炒青绿茶自动化生产线中的信息技术应用
2016-06-30陈华荣周建勇长沙湘丰智能装备股份有限公司湖南长沙4000中南大学信息科学与工程学院湖南长沙40083
汤 哲,陈华荣,周 钰,周建勇(.长沙湘丰智能装备股份有限公司,湖南 长沙 4000;2.中南大学信息科学与工程学院,湖南 长沙 40083)
炒青绿茶自动化生产线中的信息技术应用
汤 哲1,2,陈华荣1,周 钰1,周建勇1
(1.长沙湘丰智能装备股份有限公司,湖南长沙410100;2.中南大学信息科学与工程学院,湖南 长沙 410083)
摘 要:炒青绿茶是我国重要的绿茶种类,介绍国内生产的首条炒青绿茶全自动生产线的设计与实现方案。该生产线按照炒青绿茶加工工艺特点进行生产线模块化分割,再通过自动控制技术组合,设计出炒青绿茶自动化生产线。并针对该自动化生产线开发出了与炒青绿茶加工工艺和设备相匹配的数据监控与采集系统(SC A D A),SC A D A系统依据控制功能要求分为三层:现场控制层,过程集中监控层,管理服务层。该控制系统实现了茶叶加工参数的精确控制,简单方便的人机操作界面和适应信息时代的远程访问技术。
关键词:炒青绿茶;生产线;数据监控与采集;远程访问
近年来,在国家持续加大对农业产业扶持力度的大环境背景下,我国茶叶产业的发展得到各级政府的高度关注和大力推动。绿茶在我国茶叶生产中占绝对主导地位,约占总产量70%,其中炒青绿茶是绿茶中的重要种类,全国产茶省份中,浙江、福建、湖南、湖北、贵州、安徽、广西、河南、江苏、山东、陕西、江西等省均有炒青绿茶的生产。虽然炒青绿茶产量大,分布地域广,但是现阶段我国的茶叶加工技术仍处于落后阶段,总体上还处在半手工、半机械化的低水平。炒青绿茶作为绿茶主要种类也存在主要加工设备产能不配套,加工设备机械化程度不高,缺乏连续化设计和自动化控制手段,缺乏清洁加工配套设施,工艺设计不合理,加工效率低,管理粗放,加工产品质量难以控制,不能实现标准化生产等问题。
日本生产的蒸青绿茶生产线清洁化、连续化程度比较高,但是没有考虑到茶青的多样性,导致茶青布料不一致;整体设备产能匹配不当,部分加工环节存在产能浪费;缺乏数据统计分析,客户没有直观的成本统计信息。国内开始出现一部分单机系统控制的茶叶生产加工机械,比以往手工作业为主的茶叶加工有所改良,但仍然没有实现茶叶加工的自动化和连续化,且控制粗糙,对技术工人依赖过高,生产过程中参数控制缺乏准确性。从严格意义上来讲,国内尚无自行研制的,符合本土炒青绿茶加工工艺的自动化生产线。长沙湘丰智能装备股份有限公司设计并实现了一种绿茶自动化生产线,以炒青绿茶连续化生产线的研制为突破口开展茶叶加工自动化研究,改变现有炒青绿茶以手工为主配合加工机械单机作业的状况,实现从鲜叶到干茶的全程连续化生产;采用自动控制技术,实现生产全过程的自动控制;通过清洁能源的选择利用、清洁化加工材料的选用、污染和噪音控制、加工环境卫生的改进等,实现清洁化加工;通过制订实施清洁化加工工艺技术规程,实现标准化生产。对于推动我国绿茶加工装备升级和茶产业的可持续发展具有重要意义[1]。
