智能调温纤维的热学性能
2016-04-23张清山
张清山,李 玲
(福建省纤维检验局,福建福州 350026)
智能调温纤维的热学性能
张清山,李玲
(福建省纤维检验局,福建福州350026)
摘要:通过显微镜观察法、热重分析法(TG)和差示扫描量热仪法(DSC)研究了智能调温纤维的外观形态和热学特征,对DSC条件(温度范围、升温速率、样品量和循环次数)进行筛选,优化了测试条件。结论显示,智能调温纤维的DSC曲线,在0~50℃范围内,以20℃/min的速率升温可得到一个熔融峰,再以20℃/min的速率降温可得到一个结晶峰的方法可测定纤维具有智能调温功能。
关键词:智能调温纤维;显微镜法;热学性能
0 引言
智能调温纤维[1]又称“空调纤维”,是将相变材料(简称PCM)技术[2]与纤维制造技术相结合开发的一类新型功能性产品,具有双向温度调节作用。当外界环境温度升高时,纤维中包含的相变材料发生相变,从固态变为液态,吸收热量储存于纤维内部。当外界环境温度降低时,相变材料从液态转变为固态,释放出储存的热量,保持体表温度,使人体处于一种舒适状态。目前,智能调温纤维已成为国内外功能性纺织产品的研究热点,在欧美已有成熟的市场,并得到广大消费者的信赖和接受。国内智能调温纤维经历研发和生产阶段,产品也已逐渐成熟。因此,对智能调温纤维的热学性能进行研究并建立一种系统、简易、有效、合适的检测评价方法显得极为重要,不仅能够解决当前智能调温纤维存在的“定性”问题,而且能够统一质量评价方法、规范市场秩序,正确引导市场消费。
1 试验
1.1试验材料和仪器
材料:具有智能调温功能的纤维。
仪器:哈氏切片器,CU-Ⅱ纤维细度分析仪(OLYMPUS BX41),TG 4000热重分析仪(Perkin El⁃mer),DSC 8500差示扫描量热仪(Perkin Elmer)。
1.2试验方法
1.2.1显微镜观察法[3]
将一小束纤维梳理整齐,夹入哈氏切片器的凹槽中间,按照FZ/T 01057.3—2007《纺织纤维鉴别试验方法第3部分显微镜法》制备纵面切片和横截面切片,并将切片置于CU-Ⅱ纤维细度分析仪的显微镜载物台上,使用放大倍数200倍的镜头观察。
1.2.2 TG分析法
利用热重分析仪测定纤维在加热过程中的热质量损失,升温速率10℃/min,温度范围:50~800℃,在氮气中进行测试(氮气流量为20 mL/min)。
1.2.3 DSC分析法[4]
参照GB/T 19466.3—2004《塑料差式扫描量热法(DSC)第三部分:熔融和结晶温度及热焓的测定》进行测试。
(1)测试条件
初始温度设为0℃,以20℃/min升温至50℃,再以20℃/min降温至0℃,完成一次升降温循环测试。
(2)其它条件
样品质量:2~10 mg;
氮气气氛,流速:20 mL/min。
2 结果与分析
2.1表观形态特征分析
选取具有智能调温功能的聚酯纤维进行研究,显微镜法观察结果见图1和图2。

