混合Ⅲ型第50百分位假人头部跌落试验影响因素探究*
2016-04-11曹立波颜凌波
曹立波,张 恺,吕 鑫,颜凌波,盛 文
(1.湖南大学,汽车车身先进设计制造国家重点实验室,长沙 410082; 2.湖南赛孚汽车科技有限公司,长沙 410082)
2016049
混合Ⅲ型第50百分位假人头部跌落试验影响因素探究*
曹立波1,张 恺1,吕 鑫1,颜凌波1,盛 文2
(1.湖南大学,汽车车身先进设计制造国家重点实验室,长沙 410082; 2.湖南赛孚汽车科技有限公司,长沙 410082)
假人头部标定试验结果对保证汽车碰撞测试过程中假人头部响应的可信性有重要影响。使用控制变量法研究了头盖紧固力矩、头部Y轴偏角、头部质量、刚性表面偏角和滑石粉等因素对标定结果的影响。结果表明:头盖紧固旋转力矩对于头部标定结果影响较小;而合成加速度会随着头部质量的降低呈现增加的趋势;在头皮与头骨之间擦拭滑石粉会使合成加速度峰值降低约4%。标定试验结果对头部Y轴偏角和刚性平面偏角两个因素较为敏感,因此需要采用更精确的测量仪器来使这两个角度接近标称值。
假人头部;标定试验;影响因素
前言
汽车碰撞试验是评价汽车安全性的重要方法,汽车碰撞测试用假人作为测试工具在碰撞试验过程中至关重要。汽车碰撞假人是根据人体生物力学研究成果而设计的模拟人体结构与力学特性的机械装置,是评估乘员在碰撞时遭受伤害风险的重要工具[1]。目前,在世界范围内,混合III型第50百分位假人是应用最为广泛的汽车正面碰撞测试假人。通过安装在假人身体各部位的传感器,研究人员可以获得相应的响应参数,这些数据可用来评估假人在碰撞试验过程中各部位的损伤风险,为研究人员改进车身结构、优化约束系统提供参考[2]。为保证在碰撞试验中假人响应的可信度,中国新车评价规程(C-NCAP)中规定每两次碰撞试验后,应对假人进行重新标定[3]。文献[4]中的统计研究表明,胸部、头部、四肢和颈部是交通事故中乘员最易受伤的部位,因而对这些部位的生物力学逼真度提出了较高的要求。对于混合III型第50百分位男性假人而言,在试验前需要对假人的头部、颈部、胸部和膝部等部位进行标定试验。本文中着重介绍了假人头部跌落试验与标定因素之间的关系。
假人头部跌落试验有3个评价指标:头部质心合成加速度、侧向加速度和单峰峰值偏差。其中头部质心合成加速度是计算HIC头部损伤指数的重要参数[5]。影响假人头部动力学响应的主要因素有头部皮肤的力学特性、前额的几何特性和头部质量等[6]。在具体的试验操作过程中,标定结果除与头皮和头骨等内部因素有关之外,温度、湿度和角度等外部因素对标定结果也有影响。本文中通过大量的标定试验,对影响假人头部标定试验结果的因素做了较为全面的研究,总结出外部因素对头部标定结果的影响规律,为今后的假人头部标定试验提供参考。
1 试验方法
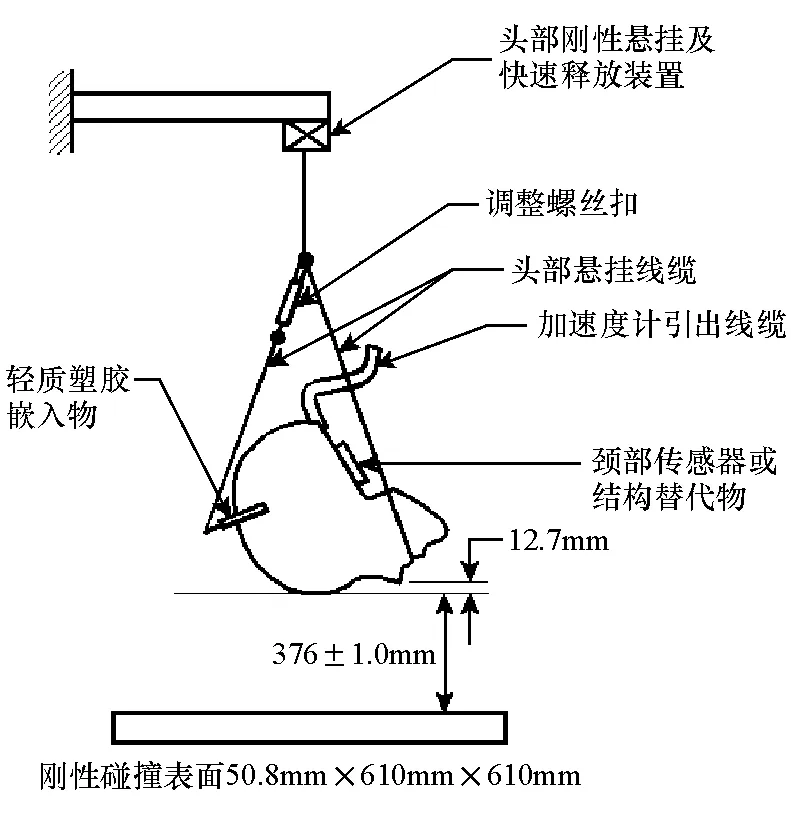
图1 假人头部跌落试验示意图