1 炒青绿茶自动化生产线的组成和结构设计
1.1生产线的总体组成
本炒青绿茶自动化生产线针对单芽,一芽一叶以及一芽二、三叶等鲜叶原料,设计鲜叶加工能力为120~180 kg·h- 1,从鲜叶流入到成品茶流出耗时2.5~3.0 h。按照炒青绿茶加工工艺,见图1。炒青绿茶加工工艺分为13个步骤,其中数字表示的是茶叶经过当前步骤之后的含水量,因季节、地域不同含水量会有所差异,该图中含水量以湖南境内清明前为参考。
结合自动化生产的需要,将整个生产线划分成8个功能模块[2],每一个功能模块都有自己的进料传送设备,主加工设备,以及出料传输设备,且每一个功能模块单独构建成一个下位机系统,按照工艺顺序,系统模块排列如表1。
在生产线中,每一个功能模块第一个设备都具有原料暂存功能,用于前后模块之间的衔接,尤其是积累茶叶满足某些设备的最低启动需求。
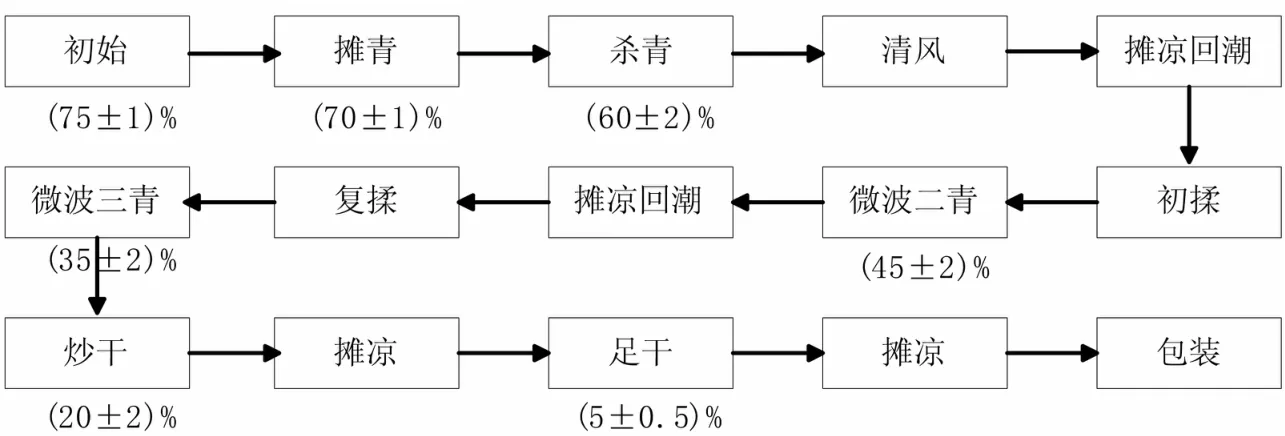
图1 炒青绿茶加工工艺流程Fig.1 Flow diagram of green tea roasting process
1.2自动化生产线结构设计
炒青绿茶自动化生产线[3 - 4]SC A D A系统集成了现场控制,过程集中监控和管理服务3大功能部分。其中现场控制层P L C、传感器(如非接触式红外温度传感器,压力传感器,光电传感器等)、智能仪表(如变频器,温控仪等)和操作终端共同完成现场设备的分布数据采集与控制功能;过程集中监控层可以通过安装监控组态软件的P C构成操作员站(O P)、SC A D A服务器[5]完成;W eb服务器和数据服务和工作站完成管理服务层功能。为了保证系统运行的安全性,可以对SC A D A服务器进行冗余配置,防止数据意外丢失。炒青绿茶自动化生产线SC A D A系统的总体结构如图2所示。O P站,SC A D A服务器,数据服务器,工作站,W eb服务器共同组成控制中心。
1.2.1鲜叶计量及杀青系统的设计 鲜叶经过摊放后,开始进入加工流程。在自动化生产线的第1个模块启用鲜叶自动计量装置,进行流量控制,保证鲜叶进量在生产线的加工能力范围内。鲜叶经过流量控制后立即进入滚筒杀青机开始杀青过程。在自动化生产中,各部分设备的吞吐量必须协调,此要求可以通过设备的选型及加工能力设计进行满足,再通过控制生产线源头的原料进量就可以初步满足自动化生产的基本需求。因此,生产线第1步的流量控制非常重要。
