了中冶京诚(CERI)自主设计的大圆坯连铸机的设计特点,保证铸坯质量所采取的技术措施、装备水平等。连铸机所采用全程无氧化保护浇注、大容量中间罐、结晶器技术、结晶器液压振动装置、电磁搅拌技术、二冷动态控制及铸坯保温措施、铸坯导向支撑、连续矫直及拉矫机、过程检测及自动控制技术,确立了中冶京诚(CERI)在大圆坯连铸机自主设计研发领域的国内领先地位。
大圆坯连铸 设计特点 装备水平 中冶京诚
1 前言
由于连铸技术具有显著的高生产效率、高成材率、高质量和低成本的优点,近年来我国的连铸技术在成熟生产技术的应用、新技术的开发、应用基础研究等方面都得到了迅速发展。
随着石油、化工、铁道等行业的发展和连铸圆坯对后续加工的独特优点,市场对高质量大断面连铸圆坯的需求强劲增长。
中冶京诚(CERI)在大圆坯连铸机的核心技术领域取得了突破性进展,为用户提供了具有自主知识产权的结晶器液压振动、结晶器漏钢预报、动态二冷控制等核心技术和设备。
2008年12月,中冶京诚自行设计并制造的弧型半径R14m的Φ600mm大圆坯连铸机一次性热试成功,标志着我国自主开发大断面圆坯连铸机的里程碑;2009年5月,江阴兴澄特钢厂弧型半径R17m的Φ800mm的大圆坯连铸机一次热试成功,成为世界上直径最大的圆坯连铸机;次年10月,Φ900mm大圆坯热试成功,把记录再次扩大;2011年,Φ1000mm连铸圆坯研发成功,再次刷新了记录,标志着我国大圆坯连铸技术水平进入了国际先进水平行列。
2 连铸机设计特点及装备水平
连铸过程是一个钢水连续填充、连续凝固的过程,铸坯要经历三个冷却区:结晶器冷却区、二次冷却区和空冷区。在这个过程中,热量(包括过热、潜热和显热)通过传导、对流、辐射的传输方式传递出来,钢从液态钢水转变为固态坯料。
2.1全程无氧化保护浇注
钢水的合金元素极易与空气中的氧反应生成氧化物,形成钢水的二次污染。采取如下保护浇注工艺,可以防止浇钢过程的二次氧化:钢包和中间罐之间采用长水口保护浇注;钢包滑动水口与长水口连接处吹氩气密封;中间罐和结晶器之间采用整体式浸入水口;中间罐内采用保护渣或覆盖剂;结晶器内采用保护渣浇注等。
2.2大容量中间罐
采用优化设计的T型中间罐内形有最佳的流场分布,同时也便于档渣墙、堰的砌筑;大容量中间罐内钢水有足够深度保证夹杂物有充分的上浮时间和更换钢包时钢水液面的稳定。
中间罐称重系统与钢包滑动水口连锁,保证浇注过程中中间罐钢水液面高度稳定;涡流液面检测系统和塞棒伺服系统闭环控制,实现结晶器钢水液位自动控制,改善铸坯表面质量;采用中间罐连续测温技术,确保连铸机生产稳定,提高铸坯内部质量。
