化学沉淀-絮凝法处理油田压裂废液
2016-07-21冀忠伦李岩杨琴张璇
冀忠伦,李岩,杨琴,张璇
(中国石油长庆油田油气工艺研究院 低渗透油气田勘探开发国家工程实验室,西安 710018)
化学沉淀-絮凝法处理油田压裂废液
冀忠伦,李岩,杨琴,张璇
(中国石油长庆油田油气工艺研究院 低渗透油气田勘探开发国家工程实验室,西安710018)
为解决压裂废液中钙、镁、铁等高价离子影响再利用的问题,采用以化学沉淀为主,辅以絮凝沉淀的工艺处理压裂废液,探讨了碳酸钠投加量、pH值、絮凝剂投加量等对处理效果的影响。试验结果表明,当碳酸钠投加量为1 200 mg/L,pH值为8.3~8.5时,钙离子、镁离子的质量浓度降至100 mg/L,铁离子的质量浓度降至10 mg/L以下;当废液SS的质量浓度低于300 mg/L时,加入碳酸钠和助凝剂可使其降至10 mg/L以下,当废液SS的质量浓度超过300 mg/L时,需同时投加一定量絮凝剂才能使SS的质量浓度降至10 mg/L以下。碳酸钠投加量主要由废液中的高价离子浓度确定,絮凝剂投加量主要由SS浓度确定。絮凝剂不仅影响SS去除效果,同时也影响絮体密度。
压裂废液;絮凝;沉淀;再利用
油井压裂改造是低渗透油田开发和老井改造的常用措施,压裂作业会产生一定量的压裂废液。压裂废液含有高分子聚合物、固体SS、原油、细菌等对环境有害的成分,具有CODCr、SS浓度高,气味恶臭等特点[1],处置不当会对环境产生危害。当前压裂废液处理工艺多以达到外排标准为目的,以铁炭微电解[2-4]、Fenton氧化[4-5]等催化氧化技术为主,辅以微波[6]、混凝、沉淀、过滤等处理技术。以达到外排标准为目的处理工艺流程复杂,处理成本高,在干旱少雨、地面水系不发达的西北地区,即使压裂废液经处理后达到外排标准,却也会因无接纳水体而无法外排。
压裂废液处理后重复配液再利用是解决废液难以外排的主要出路。压裂废液中钙离子、镁离子、铁离子等是影响其再利用的主要因素之一。
本研究以化学沉淀为主体处理工艺,根据进水SS浓度的高低配合絮凝沉淀措施处理压裂废液,探讨了碳酸钠投加量、pH值、絮凝剂投加量等对钙离子、镁离子、铁离子、SS等去除效果的影响,探索一种新的压裂废液处理与再利用工艺模式。
1 材料与方法
1.1仪器与药剂
碱性絮凝剂(PAC与柠檬酸等复配制成),助凝剂PAM(阴离子型,相对分子质量为1 000万),HC1(分析纯),NaOH(分析纯);六联混凝电动搅拌器,721分光光度计。
1.2试验用水
试验用废液取自长庆油田AP44井的压裂废液,废液呈黄色,处理前水质:ρ(SS)=478 mg/L,ρ(钙离子)=550 mg/L,ρ(镁离子)=320 mg/L,ρ(铁离子)=27 mg/L。
压裂废液处理后重复配液再利用主要控制指标:ρ(SS)≤10 mg/L,ρ(钙离子)≤100 mg/L,ρ(镁离子)≤100 mg/L,ρ(铁离子)≤10 mg/L。
1.3试验原理
向水中投加某种化学药剂,使其与水中某些溶解物质发生反应,生成难溶于水的盐类沉淀,从而降低水中这些溶解物质的含量。水中难溶解盐类服从溶度积原则,在一定温度下,向压裂废液中投加碳酸钠,控制废液中CO32-或OH-浓度,使钙离子、镁离子、铁离子生成氢氧化物或碳酸盐沉淀[7]。
1.4试验方法
取500 mL的压裂废液于烧杯中,调节不同pH值,搅拌过程中依次加入一定量的Na2CO3、碱性絮凝剂和助凝剂,静置30 min,取上清液测定SS及钙离子、镁离子、铁离子浓度。
1.5分析方法
水质指标分析参考《水和废水监测分析方法》(第四版)[8],其中SS浓度采用重量法,钙离子、镁离子浓度采用EDTA滴定法,铁离子浓度采用邻菲啰啉分光光度法。
2 结果与讨论
2.1碳酸钠投加量对处理效果的影响
调节pH值为8.3~8.5,絮凝剂投加量为800 mg/L,助凝剂投加量为7 mg/L,并投加碳酸钠。考察碳酸钠投加量对3种离子的去除效果,结果如图1所示。

图1 碳酸钠投加量对离子去除效果的影响Fig.1 Effect of sodium carbonate dosage on ion remova1
当pH值大于8.3时加入适量的碳酸钠,可使废液中的钙离子、镁离子、铁离子生成碳酸盐沉淀并去除。由于铁离子在pH值为8.3时已生成氢氧化物沉淀,因此加入碳酸钠的主要作用是使钙离子、镁离子生成碳酸盐沉淀。由图1可见,钙离子、镁离子浓度随碳酸钠投加量的增大而不断降低,当碳酸钠投加量达到1 000 mg/L时镁离子质量浓度已降至100 mg/L以下,但钙离子质量浓度仍大于100 mg/L;当碳酸钠投加量大于1 200 mg/ L时,钙离子、镁离子的质量浓度均可降至100 mg/L以下,这是由于钙离子、镁离子的碳酸盐沉淀和氢氧化物沉淀的溶度积不同,镁离子反应生成的沉淀物氢氧化镁溶度积远低于其它沉淀物,故镁离子易发生反应生成沉淀。试验确定碳酸钠最佳投加量为1 200 mg/L。