在炒青绿茶加工工艺中,杀青是至关重要的一步,杀青效果的好坏直接影响着茶叶的品质好坏,而杀青的温度控制是杀青的关键。通过同类产品的调研,发现加热模式、温度采集方式和温度控制方法都是造成杀青效果不理想的重要因素。本研究以70型滚筒杀青机为案例,以液化气为燃料,在3.7 m的滚筒下方设有3套金属红外燃烧器。燃烧器先通过风门执行器让空气和燃气混合燃烧对金属纤维网加热,再由金属纤维进行红外辐射加热滚筒,能够非常迅速的进行升温,从室温进入350℃只需不到5 min,比普通燃烧设备燃烧更加充分、能耗更低、安全隐患小,并可以有效的减低因L P G(液化石油所)燃烧不完全而影响到茶叶的口感。
同时,将滚筒杀青机按黄金分割算法分为3段区域,在每段区域的黄金分割点采用非接触式红外温度传感器反馈当前杀青机滚筒外壁即时温度,相较于现阶段茶叶杀青采用热电偶反馈温度具有测量精度高、响应时间快等优点。温度控制是茶叶杀青的关键,由于茶叶杀青机滚筒的温度受青叶温度、湿度及进料量的影响,并且滚筒的热惯性较大,具有明显的非线性和时滞特性,如果采用传统的PID(比例-积分-微分)控制方法,很难确定精确的数学模型。而模糊控制不要求精确的数学模型,具有反应灵活、鲁棒性好、适应性强且超调量小等特点,对操作人员的经验要求不高,可减低相关操作人员因为经验的不足以及操作不熟对茶叶杀青带来的负面影响。
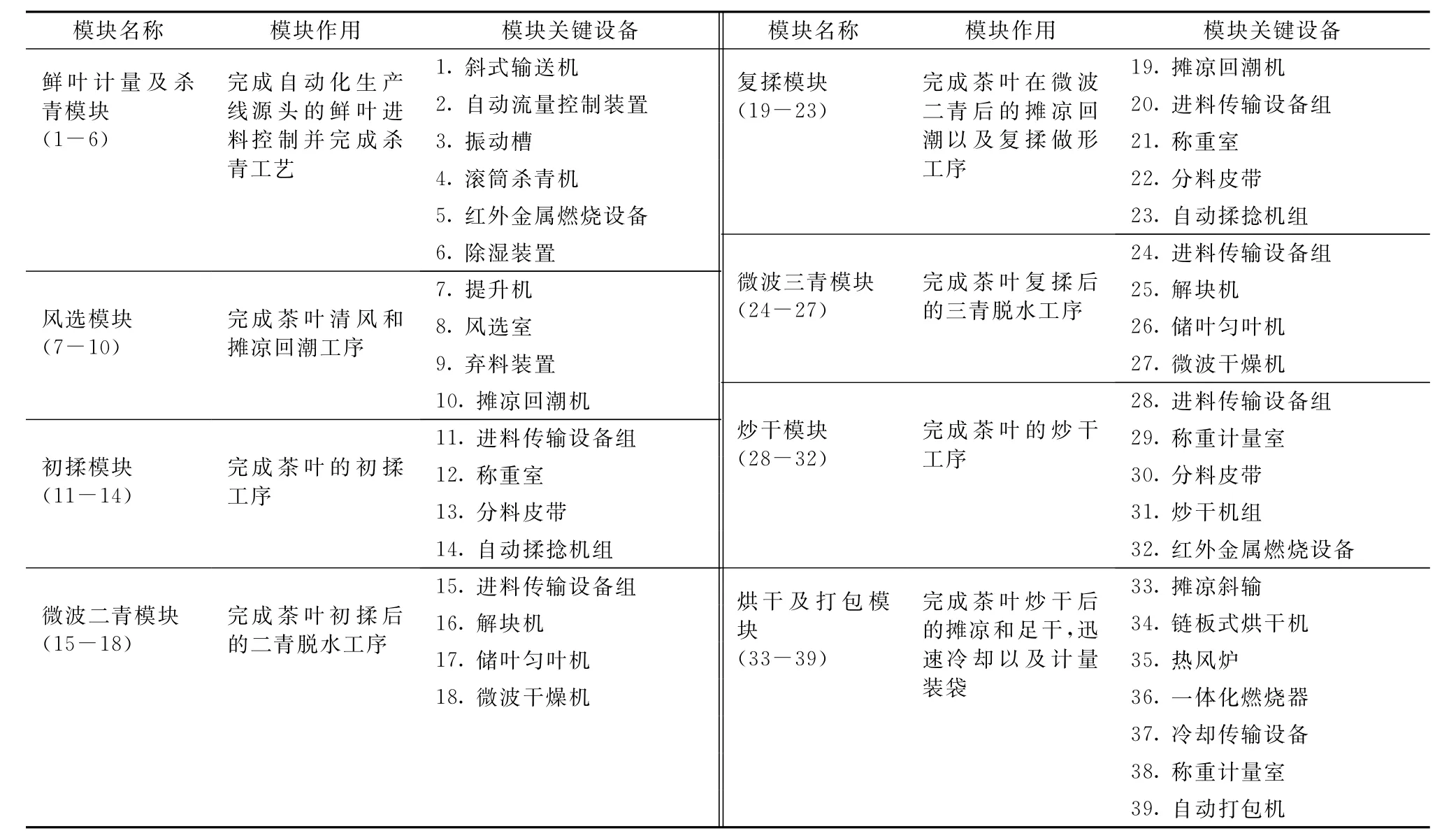
表1 炒青绿茶生产线功能模块Table 1 Functional modules of roasted green tea production line
本自动化生产线采用曼达尼(M a m dani)模糊控制算法进行杀青温度控制,见图3。其中r(t)是茶叶杀青需要的最佳温度值(湖南清明前炒青绿茶所需最佳杀青温度约为340℃),e(t)为模糊控制器的一个输入值,该值是杀青机滚筒外壁当前温度值与给定值r(t)的差值,是一个精确量,模糊控制的另一个输入值为d/dt,该值是模糊控制系统两个相邻采样时间点内所采样的温度值,也是一个精确量;Ke、Kec分别是模糊控制器两个输入变量的量化因子;u(t)是模糊控制器的输出变量,该变量是由模糊控制器根据模糊规则与反模糊化后得出的精确量,用以控制燃烧器的风门执行器;Ku为输出变量的比例因子;y(t)为最终模糊控制器对伺服风门的输出。
模糊控制器将输入数据经过输入模糊化、模糊运算规则处理(即查询模糊规则表)并解模糊后得出模糊控制的精确输出值,控制器根据输出值的大小控制风门开度,来改变火势大小以达到温度控制的目的[6]。
1.2.2风选、揉捻及微波系统的设计 杀青结束后,高温茶叶进入风选过程,在风选室内将杀青后不合格的老黄叶经鼓风机剔除出去,再进入摊凉回潮室,为下一步的揉捻成形做准备。
冷却回潮的茶叶经过振动槽、提升机等输送设备进入自动揉捻机。本生产线以6 C R系列单臂揉捻机为基础,通过增加自动进料、出料装置,自动精确加压装置,揉桶转速自动控制装置,设计提供一种可以满足自动化生产线需求的自动揉捻机[7]。