图1 智能调温聚酯纤维的纵面形态

图2 智能调温聚酯纤维的横截面形态
从图1可以看出,具有智能调温功能的聚酯纤维纵向表面平滑,有小黑点,局部有沟槽,与图2中横截面形态的裂缝相对应,横截面为中空结构,有利于相变微胶囊材料的包埋。
2.2热性能分析
2.2.1 TG分析法
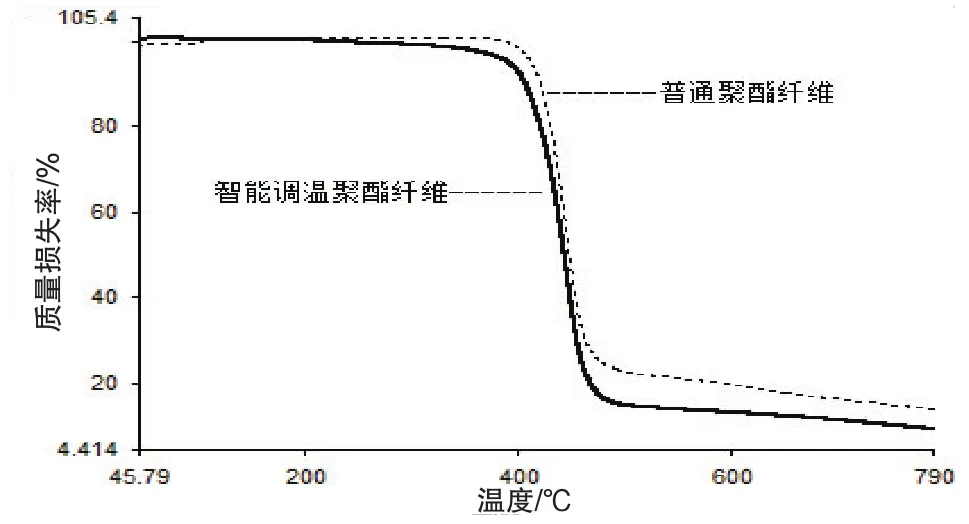
图3 纤维的TG曲线

图4 纤维的DTG曲线
图3、图4分别为普通聚酯纤维和智能调温聚酯纤维的TG曲线和DTG曲线。由图3可知,两种纤维的初始分解温度相差不大,热失重曲线变化一致。普通聚酯纤维从419.98℃开始降解,智能调温聚酯纤维从416.47℃开始降解,两者质量损失迅速,有一个明显的降解台阶,普通聚酯纤维和智能调温聚酯纤维分别于462.79℃和465.19℃降解反应基本结束,600℃时质量残余量不高,低于15%。由图4可知,普通聚酯纤维和智能调温纤维热失重比率达到最大值的温度分别为446.48℃和444.88℃,说明聚酯纤维填充了相变微胶囊材料后并没有改变其热性能。
2.2.2 DSC分析法
(1)温度范围影响

图5 智能调温聚酯纤维DSC曲线
从图5可知,在一定的试验条件下,智能调温纤维在30~40℃出现了一个熔融峰,结合GB/T 19466.3—2004分别选择-35~70℃、-25~50℃、0~50℃、0~80℃范围内进行测试,升温速率为20℃/min。由于智能调温纤维在-35℃~80℃温度范围内均可呈现较好的热效应,综合考虑选择程序温度为0~50℃。
(2)升温速率影响

图6 智能调温聚酯纤维DSC曲线
通过比较升温速率分别为5℃/min、10℃/min、15℃/min、20℃/min和30℃/min的热效应(见图6)可知,当升温速率为5℃/min时,熔融峰和结晶峰较平缓,不易辨别。逐渐增加升温速率,当升温速率达到10℃/min和15℃/min时,熔融峰峰型明显,但结晶峰不明显。当升温速率达到20℃/min时,两者峰型均明显。智能调温纤维在升温过程中(30~40℃)出现一熔融峰,吸收的热量为3.255 J/g;在降温过程中(30~20℃)出现一结晶峰,放出的热量为1.622 J/g。研究发现,随着升温速率的提高智能调温纤维的单位质量热焓(J/g)呈下降趋势,峰高呈上升趋势,因此兼顾灵敏度和分辨率选择升温速率为20℃/min。
(3)样品量影响

