拉弯机预拉力控制系统的研究
2016-06-16孙旭光单世延
孙旭光,王 冰,单世延
(1.淮海工学院 机械工程学院,江苏 连云港 222005;2.中国矿业大学 机电工程学院,江苏徐州 221116)
拉弯机预拉力控制系统的研究
孙旭光1,王冰2,单世延2
(1.淮海工学院 机械工程学院,江苏 连云港222005;2.中国矿业大学 机电工程学院,江苏徐州221116)
摘要:拉弯机预拉力是否保持恒定直接影响型材拉弯质量,针对预拉力开环控制系统不能使预拉力保持恒定,引起型材拉弯回弹和弯曲处起皱问题,提出将预拉力开环控制系统改进成一个闭环控制系统。文章分析了该闭环控制系统的组成和工作原理,并推导了系统的总传递函数,使用matlab进行了仿真分析。得到的结论验证了预拉力闭环控制系统的可行性,并对此系统设计提供理论基础。
关键词:预拉力;型材拉弯;闭环控制系统;传递函数
0引言
汽车门由门板与门框组成,门板多采用冲压成型,技术比较成熟,而门框的成型则比较复杂,需要进行三维的空间拉弯,并且对成型的质量要求很高,一直是国内汽车配件企业面临的技术难点[1]。其中型材拉弯后回弹过大和弯曲处起皱这两条质量缺陷问题,都与预拉力是否能够保持恒定有直接的关系[2-4]。本文通过研究安徽富仁集团下属的某汽车配件公司三维拉弯设备,发现在更换和调试模具时,为调定预拉力到某一值花费时间长,并且在调试过程中会浪费太多的型材,拉弯机长时间工作以后,其预拉力也会发生变化,直接影响型材拉弯质量。为此,提出了将原预拉力开环控制系统做成一个闭环控制系统,使拉弯机在工作过程中,自动调整预拉力保持恒定,提高型材拉弯质量。因此,研究所设计的预拉力闭环控制系统的动态性能,对分析此系统的可行性和稳定性具有重要的意义。
1预拉力控制系统
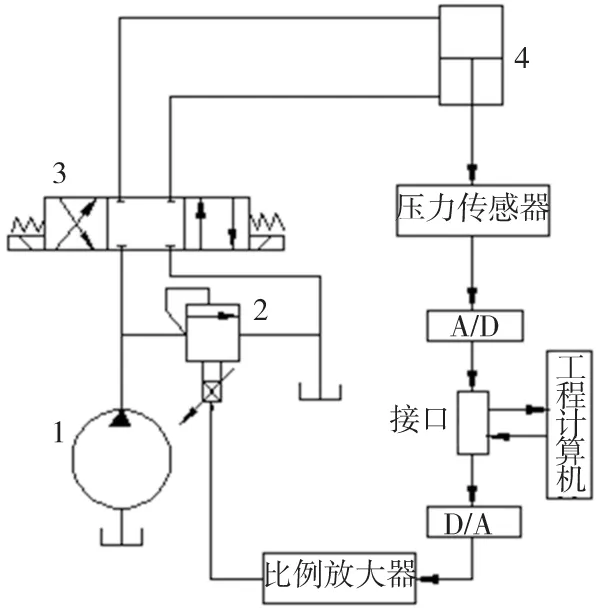
1.液压泵 2.比例溢流阀 3.比例方向阀 4.液压缸
图1为改进的三维拉弯机预拉力闭环控制系统原理图,其液压油缸的运动方向由方向阀来控制,整个系统的压力由比例溢流阀来设定。闭环系统的核心元件是比例放大器、A/D转换器、工控计算机和压力传感器。预拉力比例闭环系统的控制过程是:压力传感器采集实际的负载力,并经过A/D转换读入工控计算机,并与理想压力进行比较得到偏差信号,偏差信号通过比例放大器控制比例溢流阀动作,进而调整液压系统压力[5-7]。图2是液压控制系统的方框图。

图2 液压控制系统的方框图
2预拉力控制系统传递函数的建立
2.1比例溢流阀环节
比例溢流阀的传递函数直接推导非常复杂,工程中一般把比例溢流的传递函数可以近似于认为是一个二阶传递环节[8]:
(1)
式中:K1—比例溢流阀的增益;
ε0—比例溢流阀的阻尼比;
ω0—比例溢流阀的固有频率。
2.2比例方向阀环节
在对液压系统进行压力恒定调节的时候,方向阀主要起到换向和调速的作用,可以视为液阻,为了便于数学推导,暂不考虑管路中的压降[9]。因此,比例方向阀两侧的压降和流量之间的关系为:
ΔP=RQ
(2)
式中:ΔP—比例方向阀两侧的压差;
R—管路中液压油的液阻;
Q—通过比例方向阀的流量。
通过比例方向阀的流量与通过液压缸的流量相同,可以表示为:
(3)
式中:A—液压缸活塞的有效作用面积;
cx—液压缸总的泄露系数;
x—液压缸活塞杆的位移;
β—体积弹性模量;
V—油腔的体积;
P—液压缸进油压力。
在对液压系统进行仿真的时候,认为液压缸的活塞杆是静止的,因此它的位移近似为零,因此,式(3)简化为:
(4)
由式(2)与式(3)得到比例方向阀的液阻传递函数为:
(5)
2.3液压缸—负载环节
换向阀负载流量方程为:
(6)
式中:qL—负载流量;
cd—阀口的流量系数;
w—面积梯度;
x—阀芯位移;
pL—负载压力;
ps—进口处的压力;
ρ—液压系统油液的密度。
式(6)不是线性方程,不利于后面的分析,因此对其进行线性化处理,可以得到:
ΔqL=KqΔx-KcΔpL
(7)
式中:Kq—流量放大系数;
Kc—流量-压力系数。
液压缸的进油腔和回油腔的流量方程分别为:
(8)
(9)
式中:A—液压缸的工作面积;
C1—内泄漏系数;
C2—外泄漏系数;
β—弹性模量。
将式(8)与式(9)经过化简以后可以得到:
(10)
式中:C—总的泄漏系数;
V—液压缸两腔的总容积;
液压缸活塞的动力学平衡方程:
(11)
式中:m—活塞杆质量;
B—阻尼系数;
K—动刚度。
则式(11)增量方程可以写为:
(12)
由式(7)、式(10)、式(12)联立推导出液压缸与负载的传递函数方程为:
(13)
根据上面对液压系统各个环节的求解,可以得到液压系统总的传递函数方框图:

