废催化剂中三氧化钨的分离回收及其催化合成环己酮的研究
2016-04-25潘梦远陈旭泽张林峰吴华东
潘梦远,陈旭泽,胡 競,张林峰,吴华东,郭 嘉
(武汉工程大学化工与制药学院 绿色化工过程教育部重点实验室,湖北 武汉 430073)
废催化剂中三氧化钨的分离回收及其催化合成环己酮的研究
潘梦远,陈旭泽,胡競,张林峰,吴华东,郭嘉
(武汉工程大学化工与制药学院 绿色化工过程教育部重点实验室,湖北 武汉 430073)
摘要:从烟气脱硝的废催化剂中分离回收三氧化钨,通过单因素实验、正交实验及验证实验考察分离回收三氧化钨的最佳条件。确定优化的实验条件为:废催化剂粒径300目,焙烧温度800 ℃,焙烧时间2.0 h,浸取时间48 h,氨水用量为4倍理论氨水量。在优化条件下,三氧化钨回收率可达80%以上,纯度可达90%。回收的三氧化钨在催化氧化合成环己酮时性能良好,具有较大的经济价值和社会价值。
关键词:废催化剂;三氧化钨;回收率;催化氧化;环己酮
2008年,我国氮氧化物的排放量高达2 000万t,居世界第一。其中,燃煤电厂的氮氧化物排放量占总量的35%以上[1]。为减少燃煤电厂氮氧化物的排放,我国颁布了《火电厂氮氧化物防治技术政策》,明确提出了燃煤电厂烟气脱硝的技术路线,给出了选择性催化还原法(SCR)、选择性非催化还原法(SNCR)和选择性非催化还原联合选择性催化还原法(SNCR-SCR)3种技术路线[2-4]。其中SCR的脱硝效率可达60%~90%[5],该技术也是目前世界上脱硝效率最高、最成熟、应用最多的技术。目前,国内现有和拟建的脱硝工程中采用SCR技术的达到95%[6-8]。
钨作为一种难熔的稀有金属,因其特有的物理、化学性能而被广泛地应用于军工、电子、冶金、石油化工等重要工业领域,被我国和其它许多国家列为重要的战略金属[9]。伴随着钨工业的迅速发展,我国钨矿资源消耗惊人,钨资源无保护的开采严重破坏了资源和环境,可供开采的钨矿资源急剧减少,我国天然的钨资源优势正逐渐消失[10-12]。因此,对烟气脱硝废催化剂中三氧化钨的分离回收研究,可为相关环境问题提供有效的解决方案,同时也能带来十分可观的社会效益。