图7 智能调温聚酯纤维DSC曲线
从2.426~8.330 mg选择5个样品进行测试,经反复试验,样品量太小,热效应不明显;样品量过大,对制样造成难度,因此样品量以3~5 mg为宜。
(4)循环次数影响
日常服用过程中,消费者希望纺织品在经历各种状态后,还能保持智能调温功能,所以通过使用差式扫描量热仪模拟使用次数,不断增加循环次数,观察熔融峰和结晶峰是否有影响。图8~图10分别是经历2次,20次和50次循环的智能调温聚酯纤维的DSC曲线,(a)表示随时间变化的DSC曲线,(b)表示随温度变化的DSC曲线。由图8(a)~图10 (b)中可以看出智能调温纤维的这种吸热和放热过程是自动的、可逆的、无限次的。
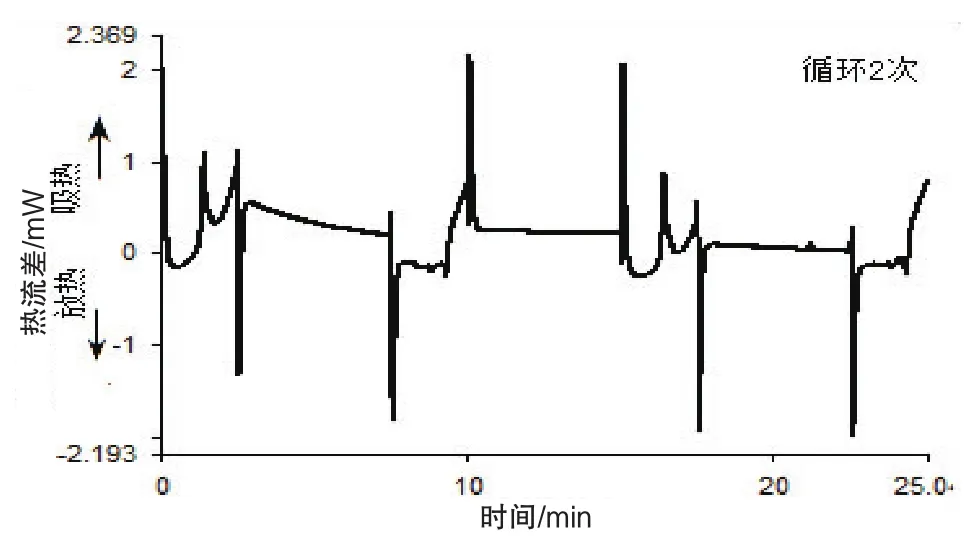
图8(a) 智能调温聚酯纤维循环2次DSC曲线

图8(b) 智能调温聚酯纤维循环2次DSC曲线
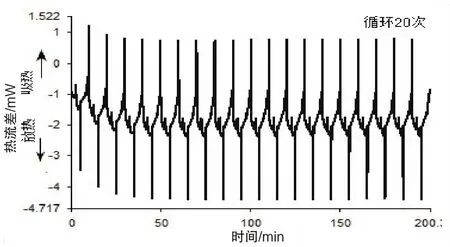
图9(a) 智能调温聚酯纤维循环20次DSC曲线
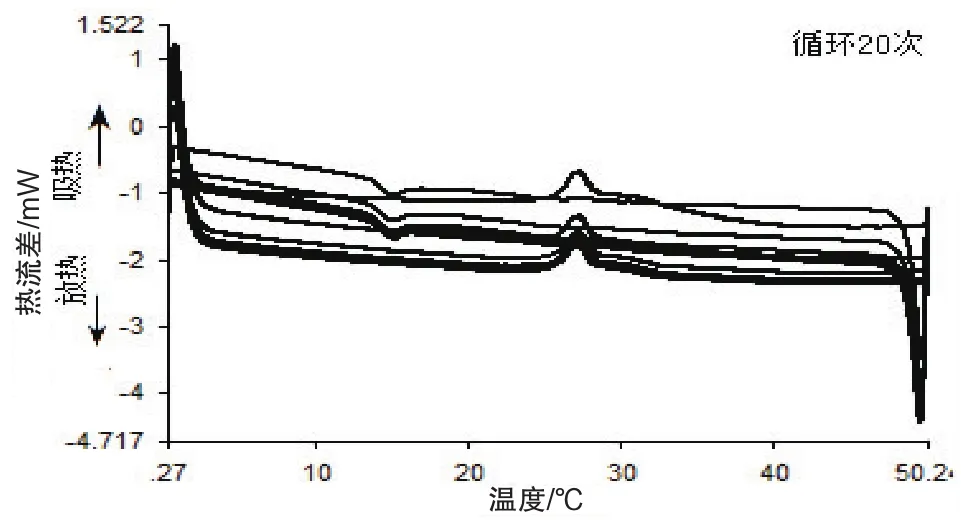
图9(b) 智能调温聚酯纤维循环20次DSC曲线