自动进料装置通过在揉盘特定支架处设置磁感应开关,此特定支架运动到磁感应开关正上方时,揉桶正好定位于进料口正下方,此时,将压盖上升并旁移,可以将原料加入到揉桶。将出茶门通过气缸控制,实现自动出茶。
在揉捻过程中,揉捻压力是整个揉捻的关键。揉桶压盖通过单臂内的传动丝杆正反转进行上升和下降,通过在揉捻机单臂的顶部设置一个磁感应开关,对丝杆的旋转进行正反计数,将揉桶压盖的位置用丝杆旋转计数精确定位。揉捻过程中,揉捻压力与揉桶压盖的位置直接相关,由此丝杆旋转的数值最终可以对应为压力大小。在自动揉捻中,不能按照单一压力进行揉捻,必须轻重结合才能揉捻均匀。通过在程序中将自动揉捻过程划分成不同步骤,在不同步骤中采用不同的压力,可以大大提高揉捻品质。

图2 炒青绿茶自动化生产线总体拓扑结构Fig.2 Topological structure of roasted green tea processing line
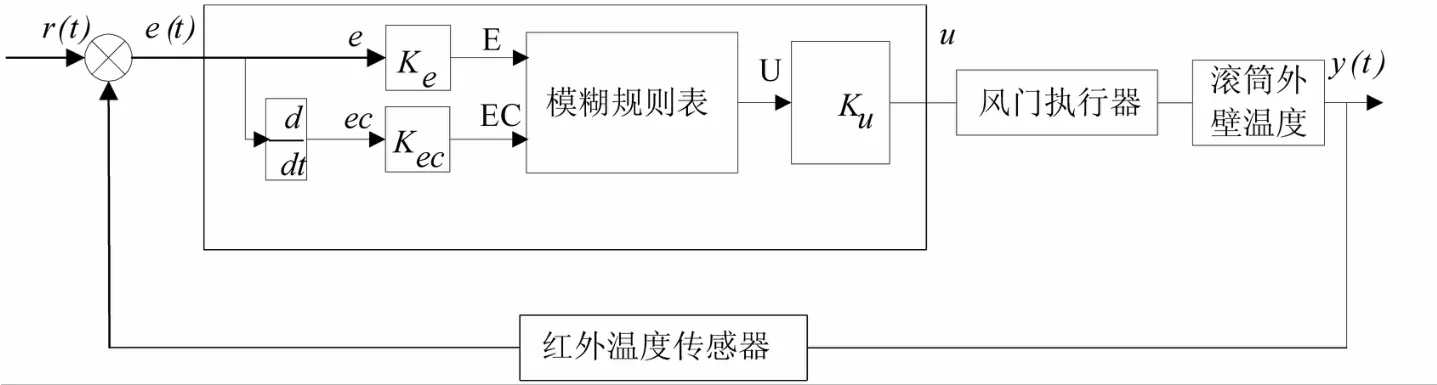
图3 温度模糊控制系统图Fig.3 Fuzzy control on processing temperature
经过揉捻后茶叶组织被适当破坏,茶叶细胞水分含量减少,茶汁附着在茶叶表面,通过设计的微波干燥设备进行脱水。微波热量由内到外,容易均匀脱水,且时间短,对叶绿素破坏程度大大降低,有效提高脱水质量。微波设备前部分设计一个匀叶设备,可以对揉捻中部分成团茶叶进行解块,同时使茶叶平铺均匀进入微波干燥腔室。揉捻分为两次,并辅助微波干燥设备进行迅速脱水,可以使得茶叶揉捻成形更好,并且色泽翠绿。
1.2.3炒干、烘干及打包系统的设计 与以往不同,自动炒干机全程处于运转状态,炒茶过程中不论进料或是出料茶叶都不会在炒干机内停留。在炒干机尾部添加了离心风机,对茶叶进行提毫。炒干机的温度控制方式和杀青机一致。
杀青和炒干的加热方式不能应用于烘干机,茶叶烘干是热气烘干,对茶叶进行提香。同样采取液化气为热源对燃烧室加热,利用变频鼓风电机将燃烧室热量均匀发散到烘干机内,实时采集烘干温度并使用自动温控装置进行大小火调节,使烘干温度维持稳定。
烘干后的茶叶通过风机进行快速降温后进行称重计数,然后进入自动打包机进行打包装袋,至此茶叶加工完成。
2 生产线控制系统的设计
SC A D A系统的功能实现被划分至上位机系统和下位机系统两级结构中。利用SC A D A系统上位机实现过程集中监控和管理服务二层功能,SC A D A系统下位机则实现现场控制层功能,上位机和下位机之间通过通信网络进行数据交换。
2.1下位机系统的设计
生产线现场信息采集和处理划分为8个部分,鲜叶计量及杀青模块,风选模块,初揉模块,微波二青模块,复揉模块,微波三青模块,炒干模块,烘干及打包模块,每一个模块都单独组成一个下位机系统。下位机采取统一的结构方式(图4)。