1实验
1.1材料、试剂与仪器
脱硝废催化剂,武汉凯迪电力环保有限公司。
盐酸,开封东大化工有限公司;氨水,天津凯通化学试剂有限公司;氢氧化钠、硫氰酸钾、三氯化钛、过氧化氢、环己醇、甲醇,国药集团化学试剂有限公司。
T6型紫外可见分光光度计,北京普析通用仪器有限责任公司;FA1004型精密电子天平,上海大谱仪器有限公司;FW型高速万能粉碎机,天津泰斯特仪器有限公司;FA2004型电子天平,上海衡平仪器仪表厂;NEXUS470型傅立叶变换红外光谱仪,Nicolet公司。
1.2方法
1.2.1废催化剂的元素分析结果(表1)
表1废催化剂的元素分析结果
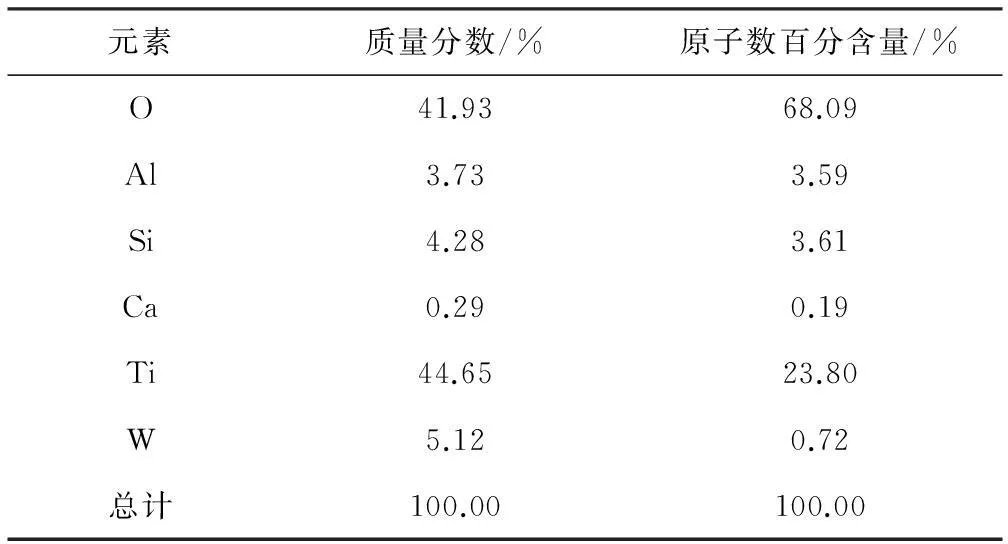
Result of elemental analysis of waste catalyst
由表1可知,废催化剂主要由金属氧化物组成,除了氧元素,还含有W、Al、Si、Ti、Ca等元素。另外,根据催化剂生产厂家资料分析,可能还含有Na、Mg、K等微量元素。元素分析结果表明,废催化剂成分和传统的钨矿石以及其它含钨废料有所不同。
1.2.2废催化剂的预处理
将脱硝废催化剂粉碎,并分别过100目、200目、300目、400目筛,备用。
1.2.3三氧化钨的分离回收
取5.0 g废催化剂置于马弗炉中,于不同温度下焙烧1.25 h,每15 min翻料一次确保其充分焙烧,焙烧完成后静置,自然冷却。将焙烧后的废催化剂与一定浓度的盐酸置于摇床中于室温下反应2 h,再过滤、水洗、干燥。将所得粉末用一定浓度的氨水浸取,置于摇床中反应一定时间后过滤。滤液蒸发、马弗炉焙烧后得到三氧化钨;滤饼干燥后与浓氢氧化钠溶液反应,过滤、干燥后得到二氧化钛。
1.2.4三氧化钨回收率的测定
用移液管移取4 mL三氧化钨标准溶液于50 mL棕色容量瓶中,用移液管分别准确加入5 mL 30%硫氰酸钾溶液、5 mL三氯化钛溶液、20 mL盐酸溶液,再加入蒸馏水定容,摇匀,静置30 min后,以蒸馏水作参比,用紫外可见分光光度计在350~600 nm范围内测定其吸光度,得到最大吸收波长为400 nm。以吸光度(A)为纵坐标、三氧化钨浓度(c)为横坐标绘制标准曲线,拟合得到线性回归方程:A=0.4067c+0.022,R=0.99969。