图2 假人头部试验调试图
参考SAE J2856中的头部跌落试验[7]的要求设计了本文中的试验方法,其具体设置示意图和实物图分别如图1和图2所示。假人头部按图1所示方式悬挂,假人头部中央对称面垂直,此时,调整假人头部悬挂线索,使假人额头最低点在假人鼻子最低点的下方12.7mm处,如图2所示。每组试验开始前将假人头部总成放置在温度为21.3~23.2℃之间、湿度为59%~69%的环境中4h以上,并在此环境中进行试验。试验前将假人头部的碰撞表面用酒精擦洗干净。准备完成后,将头部总成从376mm的高处自由跌落到刚性平面上。同一头部两次连续标定时间间隔不得少于3h。
对每个因素进行研究时,随机选取3个全新制备的头部皮肤作为研究样本,这些头部皮肤在国内某假人制造公司生产的20个头部皮肤内随机选取,其编号范围为110161~110180。在某一因素的试验中采用过的头皮不能再参加下个因素的试验,以避免对试验结果产生影响。除质量差异采用一次轻质头骨之外,其余所有试验均采用标准头骨和后盖。每个因素选取的试验参数如表1所示。

表1 试验参数
2 试验结果与分析
2.1 头盖紧固旋转力矩
SAE J2856标准规定的头盖紧固旋转力矩值为18N·m,为了探究后盖与头骨连接紧固度甚至在晃动状态对头部跌落试验结果的影响,采用2,10和18N·m的3种头盖紧固旋转力矩共进行9次试验,其中2N·m的紧固旋转力矩的调节见图3。

图3 头盖紧固旋转力矩试验调节
试验得到的合成加速度和侧向加速度峰值如图4和图5所示。

图4 合成加速度-头盖紧固旋转力矩关系曲线

图5 侧向加速度-头盖紧固旋转力矩关系曲线
随着头盖紧固旋转力矩的减小,在跌落碰撞过程中,后盖出现晃动,带动整个头部出现震颤,使侧向加速度呈现增加的趋势,进而在侧向加速度的影响下,合成加速度升高。总体而言,头盖紧固旋转力矩的变化对于标定结果的影响比较微弱,但是在试验过程中由于头盖紧固螺栓过松,后盖可能会产生晃动,进而对头骨与后盖的连接部位造成一定的损害,因而在标定试验进行之前要保证头盖紧固旋转力矩达到18N·m的要求。
2.2 头部Y轴偏角
头部Y轴偏角,即头部YZ平面与刚性平面的夹角(如图6所示),标准中允许误差为±1°。由于在标定试验时常常使用气泡型水平仪测量头部Y轴与刚性平面的水平度,这样会产生较大的误差,导致角度偏离允许范围,因此选取-4°,0°,1°,2°和4°共5个值进行15次试验,对两侧的角度偏转影响进行探究。其中1°,2°和4°的允许误差为(0,0.4°),0°的允许误差为(-0.4°,0.4°),-4°的允许误差为(-0.4°,0)。在本组试验中选用的头皮编号分别为110161,110180和110178。