2.2pH值对处理效果的影响
pH值不仅影响高价离子的控制,也影响絮凝处理效果。改变压裂废液pH值,在絮凝剂投加量为800 mg/L,助凝剂投加量为7 mg/L的条件下进行絮凝处理,以处理后水质的SS浓度为指标,考察pH值对絮凝效果的影响,结果如图2所示。
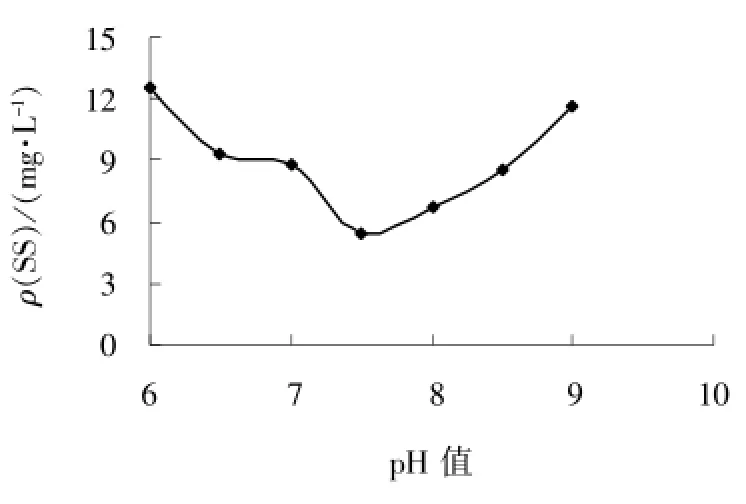
图2pH值对絮凝效果的影响Fig.2 Effect of pH va1ue on f1occu1ation
由图2可见,当pH值为6.5~8.5时,经絮凝处理后SS的质量浓度均小于10 mg/L,pH值为7.5时絮凝效果最好,SS的质量浓度降至6 mg/L以下。考虑到金属离子去除效果对pH值的要求,确定最佳pH值为8.3~8.5。
2.3SS浓度对药剂配方的影响
对压裂废液按不同比例进行稀释配制不同SS含量的试验液,调节pH值为8.3~8.5,搅拌加入适量的碳酸钠,再加入一定量的絮凝剂和助凝剂,静置一定时间,取上清液测定SS浓度,结果如表1所示。

表1 SS浓度对处理剂配方的影响Tab.1 Effect of SS concentration on the formu1ation of treatment agent
由表1可见,当废液SS的质量浓度低于300 mg/L时,投加碳酸钠和助凝剂可使出水SS质量浓度降至10 mg/L以下,这是因为调节pH值后加入碳酸钠可形成钙离子、镁离子、铁离子等的沉淀物,并起到凝聚成核的作用,在助凝剂的共同作用下,使胍胶残渣等絮体聚集沉淀。当废液SS的质量浓度超过300 mg/L时,需要加入一定量絮凝剂才能使出水SS的质量浓度降至10 mg/L以下。因此处理配方中碳酸钠投加量由废液中的高价离子浓度确定,而絮凝剂和助凝剂投加量由SS浓度确定。
2.4絮凝剂投加量对处理效果的影响
调节废液pH值并加入碳酸钠和助凝剂,可使大部分金属离子生成沉淀物而被去除。但由于沉淀物颗粒较小,当废液SS浓度较大时需加入絮凝剂以处理悬浮不溶物,并加快沉降。取SS质量浓度为478 mg/L的废液,调节pH值至8.3~8.5,投加1 200 mg/L的碳酸钠和7 mg/L的助凝剂,改变絮凝剂投加量,考察其对处理效果的影响,结果如图3所示。

图3 絮凝剂投加量对处理效果的影响Fig.3 Effect of f1occu1ant dosage on treatment efficiency
由图3可见,不投加絮凝剂只能除去部分SS,SS的质量浓度仍大于200 mg/L。当絮凝剂的投加量为800 mg/L时,SS的质量浓度可降至10 mg/L以下,再增大絮凝剂投加量对SS的去除率增加效果不明显。未加絮凝剂与絮凝剂投加量为800 mg/ L时放大40倍的絮体显微照片对比如图4所示,由图4可见,投加絮凝剂可减小絮体体积,提高絮体密度,絮凝剂投加量不仅影响SS的去除效果,也影响絮体的大小及密实程度。试验确定絮凝剂最佳投加量为800 mg/L。

图4 絮凝剂对絮体大小的影响(40倍)Fig.4 Effect of f1occu1ant dosage on the size of f1ocs (40 times)
3 结论
(1)以压裂废液处理再利用为目标,需控制SS及钙离子、镁离子、铁离子等浓度,以化学沉淀为主体处理工艺,辅以絮凝沉淀措施处理压裂废液,碳酸钠投加量由废液中的金属离子浓度确定,絮凝剂和助凝剂投加量由SS浓度确定。
(2)压裂废液初始SS的质量浓度为478 mg/ L,钙离子、镁离子、铁离子的质量浓度分别为550、320、27 mg/L,调节pH值为8.3~8.5,在碳酸钠投加量为1 200 mg/L,絮凝剂投加量为800 mg/L,助凝剂投加量为7 mg/L的条件下,可将钙离子、镁离子的质量浓度降至100 mg/L,铁离子的质量浓度降至10 mg/L,SS的质量浓度降至10 mg/L以下,出水满足回用配液要求,该处理方法切实可行。
[1]陈昊,王宝辉,韩洪晶.油田压裂废液危害及其处理技术研究
进展[J].当代化工,2015,44(11):2635-2638.
[2]陈明燕,吴冕,刘宇程.酸化和压裂废液处理技术研究进展[J].环境科学与技术,2010,33(S1):166-169.