根据标准曲线方程,按下式计算三氧化钨回收率:
式中:A为三氧化钨溶液的吸光度。
1.2.5三氧化钨分离回收工艺条件的优化
以三氧化钨回收率为考核指标,通过单因素实验考察废催化剂粒径、焙烧温度、焙烧时间、浸取时间、氨水用量等对三氧化钨分离回收的影响,并通过正交实验优化三氧化钨分离回收工艺条件。
1.2.6三氧化钨的催化性能测试
取2 mmol·L-1三氧化钨、5 mL甲醇、15 mL过氧化氢加入150 mL磨口烧瓶中,室温下磁力搅拌15 min,使其充分混匀,再加入10 mL环己醇。将磨口烧瓶放入集热式恒温搅拌加热器中,在85 ℃下回流反应3 h。反应结束后将溶液倒入分液漏斗,静置分层,上层即为环己酮。对所合成的环己酮进行红外光谱分析并与环己酮的标准红外光谱比对,测试三氧化钨的催化性能。
2结果与讨论
2.1废催化剂粒径对三氧化钨回收率的影响(图1)
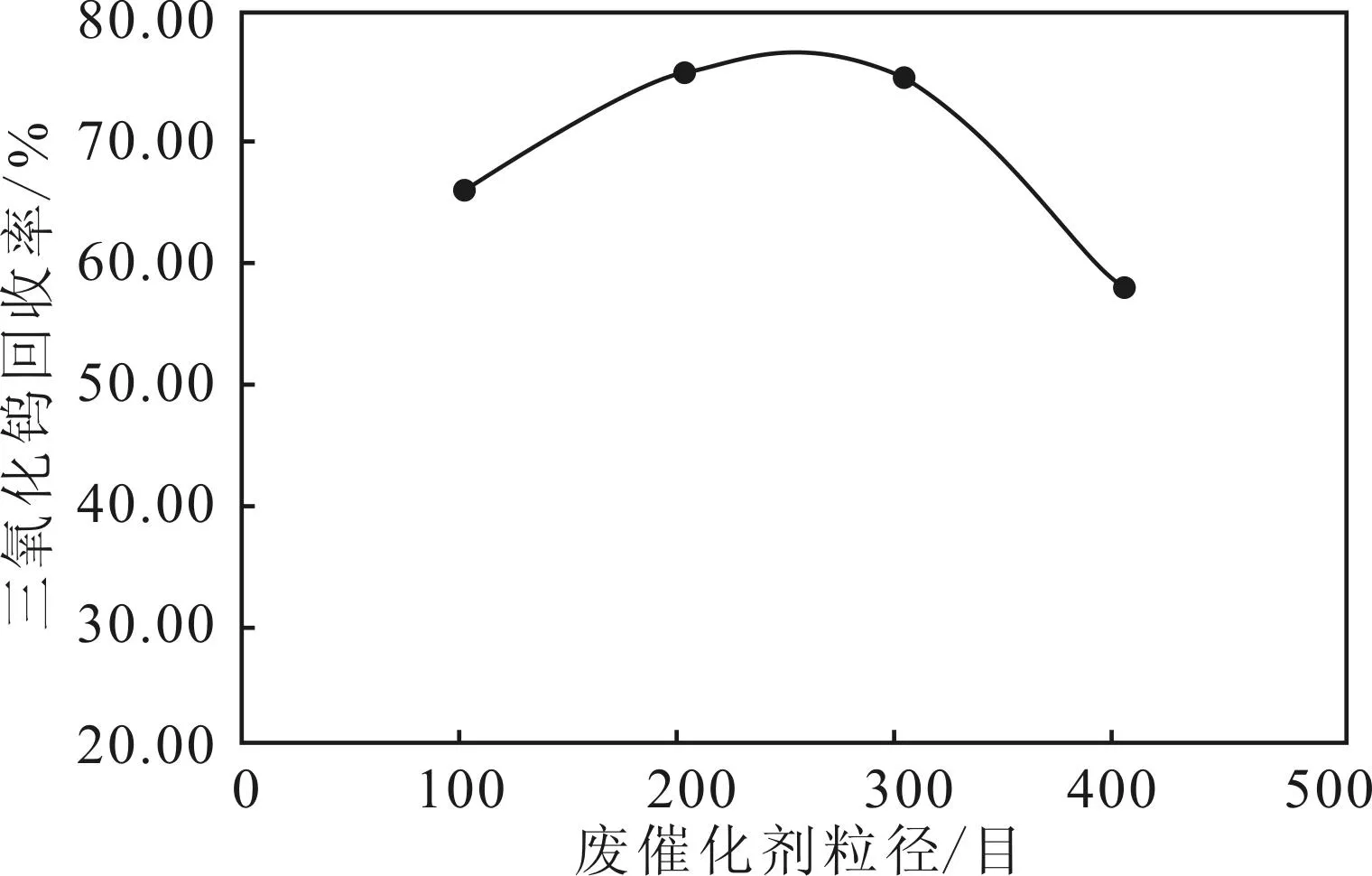
图1 废催化剂粒径对三氧化钨回收率的影响
由图1可知,当废催化剂粒径由100目提高到200目时,三氧化钨回收率提高了约10%;当废催化剂粒径由200目提高到300目时,三氧化钨回收率变化不明显;而当废催化剂粒径达到400目时,三氧化钨回收率大幅下降。这是因为,废催化剂粒径减小会增大反应的表面积,使三氧化钨浸出得更快更彻底;废催化剂粒径过小,虽然提高了浸出效果,但是也增强了吸附作用,导致溶剂流通阻力增大,不利于浸出。在实验中,使用400目进行过滤分离时颗粒堵塞严重,过滤时间大大延长,过滤效果较差。故选择最佳废催化剂粒径为300目。
2.2焙烧温度对三氧化钨回收率的影响(图2)
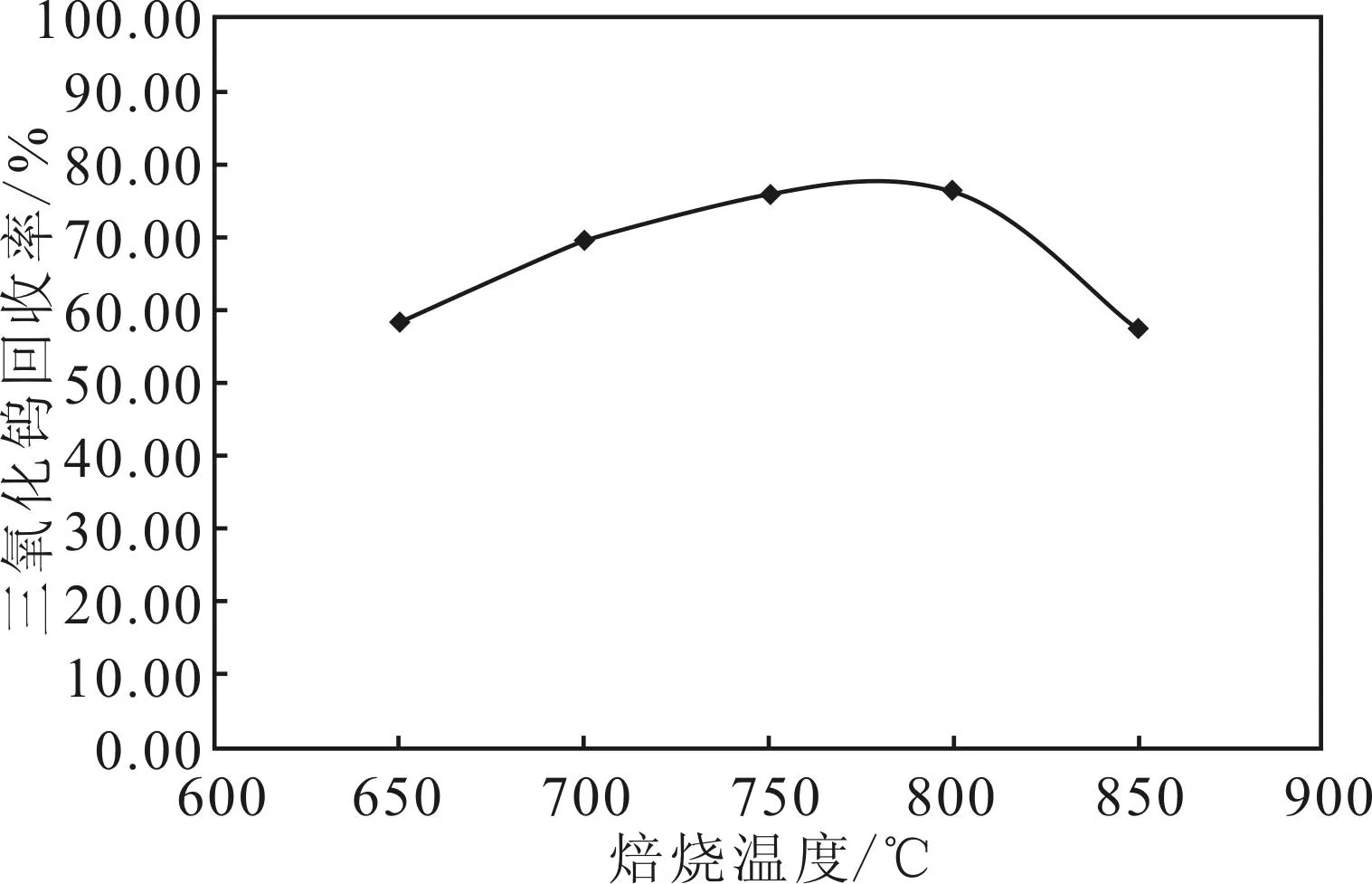
图2 焙烧温度对三氧化钨回收率的影响