Ka—比例放大器的增益,Kb—力传感器的增益
3仿真分析
型材发生变化,传递函数中与型材相关的参数(例如负载刚度、负载质量)就会发生变化,具体的传递函数相关代数值也会发生变化,实际传递函数要根据现场型材的变化代入不同的数值进行求解,本文以现场型材为例进行仿真举例,所建立的预拉力控制系统的设计变量是供油压力P=6MPa,液压缸的工作面积为A=70cm2,比例溢流阀的增益K1=5.1×10-3m3/(s·A),比例溢流阀的阻尼率ε0=0.7,比例溢流阀的固有频率ω0=40rad/s,Ka=0.6,Kb=0.05V/N,采用matlab进行仿真分析得到Bode图、单位阶跃响应图,分别如图4、图5。

图4 控制系统BODE图

图5 单位阶跃响应图
(1)图4表明此最小相位系统开环对数幅频特性比其对数相频特性先交于横轴,所以所设的拉弯机预拉力闭环控制系统稳定,相位裕度γ=50°,幅值裕度Kg=9.6dB,满足工程要求。
(2)从图5 可以看出,在单位阶跃信号作用下,系统在极短的时间内就衰减到稳定状态,即系统的的响应速度非常快,这说明预拉力系统的的动态性能良好,具有良好的时域指标[10]。
4结论
(1) 针型拉弯机预拉力开环控制系统不能是预拉力保持恒定,引起型材拉弯弹性回弹和弯曲处起皱问题,提出了将原有的预拉力开环控制系统改进为了比例闭环控制系统。
(2)重点分析预拉力比例闭环控制系统工作原理和推出了各个环节的传递函数,求得了系统的总传递函数,为此系统的设计提供了理论基础。
(3)使用MATLAB对所设计的系统进行了仿真分析,验证了系统是一个稳定系统,具有良好的频域特性和时域特性,系统在单位阶跃信号的作用下,能很快的达到稳定状态,满足工作要求。
[参考文献]
[1] 李赢.液压拉弯机关键技术的研究[D].天津:天津大学, 2006.
[2] 王俊彪,于成龙,王永军,等.拉弯过程中预拉力对角型材零件回弹的影响规律[J].航空制造技术,2010(1):98-100.
[3] ZHANG He,JIANG Ji-qing,ZHANG Zhi-cheng.Three-dimensional elasticity solutions for bending of generally supported thick functionally graded plates[J]. Applied Mathematics and Mechanics,2014,11:1467-1478.
[4] 王胜满.用于地铁车辆的不锈钢型材拉弯成型缺陷[J].吉林大学学报(工学版),2013,19(6):37-39.
[5] 魏祥雨. 闭环控制数字液压缸研究[D].重庆:重庆大学,2005.
[6] 王瑜,林立.双闭环液压盘式刹车自动化优化技术研究[J].西南石油大学学报(自然科学版),2011,33(6):160-164.
[7] Tangirala, Sekhar, Dzielski.A Variable Buoyancy Control System For a Large AUV [J].IEEE Journal of Oceanic Engineering, 2007,32(4):762-77.
[8] 吴军强.基于电液比例的液压机压力闭环控制研究[D].成都:西华大学,2011.
[9] 邢丽华.电液比例方向阀性能测试及分析系统研究[D].杭州:浙江大学,2011.
[10]杨叔子.机械工程控制基础[M].武汉:华中科技大学出版社,2011.
(编辑赵蓉)
Control System Research of Pre-tension of Stretch Bending Machine
SUN Xu-guang1,WANG Bing2,SHAN Shi-yan2
(1. College of Mechanical Engineering,Huaihai Institute of Technology, Lianyungang Jiangsu 222005,China;2. College of Mechanical and Electrical Engineering,China University of Mining and Technology,Xuzhou Jiangsu 221116 ,China)
Abstract:Whether pre-tension of stretch bending machine remains constant affects directly the quality of profile stretch bending,and according to the problem of open-loop control system of pre-tension can’t keep pre-tension constant that causes stretch bending springback and buckle folding of profile , open-loop control system of pre-tension is improved into closed-loop control system .This paper analyzes the composition and operating principle of the closed-loop control system , derives the transfer function of the overall system , then the simulation analysis by matlab is given to the system . The conclusion illustrates the feasibility of the closed-loop control system of pre-tension and provides theory basis for the its design .
Key words:pre-tension ; profile stretch bending ;closed-loop control system ; transfer function
文章编号:1001-2265(2016)05-0110-03
DOI:10.13462/j.cnki.mmtamt.2016.05.030
收稿日期:2015-06-05;修回日期:2015-07-05
作者简介:孙旭光(1960—),男,黑龙江鸡西人,淮海工学院教授,博士,研究方向为流体传动与控制技术,(E-mail)sunxugjs@sina.com。
中图分类号:TH165;TG68
文献标识码:A