下位机系统的核心是P L C(可编程控制器),下位机系统在工作时,通过P L C的输入模块接受现场设备的状态信息,如磁感应开关,行程开关,热保护,变频器,温度,重量等信号,将这类信号状态存入P L C存储器的输入映像区,在一个P L C的扫描周期的输入采样期间,P L C的C P U单元通过事先编辑好的控制程序访问输入映像区,并根据其信号进行运算处理,最后将程序的运行结果存入输出映像区,在输出刷新期通过输出模块将程序结果传递给电磁阀、电机、气缸以及燃烧器等系列动作单元。同时,S7 - 200 P L C含有R S 485通讯接口,通过通讯接口,P L C可以连接到人机界面H M I,用户可以在人机界面上对现场设备进行手动操作或者联动操作,H M I上包含状态显示,报警查询,参数设置和设备控制等功能,另外,P L C通过通讯模块连接到上位机。

图4 下位机系统结构图Fig.4 Structure of lower computer system
2.2上位机系统设计
上位机是SC A D A服务器,操作员站(O P),数据服务器,W eb服务器和工作站的总集成,它具有数据通信,数据处理,人机交互(H M I),趋势报表管理,报警管理,安全管理等功能。本文通过市场调研,最终采用西门子提供的Simatic Win C C作为上位机监控组态软件[8]。
2.2.1过程集中监控 通过配置系统运行设备的各项具体参数,实时监控整个生产线状态,具体步骤如图5所示。
依据以上步骤,得到炒青绿茶的监控主画面如图6所示。Win C C获取的信息以全屏直观的图片方式显示,包含:工艺控制界面:本界面以3 D图形展示现场工艺设备,配合指示状态等显示设备运行状态;数据总貌界面:本界面以表格方式显示各设备的工矿数据;实时报警界面:本界面以警示图标持续闪烁并伴随蜂鸣器的形式显示各设备的各种报警信息;事件记录界面:本界面以表格的形式记录各报警信息发生的时间以及当时的处理情况;历史曲线界面:本界面对控制系统中的一些主要运行参数进行历史曲线记录。
除了在中央控制室通过O P操作站访问生产线控制系统,在现场设备层,同样设计有触摸屏,作为人机交互的接口,可以完成对现场设备运行状态查看,设备控制等,设备现场触摸屏操作界面见图7。

图5 生产线SC A D A系统监控实现Fig.5 Implementation of SC A D A on production line

图6 炒青绿茶自动化生产线组态总界面Fig.6 Computer configuration screen of automated green tea roasting process
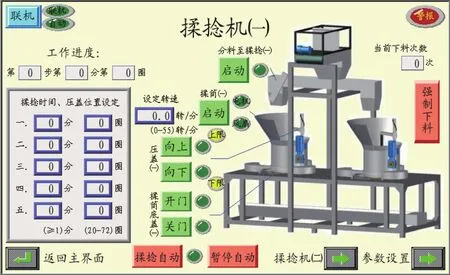
图7 操作现场人机交互界面示例Fig.7 Hu man - equipment interface in operation
2.2.2管理服务功能 上位机管理服务功能包括数据管理,用户管理以及远程访问功能。