由图2可知,当焙烧温度从650 ℃升高到800 ℃时,三氧化钨回收率明显升高;当焙烧温度继续升至850 ℃时,三氧化钨回收率显著下降。这是因为,高温焙烧可去除废催化剂上吸附的粉尘、水分、积炭和一些易分解的有机杂质,提高浸取率,并且可以使废催化剂充分氧化;而高于850 ℃三氧化钨会显著升华。故选择最佳焙烧温度为800 ℃。
2.3焙烧时间对三氧化钨回收率的影响(图3)
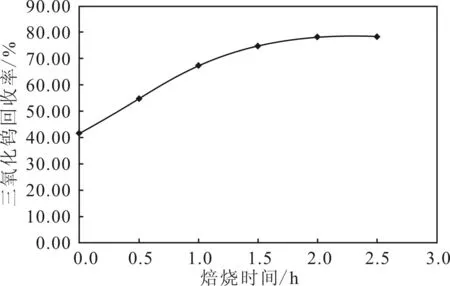
图3 焙烧时间对三氧化钨回收率的影响
由图3可知,当废催化剂不进行焙烧而直接进行后续实验时,三氧化钨回收率最低,且浸取时过滤出的滤液为黄褐色,大大影响了三氧化钨纯度;随着焙烧时间的延长,三氧化钨回收率迅速升高,这是因为,延长焙烧时间可以使废催化剂氧化更完全,减少可分解的杂质成分。当焙烧量为5.0 g时,焙烧2.0 h的回收率最高,再延长焙烧时间,回收率虽有升高但不明显。焙烧时每隔15 min翻料一次并且微敞炉门,使空气通入可以提高焙烧效果。
2.4浸取时间对三氧化钨回收率的影响(图4)
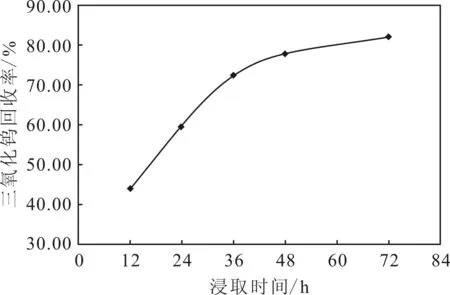
图4 浸取时间对三氧化钨回收率的影响
由于三氧化钨在氨水中的溶解速率十分缓慢,浸取时间对三氧化钨回收率的影响较大。由图4可以看出,反应初期仅有部分三氧化钨溶解,回收率很低;随着浸取时间的延长,回收率逐渐升高。随着三氧化钨的溶解,溶液中仲钨酸铵的化学势也不断升高,化学反应逐渐趋于平衡,反应速率变慢,浸取时间延长至48 h后,回收率升幅相对缓慢。当升高浸取温度时,三氧化钨溶解的速率加快,可以缩短完全溶解的时间。但为了节约能源,选择在室温条件下浸取,并适当延长浸取时间。
2.5氨水用量对三氧化钨回收率的影响(图5)
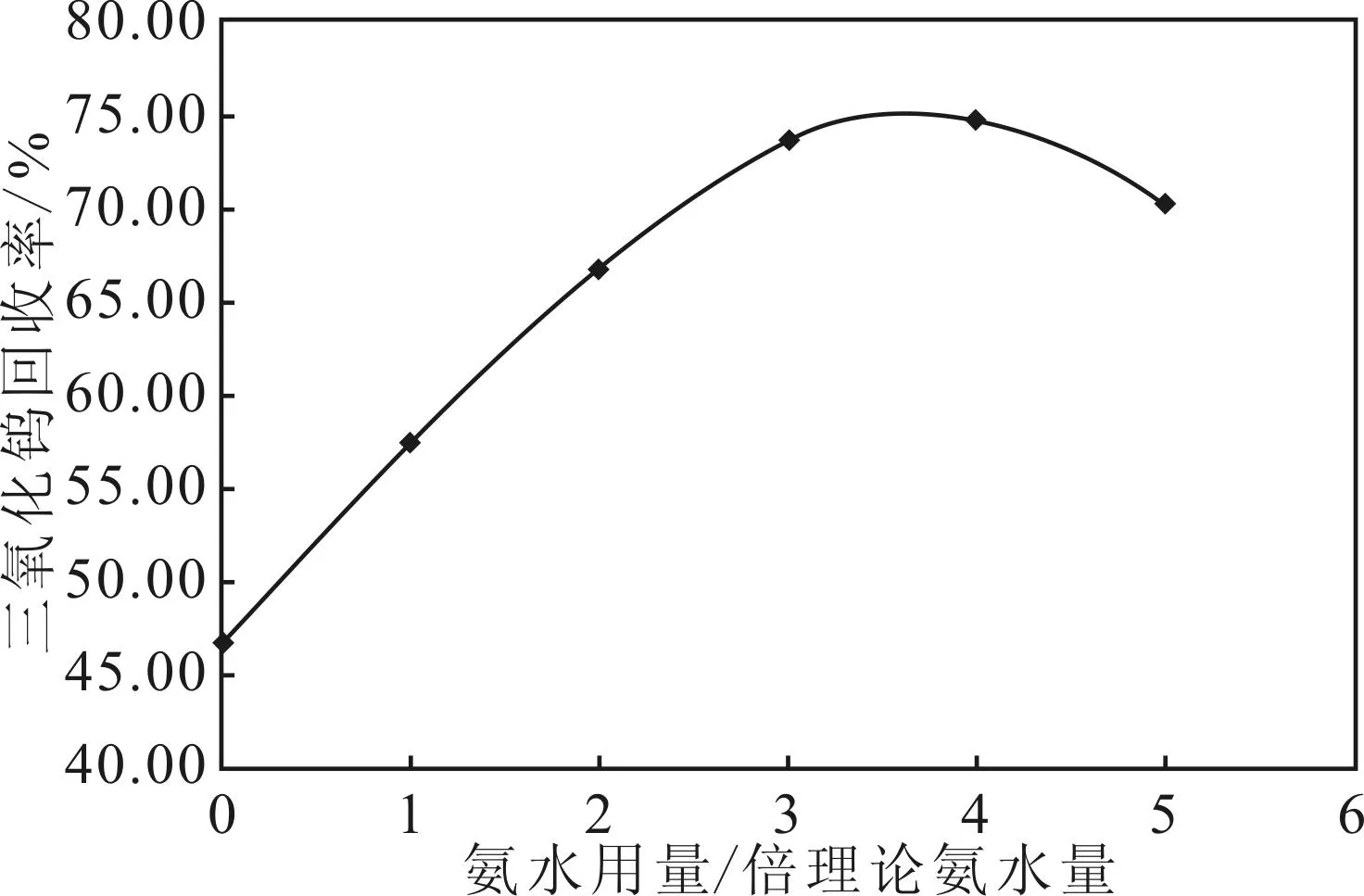
图5 氨水用量对三氧化钨回收率的影响