图10(a) 智能调温聚酯纤维循环50次DSC曲线图
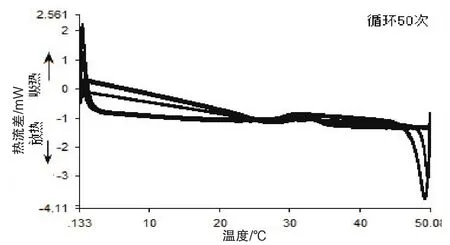
图10(b) 智能调温聚酯纤维循环50次DSC曲线
经过上述一系列研究探讨,确定DSC测试条件为:温度范围0~50℃,升温速率20℃/min,样品质量3~5 mg。运用该方法对具有智能调温功能的粘纤进行测试,图11为智能调温粘纤的DSC曲线图,其熔融峰和结晶峰参数见表1。通过多次试验,表明该方法具有准确、简便、快速的技术特点。研究中还发现很多标注为“空调纤维”的纺织品实际不具备智能调温功能,为市场中流通产品的质量控制提供了保障。
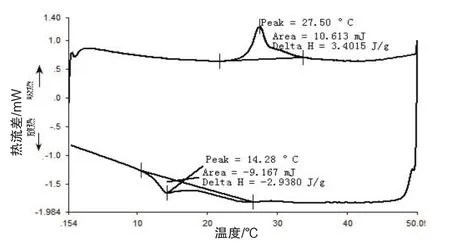
图11 智能调温粘纤DSC曲线

表1 智能调温粘纤DSC曲线中的特征值
3 结论
3.1通过显微镜观察法研究智能调温纤维的表观形态,为证明纤维中是否含有相变微胶囊材料提供依据。
3.2智能调温纤维从受热到分解的热失重曲线变化和普通纤维一致,热性能未受到影响。
3.3智能调温纤维的DSC曲线在0~50℃范围内,以20℃/min的速率升温可得到一个熔融峰,再以20℃/min的速率降温可得到一个结晶峰,借助此方法可测定纤维具有智能调温功能。
参考文献
[1]邵强,齐鲁.智能纤维及其纺织品的开发状况与展望[J].高科技纤维与应用,2007,32 (1):32-37.
[2]展义臻,朱平,张建波,郭肖青.智能纺织品中的微胶囊技术[J].染整技术,2006,28(8):5-9.
[3] FZ/T 01057.3—2007《纺织纤维鉴别试验方法第3部分:显微镜法》[S].
[4] GB/T 19466.3—2004《塑料差式扫描量热法(DSC)第三部分:熔融和结晶温度及热焓的测定》[S].
检测技术
Study on thermal property of thermal regulated fiber
Zhang Qing-shan,Li Ling
(Fujian Fiber Inspection Bureau,Fujian 350026,China)
Abstract:The appearance shape and thermal property of thermal regulated fiber were tested by the methods of microscope,TG and DSC.The test conditions for DSC such as temperature range,heating rate,sample amount and cycles were selected and optimized.The results showed that DSC curve of thermal regulated fiber was between 0~50℃,and melting peak was arrived when warming up at the speed of 20℃/min.
Key words:thermal regulated fiber,microscope,thermal property
作者简介:张清山(1983—),男,硕士,工程师,主要从事功能性纺织品的检验及研究开发工作。
收稿日期:2016-01-15
中图分类号:TS107
文献标识码:A
文章编号:1001-7046(2016)01-0012-04