出口加纳内燃动车组车钩座安装精度控制工艺
2016-06-27叶亚宁甄宏杰叶雅琴侯秀娟
叶亚宁 甄宏杰 叶雅琴 侯秀娟
(中车唐山机车车辆有限公司 河北 唐山 063035 )
出口加纳内燃动车组车钩座安装精度控制工艺
叶亚宁 甄宏杰 叶雅琴 侯秀娟
(中车唐山机车车辆有限公司 河北 唐山 063035 )
通过分析车钩与车钩座连接关系,建立车钩座安装计算模型,确定车钩座安装时的垂向倾斜量。给出工艺参数,编制工艺流程,运用工艺装备控制车钩座安装质量,提高半自动车钩组装精度,保证车辆可靠连挂运行,满足使用要求。
内燃动车组;车钩座;半自动车钩;工艺参数
出口加纳的内燃动车组是由中车唐山机车车辆有限公司(以下简称唐车公司)承制的,车辆端部采用半自动车钩进行连挂。车体组成后,用4个M36螺栓、螺母将车钩固定到车钩座上(见图1)。车钩座与牵引梁连接,由此将车辆运行过程中承受的牵引力和冲击力传递到车体。
为了保证车辆可靠连挂、安全运行,设计方案对半自动车钩安装后前端上翘、下垂状况提出了很高的要求,鉴于曾出现过因车钩座安装倾斜导致车钩前端高度尺寸超差状况,生产过程中必须对影响车钩高度尺寸的因素进行分析控制,避免车钩安装后前端高度尺寸超差,导致车辆更改困难、降低产品质量或无法更改带来损失等现象发生。

图1 车钩安装连接
1 车钩座结构及组装分析
车钩座结构如图2所示,采用C级钢铸造再经过机加工成型。车钩座每个侧面上布置12个ø22 mm铆钉孔,与牵引梁通过铆接连接固定,其上4个车钩安装通孔两端均设置凸台面,凸台面与车钩上相应的安装面接触。根据以上结构,分析认为车钩座上影响车钩安装状态的因素有:(1)车钩座上同一侧4个凸台面是否共面,且此面与侧面是否垂直;(2)制造时24个铆钉孔与车钩安装孔的相对位置是否准确。

图2 车钩座模型
车钩座制造时对车钩安装孔、凸台面、铆钉孔均提出了很高的加工要求,车钩座自身加工精度、检验要求高,检验合格的零件不是引起车钩前端高度尺寸超差的主要因素。车钩座与牵引梁在组装、铆接及底架前端焊接等制造过程中引入的定位误差、牵引梁焊接变形导致车钩座倾斜,才是车钩安装后高度超差的主要原因。
2 计算分析
通过以上分析可知,牵引梁组装、铆接、焊接等操作会导致车钩座倾斜,但这些操作不能缺少,影响也客观存在。为此,首先需要建立数学模型进行计算,确定车钩座安装后允许存在的倾斜量范围,为生产中的工艺控制提供参考。
2.1 简化模型
车钩断面尺寸较之长度尺寸明显偏小,况且在车辆未连挂状态下其本身刚性大,因此将车钩简化为刚性杆件;车钩座为铸钢件,其上凸台面采用机加工而成,可满足共面要求,故而将车钩座上凸台面简化为刚性平面。
2.2 坐标系建立
建立二维坐标系进行计算,坐标原点选择在车钩座4个螺栓安装孔构成的几何中心位置,且处于螺堵面上(见图2)。过原点,沿车钩座面法线方向(车钩长度方向)建立x轴;过原点,沿铅垂方向为y轴,组成计算坐标系。
2.3 理论计算
根据以上建立的坐标系及简化模型,绘制车钩安装后的几何关系图,具体如下:以坐标原点为圆心,坐标原点到螺堵凸台面外沿垂向直线距离为半径,建立检测圆(表示车钩座凸台面倾斜范围),其半径为r;以坐标原点为圆心,车钩长度尺寸为半径,建立曲翘圆(表示车钩安装后前端垂翘范围),其半径为R。车钩上翘时前端与曲翘圆的交点为A,车钩下垂时,前端与曲翘圆的交点为B;当车钩处于上翘状态时车钩座凸台面为FF′,车钩处于下垂状态时,车钩座凸台面为EE′,点E、E′、F、F′代表车钩座上螺堵孔凸台外沿与检测圆的交点,H、H′、I、I′分别表示过点F、F′、E、E′水平线与y轴交点,几何关系图如图3所示。
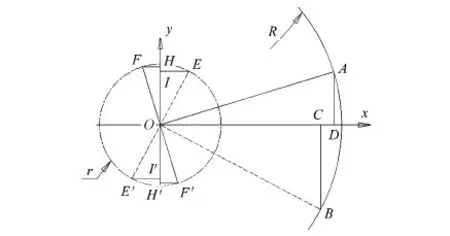
图3 几何关系图
分析几何关系图,可建立计算式如下:
∠EOH+∠COE=∠COB+∠COE=90°
∠EOH=∠COB