图6 头部Y轴偏角的调节

图7 合成加速度-头部Y轴角度关系曲线

图8 侧向加速度-头部Y轴角度关系曲线
试验得到的Y轴角度合成加速度和侧向加速度如图7和图8所示。由图可见:随着Y轴与刚性平面的角度增加,合成加速度峰值先增大后减小,而侧向加速度峰值逐渐增大;在角度为0°和1°时,合成加速度峰值、侧向加速度峰值和波形均符合标准要求;而角度增加到2°时,侧向加速度的波形出现异常,由正常的振荡状态转变为有明显波峰的微振荡状态;在-4°时,侧向加速度的值超出范围,达到了22g,波形变为单峰非振荡状态。
当Y轴角度在规定范围内时,前额与刚性平面发生碰撞。由于碰撞平面较小,在碰撞时刻头部会出现晃动,因而Y轴的加速度会出现振荡的状态,数值较小。随着Y轴与刚性平面角度的增大,碰撞平面会向颞骨偏移,加速度在Y轴上的分量也会增加,因而会出现Y轴加速度增大且波形呈单峰非振荡的情况。由于侧向加速度的增大,合成加速度也呈增大的趋势。在角度超过2°时,侧向加速度的数值虽然在增大,但是波形发生了变化,对合成加速度产生了相反的影响,造成了合成加速度的减小。通过试验可知,即使Y轴角度偏差在标准所允许的±1°范围内时,头部加速度峰值也会产生较大的波动。因而在标定过程中,须使用更加精确的电子水平仪来保证该角度尽可能接近0°。
2.3 试验间隔

图9 合成加速度连续测试结果
同一头皮两次标定试验之间应该保证至少3h的间隔,本次试验将同一头皮两次碰撞的间隔时间缩短到了30min。使用编号为110169,110170和110171的头皮进行9次试验,试验结果如图9和图10所示。

图10 侧向加速度连续测试结果
上述结果表明,连续撞击过程中加速度的变化只出现在数值上,波形保持不变。这主要是因为用于制作皮肤的聚乙烯基材料具有典型的黏弹特性[8],在连续撞击的过程中,撞击部位的皮肤一直处于硬化的状态,应力来不及释放,进而使缓冲能力下降,推高合成加速度和侧向加速度。因而要保证同一头皮的两次标定有一定的时间间隔。
2.4 头质量差异
头部跌落试验中头部的质量标准差为4.54±0.05kg,由于头皮质量差异等原因可能造成在某些标定时头部质量比标准值轻,为了模拟极端轻质工况,将头骨两侧的配重块取下来进行试验。本组试验采用的3个头皮编号分别为110162,110163和110167。轻质头骨(去除配重块,如图11所示)安装3个不同头皮后,头部总成质量的均值为4 171.6g。重头骨(含配重块,如图12所示)头部总成质量的均值为4 499.6g。试验结果如图13和图14所示。

图11 去除配重块的头部

图12 未去除配重块的头部

图13 不同头部质量的合成加速度

图14 不同头部质量的侧向加速度
由图可见:头部质量减轻328g,合成加速度峰值上升1g~4g,而侧向加速度峰值上升0~5g;加速度的波形未出现异常波动,单峰峰值偏差均在标准范围之内。
由文献[4]中的研究可知,随着头部质量的降低,合成加速度可能会呈现减小的规律,该结论与本文中试验结果不符,但由于此次假人头骨质量仅降低了300g左右,降低幅度非常小,因此需要进行更进一步的分析来验证该结论。由于质量降低对于质心在Y轴和X轴方向上的变化影响很小,因此头部质量的变化对于侧向加速度影响较小。
2.5 刚性表面角度
头部撞击的刚性表面角度的允许误差为±0.5°。由于地面和刚性表面的平整度等原因,该角度存在着误差,为探究该角度对标定结果的影响,选用编号为110174,110175和110176的3个头皮在刚性表面角度分别为0°,1°和4°时进行了9次试验。其中1°和4°的允许误差为(0,+0.2°),0°的允许误差为(-0.2°,+0.2°)。结果如图15和图16所示。

图15 不同刚性表面角度的合成加速度

图16 不同刚性表面角度的侧向加速度
由图15可以看出,随着刚性平面角度的增大,合成加速度基本呈减小的趋势。而图16则展示出随着刚性平面角度的增大侧向加速度逐渐增大,且角度为4°时,侧向加速度的波形异常,波峰明显呈现轻微振荡。
由于刚性平面发生角度偏转,头部与其接触面会向颞骨发生偏移,因而侧向加速度会出现数值增大和波形变化的现象,而合成加速度的变化是碰撞表面变化和侧向加速度两者影响叠加的结果。从数据图上可知,标定结果对该角度变化敏感,因而在标定试验之前必须保证该角度在标准要求范围内。
2.6 滑石粉
随机选取编号为110173,110177和110168的3个同质头皮进行使用滑石粉和未使用滑石粉的对比试验。进行擦涂滑石粉的试验时,将头皮内壁均匀涂抹滑石粉。试验完毕后,用酒精将头皮和头骨上的滑石粉擦拭干净,在试验环境中放置至少4h,再进行未使用滑石粉的对比试验,试验结果如图17和图18所示。