由图5可知,当氨水用量增加时,三氧化钨回收率显著上升,但当达到4倍理论氨水量时三氧化钨回收率达到最高,再增加氨水用量回收率升高不明显;当达到5倍理论氨水量时,回收率出现下降。原因可能是,在反应初期,增加氨水用量有助于三氧化钨的溶解,致使回收率上升;但在氨水用量较多、反应时间较长的情况下,伴随着三氧化钨溶解的同时,一部分二氧化钛和二氧化硅也溶解于氨水中,造成回收率下降,同时也降低了产品三氧化钨的纯度。氨水用量的增加,表现为氨水浓度的增加,在工业生产中对设备不利,因此以不超过4倍理论氨水量为宜。
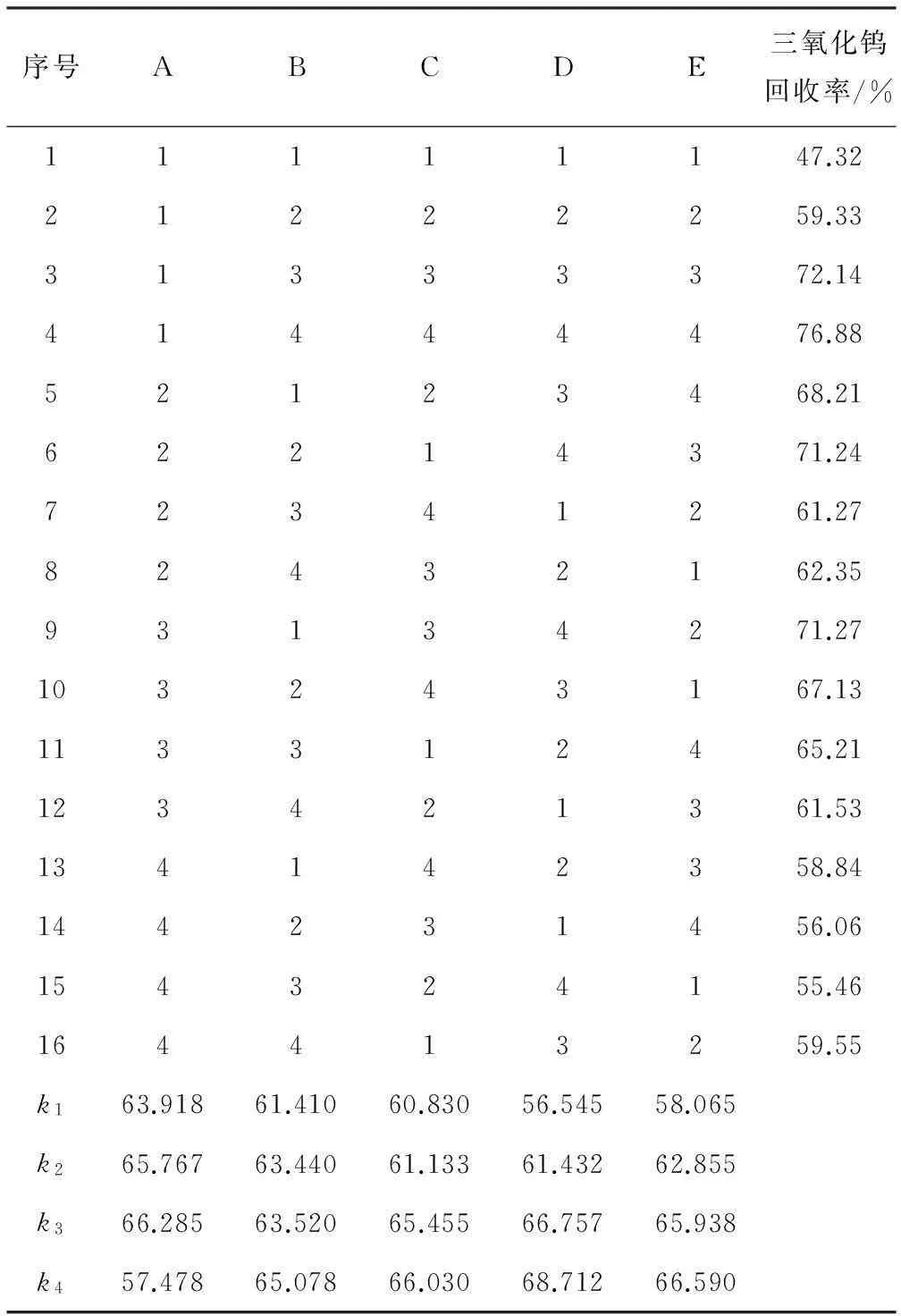
2.6正交实验
根据三氧化钨分离回收的单因素实验结果,以三氧化钨回收率为考核指标,选择废催化剂粒径、焙烧温度、焙烧时间、浸取时间、氨水用量为考察因素设计正交实验,优化三氧化钨分离回收的工艺条件,正交实验的因素与水平见表2,结果与分析见表3。
表2正交实验的因素与水平

Tab.2 Factors and levels of orthogonal experiment
由表3可知,分离回收三氧化钨的最佳条件为A3B4C4D4E4,即废催化剂粒径300目、焙烧温度800 ℃、焙烧时间2.0 h、浸取时间48 h、氨水用量为4倍理论氨水量。
2.7验证实验
准确称取粒径为300目的废催化剂5.0 g,在马弗炉中800 ℃下焙烧2.0 h,用1∶5浓度的盐酸浸泡2 h后,经酸洗、水洗过滤,滤饼干燥后与4倍理论氨水量的氨水反应48 h,滤液经蒸发结晶后放入马弗炉中于800 ℃下焙烧2 h,得产品三氧化钨,纯度可达90%,回收率为81.7%,大于正交实验中的所有实验数据,表明正交实验的结果是正确的。
2.8三氧化钨的催化性能实验
为验证分离回收的三氧化钨的催化性能,开展了三氧化钨催化环己醇合成环己酮的研究。
以所制备的三氧化钨为催化剂,由环己醇催化氧化合成的环己酮的红外光谱如图6所示。环己酮的标准红外光谱如图7所示。
表3正交实验的结果与分析
Tab.3
Results and analysis of orthogonal experiment
从图6可以看出,所合成的环己酮有2个非常明显的特征峰,其中一个还具有明显的特征双峰。2个特征峰与环己酮标准红外光谱吻合,峰值也基本吻合,表明生成的物质为环己酮,回收的三氧化钨具有良好的催化性能。