EI=OE×CB/OB
同理:FH=OF×AD/OA
以上式子中存在如下关系:BO=OA=R,OE=OF=r。
图3中线段AD长度等于车钩前端上翘时的高度偏差值;线段CB长度等于车钩前端下垂时的高度偏差值。根据上式计算车钩座倾斜时,凸台面相对铅垂面的最大间隙如下:
(1)当车钩呈下垂状态,即车钩座前倾时:δ=EI+E′I′=2EI。
(2)当车钩呈上翘状态,即车钩座后倾时:δ=FH+F′H′=2FH。
式中:δ为车钩座凸台面与铅垂面间隙最大值。
由此将车钩安装后前端上翘、下垂状态,量化为车钩座凸台面与铅垂面的间隙值,便于测量控制。
3 组装工艺控制
车钩座在牵引梁组成工序安装,因此在牵引梁组成时,需要采取措施对车钩座组装质量进行控制,为此制定牵引梁组成生产工艺流程如图4所示。

图4 牵引梁组成制造流程图
3.1 牵引梁组装
为保证车钩座安装后倾斜量符合要求,牵引梁组装时需要专用工装,利用反装工艺进行组装。工装采用平台支撑,平台上设置车钩座固定模块。组装时先用4个工艺螺栓将车钩座与工装上车钩座定位模块固定,之后组装单片牵引梁左(右)。用M22螺栓穿过单片牵引梁、车钩座上铆钉孔(每侧4个螺栓,均匀布置),拧紧螺母将车钩座与牵引梁相对位置进行固定;在工装上安装其他各件,对牵引梁等件进行顶紧、压紧,保证牵引梁下面与工装支撑面密贴、各组装件之间接触密贴;最后用MAG焊机对各组装件进行焊接固定。
3.2 牵引梁焊接
牵引梁组装后进入焊接工序,焊接过程中大量的热输入会使牵引梁翘曲变形,导致车钩座倾斜。为了减少焊接变形,牵引梁焊接时采用工装压紧进行,焊接完毕待工件冷却后才允许出胎。
3.3 调修
牵引梁经过焊接工序后发生了变形,为了控制车钩座倾斜量,焊接后需要进行调修,将牵引梁变形控制在允许范围内,调修主要采用工装顶压及人工火焰调修的方法,消除牵引梁的弯曲、扭曲变形。调修时需要对牵引梁上平面进行重点控制,以保证翼边顺直。
3.4 检测
测量对于保证产品质量是一个不可缺少的重要环节[1],为了避免牵引梁铆接后发生车钩座倾斜超差,造成更改困难,在牵引梁铆接前、后均须对车钩座倾斜状况进行检测(见图5)。
(1)测量基准确定。车钩座倾斜检查需要基准面,理想的基准面是水平面和铅垂面,但因零件结构、测量手段的限制,不能使用铅垂面、水平面进行测量。考虑到牵引梁上面为平面,并且是组装基准面,牵引梁焊接后经过调平控制,故检测时将此面贴向检测平台,以检测平台面为基准进行测量。
(2)一次检测。这是在牵引梁经调修工序后对车钩座进行的检测,由于车钩座外形特殊,通用的检测工具无法满足检测要求,需专用的检测样板和检测平台。检测时将牵引梁上面贴向检测平台,用塞尺测量车钩座凸台面与样板测量面的间隙量,符合要求的进入铆接工序,超差的牵引梁返回调修工序。
(3)二次检测。二次检测是在牵引梁铆接后进行的检查,主要防止牵引梁因吊运磕碰或铆接过程中扩孔振动导致车钩座倾斜。二次检测的方式与一次检测相同。

图5 车钩座倾斜检测
(4)检测标准。考虑到后道工序中牵引梁仍需要与其他零部件进行焊接连接,引入的焊接变形会影响车钩座倾斜,故而在牵引梁组成工序将车钩座安装精度要求提高一倍,即按照图3中EI或FH值进行控制,以容纳后道工序可能引入的误差。
4 车体组成后检测
车体组成后,需要再次测量车钩座倾斜状况,及时发现底架组成、车体组成焊接过程中变形带来的影响,测量方式为铅垂吊线检查,测点为上、下螺堵面,防止超差车辆向后道工序流转。
5 结论
通过分析计算及编制合理的工艺流程,在施工过程中对车钩座安装精度进行控制,保证半自动车钩安装后其前端上翘、下垂状况符合使用要求,解决了车钩安装后尺寸超差的技术问题,为内燃动车组车辆生产提供了经验。
[1] 何志刚.互换性与测量技术[M]. 3版.北京:中国农业出版社,1994.□
(编辑:林素珍)
2095-5251(2016)06-0016-03
2016-02-25
叶亚宁(1983- ),男,硕士研究生学历,工程师,从事轨道客车车体制造工艺技术工作。
U270.34
B