在图6所示上位机组态画面中,通过数据归档按钮可以实现数据存储结构,存储周期,数据同步及冗余规则,数据访问权限等,完成上位机数据管理功能;通过用户管理按钮对不同的登录用户设置不同的使用权限以及相应的数据访问保护。
远程访问功能包含远程W eb访问和移动A PP访问。通过在Win C C中利用数据远程存储将数据全部存放到数据服务器中的数据库中。数据服务器上搭建W eb应用平台,接收远程移动A PP客户端以及W eb浏览器请求,通过后台业务处理层判断需要如何获取数据,由数据存储访问层访问数据库,并将数据传给W eb浏览器用户以及移动A PP用户,具体设计见图8。
现场P L C,O P站以及数据服务处于同一局域网内,通过以外网连接。O P站上装有上位机组态软件Win C C,Win C C通过数据存储脚本将数据存入位于数据服务器上的数据库软件上,作为远程客户访问的数据源。
3 结论
炒青绿茶的加工工艺相对其他绿茶类别比较复杂,炒青绿茶自动化生产线的设计,在提高炒青绿茶加工效率的基础上,也使其茶叶加工变得更简单可控,摆脱了长期以来做茶师傅“看茶做茶”带来的问题,并初步实现炒青绿茶加工的标准化。同时,不同地域,季节以及品茶习惯的影响,炒青绿茶加工工艺参数还有待作出相应的改变。下一步,炒青绿茶加工工艺参数的调试和炒青绿茶进一步标准化工作成为我们的研究重点。
致谢:感谢国家茶叶技术产业体的各位专家学者在炒青绿茶自动化生产线控制系统的研发设计过程中提出了宝贵的指导意见。
参考文献
[1]张正竹,李尚庆,吴卫国,等.茶叶现代化加工技术和装备的研究与推广[J].中国茶叶,2009,29(2):4 - 6.
[2]张晓娇.基于U M L的炒青绿茶自动化生产线控制系统研制[J].浙江农业科学,2012,(4):563 - 565.
[3]谭俊峰,金华强,黄跃进,等.自动化炒青绿茶生产线的设计与应用[J].茶叶科学,2010,30(3):229 - 234.
[4]谭俊峰,林智,李云飞,等.扁形绿茶自动化生产线构建和控制研究[J].茶叶科学,2012,32(4):283 - 288.
[5]严波.基于组态王的SC A D A系统设计及数据库访问接口技术[D].武汉:华中科技大学,2012.
[6]林启军.基于模糊技术的滚筒式茶叶杀青机温度控制[D].长沙:中南大学,2011.
[7]余小明,张先锋,钟应富,等.基于P L C控制的自动化茶叶揉捻机组研究[J].南方农业,2011,5(5):53 - 56.
[8]徐惠敏.炒青茶生产线自动控制系统的研究-基于P L C与组态软件[J].农机化研究,2012,1(1):199 - 202.
Application of Information Technology for an Automated Green Tea Roasting Process
T A N G Zhe1,2,C H E N H ua-rong1,Z H O U Y u1,Z H O U Jian-yong1
(1. Changsha Xiangfeng Intelligent Equipment Limited Company,Changsha,Hunan 410100,China;2. Schoolof Information Science and Engineering,Central South University,Changsha,Hunan 410083,China)
Abstract:Roasted green tea is a major tea product on the market in China. The design and im plementation of the first auto mated production line for processing the roasted green tea in the nation are described. The process was first dissected into m odules based on the technological functions,then,the auto mated operational seg ments were designed and integrated into a continuous line with real-time controls. A n SC A D A(Supervisory Control and Data Acquisition)system was developed to consist of three basic operations,i.e.,the in-line control,centralized process m onitoring,and management and services,for the line. This auto mated production line provided a precise control on all processing parameters,a sim ple and convenient user-interface,and a rem ote IT access.
Key words:roasted green tea;auto mated production;SC A D A;rem ote access
中图分类号:T S272.4;T S272.3
文献标识码:A
文章编号:2096 - 0220(2016)01 - 0018 - 07
收稿日期:2015 - 11 - 18初稿;2016 - 02 - 27修改稿
作者简介:汤哲(1977 -),男,教授,主要从事自动化、智能控制和茶叶加工装备方面的研究。