3结论
考察了脱硝废催化剂粒径、焙烧温度、焙烧时间、浸取时间、氨水用量对三氧化钨回收率的影响。通过单因素实验和正交实验得到分离回收三氧化钨的最佳条件为:废催化剂粒径300目,焙烧温度800 ℃,焙烧时间2.0 h,浸取时间48 h,氨水用量为4倍理论氨水量。在此条件下,三氧化钨回收率最高可达81.7%,纯度可达90%。由环己醇催化氧化合成环己酮的实验表明,分离回收的三氧化钨具有良好的催化性能。
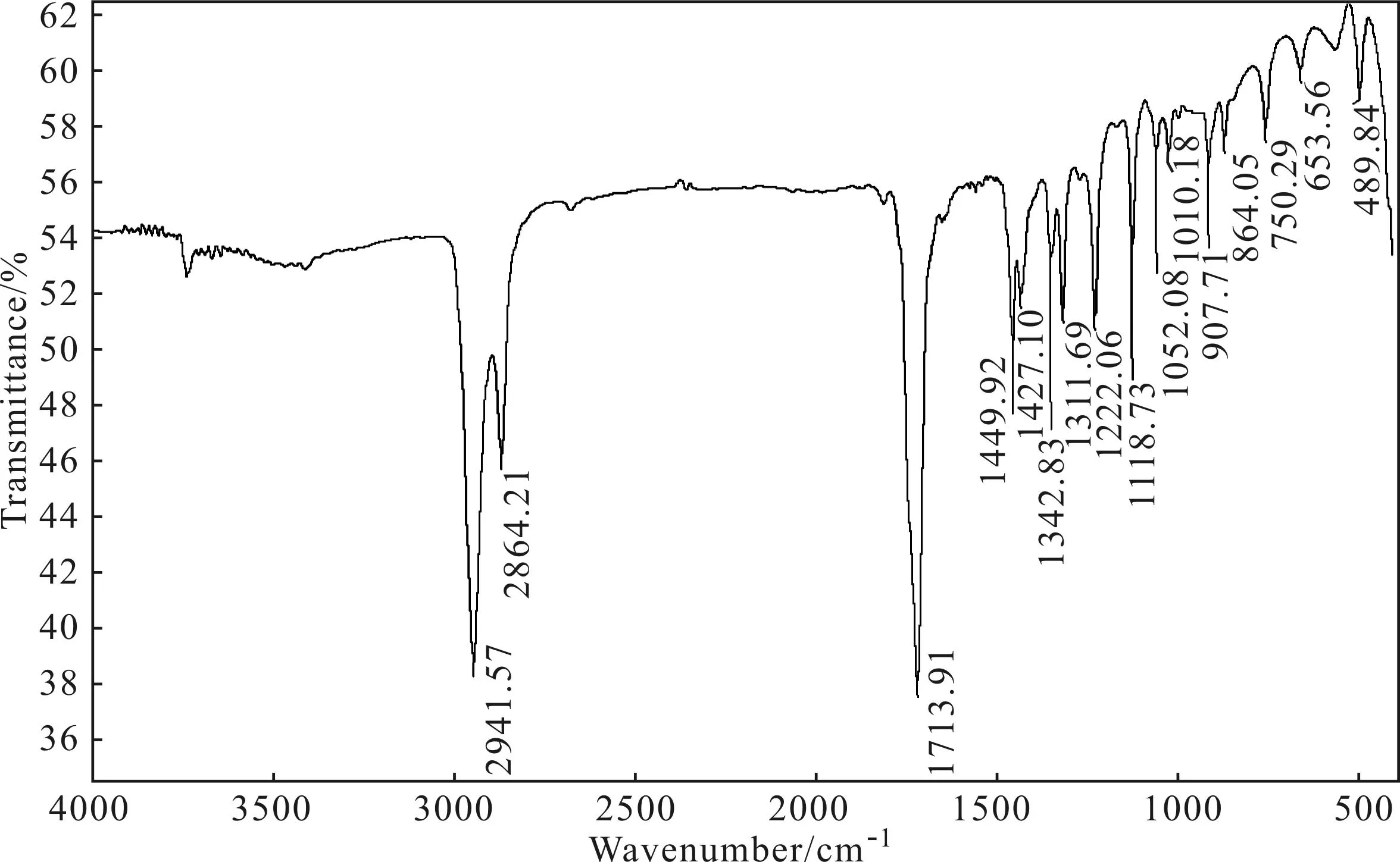
图6 环己醇催化氧化合成的环己酮的红外光谱
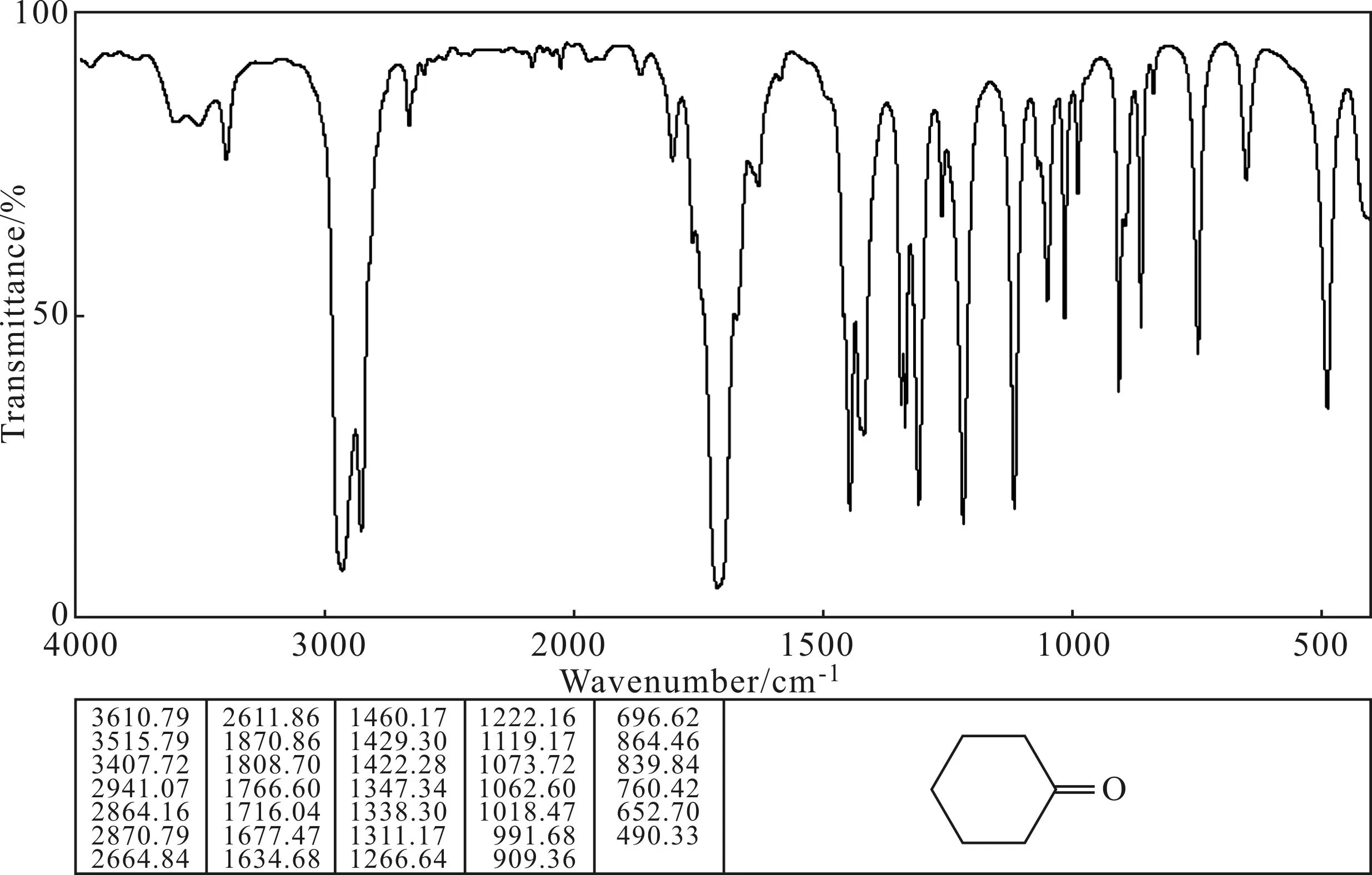
图7 环己酮的标准红外光谱
参考文献:
[1]马风哪,程伟琴.国内火电厂氮氧化物排放现状及控制技术探讨[J].广州化工,2011,39(15):57-59.
[2]蔡小峰,李晓芸.SNCR-SCR烟气脱硝技术及其应用[J].电力环境保护,2008,24(3):30-33.
[3]MADIA G,ELSENER M,KOEBEL M,et al.Thermal stability of vanadia-tungsta-titania catalysts in the SCR process[J].Applied Catalysis B:Environmental,2002,39(2):181-190.
[4]陈进生.火电厂烟气脱硝技术-选择催化还原法[M].北京:中国电力出版社,2008.
[5]王义兵,孙叶柱,陈丰.火电厂SCR烟气脱硝催化剂特性及其应用[J].电力环境保护,2009,25(4):13-15.
[6]胡永锋,白永锋.SCR法烟气脱硝技术在火电厂的应用[J].节能技术,2007,25(2):152-156.
[7]杨忠灿,文军,徐党旗.燃煤锅炉的选择性催化还原烟气脱硝技术[J].广东电力,2006,19(2):13-17.
[8]吴碧君,王述刚,方志星,等.烟气脱硝工艺及其化学反应原理分析[J].热力发电,2006,35(11):59-60.