[3]周立辉.H2O2预氧化对Fe/C微电解处理油田压裂废水的作用研究[J].西安建筑科技大学学报(自然科学版),2009,41 (6):867-870.
[4]蒋宝云,李浩,董国如,等.微电解-Fenton联合工艺处理酸化压裂废水[J].环境科学与技术,2010,33(S1):327-330.
[5]张玉芬,孙健.Fenton试剂处理压裂废液氧化降粘研究[J].石油与天然气化工,2006,35(6):493-495.
[6]崔红梅,李芳,齐增禄,等.微波辅助采油废水处理技术研究进展[J].工业用水与废水,2015,46(5):1-5.
[7]天津大学无机化学教研室.无机化学(第三版)[M].北京:高等教育出版社,2002.
[8]国家环境保护总局,水和废水监测分析方法编委会.水和废水监测分析方法(第四版)[M].北京:中国环境科学出版社,2002.
Treatment of fracturing waste fluid by chemical sedimentationflocculation process
JI Zhong-1un,LI Yan,YANG Qin,ZHANG Xuan
(Oil and Gas Technology Research Institute of Changqing Oilfield Company CNPC,National Engineering Laboratory of Low-permeability Oil and Gas Eexploration and Development,Xi’an 710018,China)
In order to so1ve the recyc1e prob1em of fracturing waste f1uid which affected by ca1cium,magnesium,iron and some other high va1ence ions,a combined process with chemica1 sedimentation as the main method and f1occu1ation sedimentation as the auxi1iary method was adopted for fracturing waste f1uid treatment,the sodium carbonate dosage,pH va1ue and f1occu1ant dosage on treatment effect were discussed.The resu1ts of the test showed that,when the dosage of sodium carbonate was 1 200 mg/L,the pH va1ue was 8.3-8.5,the mass concentrations of ca1cium and magnesium decreased to be1ow 100 and 10 mg/L respective1y;besides,when the mass concentration of SS in the said waste f1uid was above 300 mg/L,a certain amount of f1occu1ant shou1d be dosed so as to decrease it to 1ower than 10 mg/L.The dosage of sodium carbonate and f1occu1ant were determined by the high va1ence ions concentration and the SS concentration in the waste f1uid respective1y.F1occu1ant cou1d affect not on1y remova1 rate of SS but a1so f1cos density.
fracturing waste f1uid;f1occu1ation;sedimentation;recyc1e
X741.031
A
1009-2455(2016)02-0027-04
冀忠伦(1979-),男,山东鄄城人,工程师,硕士学位,主要从事油气田安全环保技术工作,(电话)029-86590713(电子信箱)jizh1_cq@petrochina.com.cn。
2016-02-22(修回稿)