2.3结晶器技术
在结晶器设计上,采用内表面镀硬铬的管式结晶器和2排足辊支撑装置。结晶器冷却水采用快速连接板方式自动连接。针对大断面圆坯凝固收缩特点做了如下研发工作:
(1)选择最佳的水缝结构和铜管的支撑方式,通过温度场计算和分析,选择最佳的冷却水量,使铜管上下的温度分布更加均匀,最大温差控制在2~6℃以内;
(2)采用高刚度的结晶器水箱设计,使铜管在全长范围内获得有效的固定支撑,确保浇注过程中足够的稳定性,以获得最佳的铸坯表面质量;
(3)结晶器铜管采用捏合抛物线锥度以适应铸坯的收缩,使铸坯在结晶器内达到最佳的冷却并形成最佳的坯壳厚度;
(4)结晶器铜管内表面采用镀硬铬技术,提高铜管的使用寿命。
2.4结晶器液压振动装置
结晶器液压振动装置由内、外弧两个单独立的振动单元和一个振动底座组成,其振幅为0~±7.5mm、频率30~350cpm、非正弦系数可在0~0.4之间内调整。通过在线调整液压振动参数可控制负滑脱时间在最佳范围之间,改善铸坯表面振痕深度,提高铸坯表面质量,改善结晶器润滑,减少漏钢。该装置技术的先进性及特点如下:
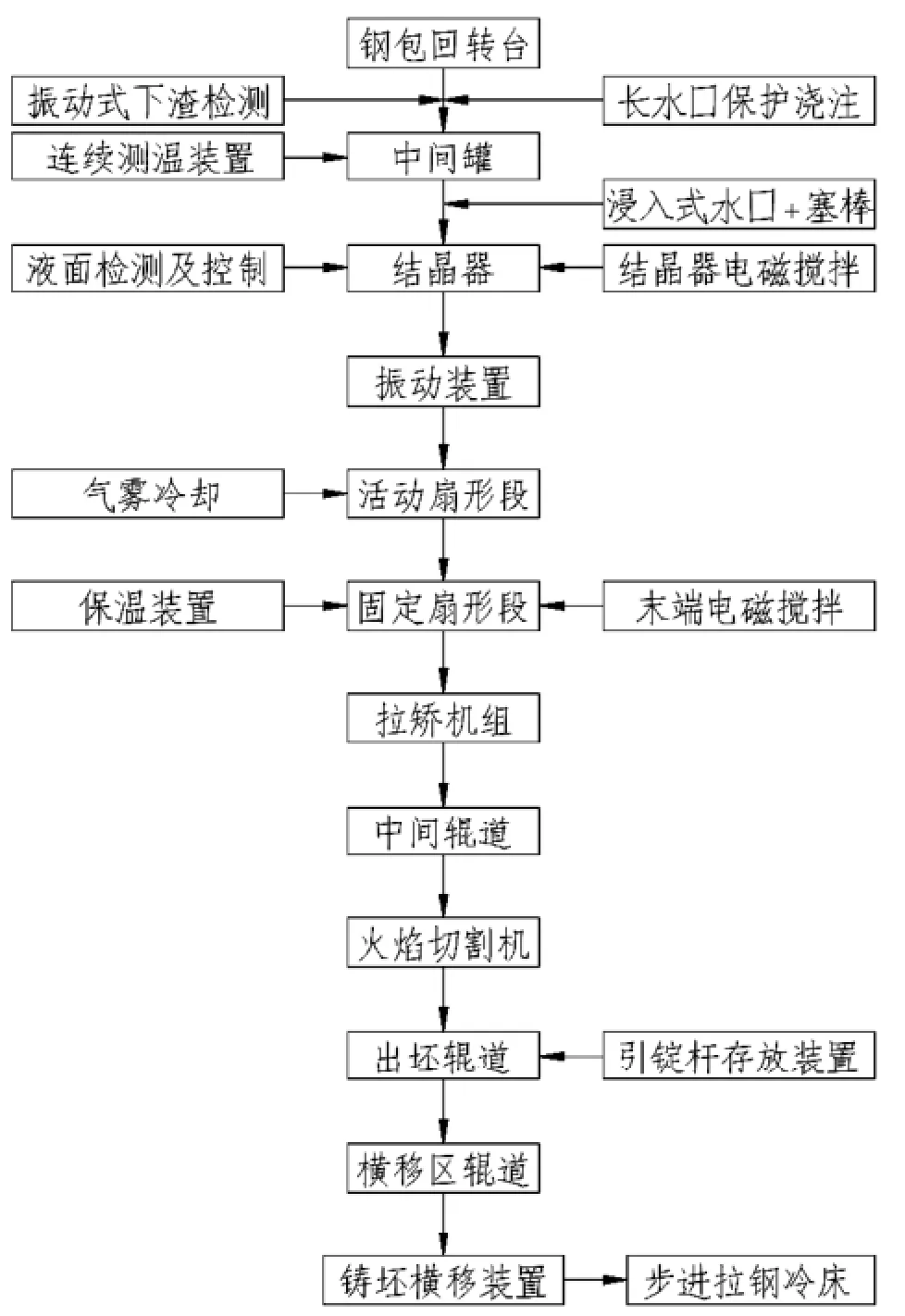
图1 典型工程工艺流程图

表1 电磁搅拌的冶金作用与效果

表2 大圆坯连铸机主要工程业绩表
(1)采用计算机仿真和有限元方法进行优化设计,保证系统长期稳定运行;
(2)采用无磨损设计,无易损件和润滑点,维修工作量小;
(3)采用高精度的预应力板簧导向,各向的偏差小(≤ 0.10mm);
(4)可在线根据拉速变化自动调整振幅、频率;
(5)通过设定非正弦系数,获得正弦和非正弦振动波形;
(6)工作过程中动态监视振动参数;
(7)对坯壳与铜管之间的摩擦力监测及润滑状态分析;
(8)安装方便,不需要额外的调试。
2.5电磁搅拌技术
对大断面圆坯,为了尽可能获得稳定优良的冶金效果,改善铸坯的表面质量和内部质量(中心疏松和偏析),连铸机基本都配置了结晶器电磁搅拌系统(MEMS)和凝固末端电磁搅拌系统(FEMS),部分连铸机还配置了铸流电磁搅拌系统(SEMS)。其中,铸流电磁搅拌和末端电磁搅拌位置可根据浇注断面的不同连续调整位置。如表1所示。
2.6二次动态控制及铸坯保温措施
连铸二冷区的冷却是决定铸坯质量的重要因素,这就要求对二次冷却参数进行控制,使铸坯表面温度在拉坯方向上均匀下降,并且要满足铸坯凝固冷却的冶金准则,完成弯曲矫直过程,生产出质量合格的连铸坯。
中冶京诚(CERI)根据凝固传热计算模型对圆坯的二冷设计做了总体研发设计,并在最后冷却区后至拉矫机前对铸坯采取保温措施:
二冷采用结晶器足辊区全水冷却,活动段区气水雾化冷却。针对用户生产铸坯的不同断面和钢种,分别采用超强、强、中、弱、超弱五种水表进行冷却。二冷控制系统采用按拉速参数动态控制方式进行控制,冷却水按照一定比例分配给不同的冷却区,同时,系统中还嵌入了中间罐钢水过热度参数。冷却区域上部喷嘴采取特殊布置方式以获得最佳的冷却效果。经过多年的生产实践,形成了很有特色的二冷水控制模式-准动态控制,加上优化的喷嘴布置与选型,能很好地保证铸坯的表面和内部质量。
凝固末期,由于圆坯宏观几何形状的原因,断面四周方向上的温度分布更加均匀,中心部位径向长度上含钢液量少,坯壳增长速度越来越快。为了保证铸坯进入矫直区前温度要≥860℃,最后冷却区后至拉矫机前采取了均热保温措施。
2.7铸坯导向支撑
由于圆坯自身的特点,其导向段的支撑与大方坯相比结构相对简单。因此,大圆坯连铸机的导向段设计,采用活动段和多个固定段相结合的设计方案。
活动段随浇注断面更换,采取四周辊子夹持以保证铸坯的运行稳定及引锭杆的导向。该段喷嘴采用环形交叉布置以达到最佳的冷却效果。固定段的设计则适应不同的浇注断面,满足浇注各种断面前提下大大简化了设备结构。
2.8连续矫直及拉矫机
为有效降低铸坯在矫直时表面及两相区的矫直应变和应力,中冶京诚(CERI)采用连续矫直技术,选取较长的矫直区,有效地降低在矫直区产生的矫直变形。通过优化设计和计算,在浇注大断面圆坯时,保证铸坯表面和两相区的最大变形速率远远低于产生裂纹的临界值。
为满足不同断面大圆坯的矫直及克服矫直过程中产生的矫直反力,在矫直区和水平段上每流配置5~9架拉矫机,并通过控制系统确保各拉矫机的负荷分布均衡。
2.9过程检测及自动控制技术
采用三电一体化设计,按工艺过程控制要求,实现对整条生产线的自动、半自动、手动控制。应用可靠的过程检测及自动控制技术,如钢水连续测温、钢包和中间罐称重、振动式下渣检测、结晶器液位检测与控制、结晶器液压振动、二冷动态控制、质量跟踪等,并对辅助系统工况进行实时监控和历史趋势记录。
大圆坯连铸机采用了技术先进的过程检测及自动控制技术,应用在多个钢铁企业的连铸项目上。实践证明,上述技术设计合理、运行稳定、可控精度高、操作维护简便,为高质量大圆坯连铸机提供了可靠保障。
3 大圆坯连铸机工艺流程图(图1)
4 结语
上述连铸机,设备运行状态良好,其装备水平处于国内领先、国际先进的地位。连铸机的控制模型,运行稳定、界面友好、操作方便。连铸机所采用的核心工艺设备由中冶京诚(CERI)自主设计、研发、供货,确立了中冶京城工程技术有限公司在大圆坯连铸机自主设计研发领域的国内领先地位。如表2所示。