[9]李冰心.钨价坚挺的深层次原因分析[J].世界有色金属,2011,(8):34-35.
[10]徐盛华.中国钨业在21世纪的战略调整研究[J].中国矿业,2006,15(5):1-3.
[11]夏文堂.钨的二次资源及其开发前景[J].再生资源研究,2006,(1):11-17.
[12]王鼎春,夏耀勤.国内钨及钨合金的研究新进展[J].中国钨业,2001,16(5):91-95.
Separation and Recycle of Tungsten Trioxide from Waste Catalyst and Catalytic Synthesis of Cyclohexanone
PAN Meng-yuan,CHEN Xu-ze,HU Jing,ZHANG Lin-feng,WU Hua-dong,GUO Jia
(KeyLaboratoryforGreenChemicalProcessofMinistryofEducation,SchoolofChemicalEngineeringandPharmacy,WuhanInstituteofTechnology,Wuhan430073,China)
Abstract:Separation and recycle of tungsten trioxides from the waste catalysts of the flue gas denitrification processes was studied.Through the single factor experiment,orthogonal experiment and verification experiment,the optimal conditions were obtained as follows:particle size of 300 mesh,calcination temperature of 800 ℃,calcination time of 2.0 h,leaching time of 48 h,dosage of ammonia was 4 times of theoretical value.Under the optimized conditions,the recovery rate and purity of tungsten trioxide were 80% and 90%,respectively.A good performance was shown for the recycled tungsten trioxide in the experiment of catalytic oxidation of cyclohexanol.This method has favorable economic and social values.
Keywords:waste catalyst;tungsten trioxide;recovery rate;catalytic oxidation;cyclohexanone
中图分类号:O 614.613
文献标识码:A
文章编号:1672-5425(2016)03-0009-05
doi:10.3969/j.issn.1672-5425.2016.03.003
作者简介:潘梦远(1990-),男,湖北武汉人,硕士研究生,研究方向:固体废弃物资源化;通讯作者:郭嘉,湖北省“楚天学者”计划特聘教授,博士生导师,E-mail:guojia@wit.edu.cn。
收稿日期:2016-01-24
基金项目:国家自然科学基金资助项目(51346005),湖北省自然科学基金重点项目(2014CFA090) 国家自然科学基金青年基金资助项目(21506101),国家973计划资助项目(2012CB725204),江苏省自然科学基金资助项目(BK20131046,BK20130917),江苏省高校自然科学基金面上项目(14KJB530003),教育部高等学校博士学科点专项科研基金资助项目(20123221120011),广东省优秀博士专项基金资助项目(sybjjxm201217)