图17 滑石粉对合成加速度的影响

图18 滑石粉对侧向加速度的影响
由图17可见,同一头皮在头皮与头骨之间涂抹滑石粉时的合成加速度峰值比未涂抹滑石粉时小10g左右,合成加速度曲线基本没有差异。图18展示出相同头皮涂抹滑石粉时的侧向加速度比未涂抹滑石粉时增大1g左右,侧向加速度曲线为正常的振荡波形。
合成加速度在涂抹滑石粉之后减小是由于头皮的受力方式发生变化,头皮与头骨之间的摩擦力减小,同时头皮材料更易在头骨表面发生变形和移动。同样由于头皮与头骨之间更容易发生滑动,在Y轴方向上的震颤增强,最终导致侧向加速度增加。因此在进行头部皮肤的标定试验时,尽量不要在头皮与头骨之间擦拭滑石粉。
3 结论
本文中针对头盖紧固旋转力矩、头部Y轴角度、碰撞间隔、头部质量差异、刚性平面角度和滑石粉6个因素分别对头部标定结果的影响进行试验。
根据试验结果分析可得,头盖紧固旋转力矩对头部标定结果影响较小。碰撞间隔的缩短会造成合成加速度的升高,影响较大,在标定中需要保证标准中规定的间隔时间。在头皮与头骨之间涂抹滑石粉会使合成加速度峰值降低约4%,因而尽量不要在试验中使用滑石粉。头部Y轴角度和刚性平面角度两个因素对标定结果的影响较大。因此,在标定过程中要采用更准确的测量仪器来准确调校上述两个角度,使其更接近中间值。而随着头部质量的降低,合成加速度会呈现增加的趋势;但由于本文中假人头骨质量降低幅度较小,因此需要进行更进一步的分析来验证该结论。
[1] SCHNEIDER L W, HAFFNER M P, EPPINGER R H, et al. Development of an Advanced ATD Thorax System for Improved Injury Assessment in Frontal Crash Environments[C]. SAE Paper 922550.
[2] FOSTER J, KORTGE J, WOLANIN M. Hybrid III-A Biomechanically-Based Crash Test Dummy[C]. SAE Paper 770938.
[3] 中国汽车技术研究中心.C-NCAP管理规则(2012年版)[S].2012.
[4] KALLIERIS D, OTTE D, MATTERN R, et al. Comparison of Sled Tests with Real Traffic Accidents[C]. SAE Paper 952707.
[5] HUBBARD R P, MCLEOD D G. Definition and Development of a Crash Dummy Head[C]. SAE Paper 741193.
[6] MERTZ H J. Biofidelity of the Hybrid III Head[C]. SAE Paper 851245.
[7] SAE J 2856. User’s Manual for the 50th Percentile Male Hybrid III Test Dummy[S].2009.
[8] WOOD G W, PANZER M B, BASS C R, et al. Viscoelastic Properties of Hybrid III Head Skin[C]. SAE Paper 2010-01-0383.
An Investigation into the Influence Factors of the Head DropTest for the 50th Percentile Hybrid III Dummy
Cao Libo1, Zhang Kai1, Lü Xin1, Yan Lingbo1& Sheng Wen2
1.HunanUniversity,StateKeyLaboratoryofAdvancedDesignandManufacturingforVehicleBody,Changsha410082;2.HunanSAFAutomobileTechnologyCo.,Ltd.,Changsha410082
The results of dummy head calibration test have a significant effect on ensuring the credibility of dummy’s head response in collision test. Control variate method is used to study the effects of the fastening torque of skull cap, the Y-axis angle of head, the mass of head, the angle of rigid surface and the use of talcum powder on calibration results. The results show that the fastening torque of skull cap has only a minor effect on test results. With the reduction of head mass, the resultant acceleration tends to increase. Putting talcum powder on between skull and head skin leads to a 5% reduction of the peak resultant acceleration. The results of calibration test are more sensitive to the Y-axis angle of head and the angle of rigid surface. Therefore, it is essential to adopt more accurate instrument to ensure the values of these two angles close to their normal ones.
dummy head; calibration test; influence factors
*国家自然科学基金(11172099)和湖南大学汽车车身先进设计制造国家重点实验室开放基金(31575005)资助。
原稿收到日期为2014年9月23日,修改稿收到日期为2014年12月23日。
