大型加热炉高等级发展促进高效装运技术进步
2016-03-28陈孙艺茂名重力石化机械制造有限公司茂名525024
陈孙艺(茂名重力石化机械制造有限公司,茂名 525024)
大型加热炉高等级发展促进高效装运技术进步
陈孙艺
(茂名重力石化机械制造有限公司,茂名 525024)
摘 要综述了在炼油化工加热炉大型化高等级发展中,加热炉主要零部件或大模块的高效装运技术。结合33张案例图片总结了对流段模块本体结构的加强、加热炉整体一体化装运和各种零部件装运等三方面工程实践。结构加强具体包括模块局部结构改进、模块整体结构选优,零部件装运具体包括炉管、管板、炉墙、扶梯和烟道等。最后指出了模块吊装受力分析和吊具设计中存在的4个问题及其对策。
关键词模块运输;装运技术;包装;模块化结构;加热炉;事故
重大石油化工设备的高效装运是以尽量少的运输次数、按照次序、保证质量把设备及零部件安全地从制造厂运抵装置建造工地的一项系统性的工作,该专题的总结报道不多。文[1]总结了石化设备的吊装技术和吊具的选择,文[2]介绍了利用模块化制造的原理,将工厂分解为集成了多种系统功能的大型模块,进行工厂化的异地建造,并运输到现场安装,进而连接组成工艺复杂、功能齐备的现代化工厂。2015年1月,中国石化炼化工程公司技术部组织召开了吊装运输专业的技术标准审查会,通过对体系、共性问题的处理进行讨论以统一各子公司的标准,为实现装运技术一体化管控奠定基础。但是炼化设备种类和结构的多样性,以及石化装置的规模化发展,使得该项工作全面深入的规范化颇具难度。文[1]结合28张图例分类综述了在炼油化工加热炉大型化高等级整体模块化建造技术发展中,加热炉各种模块的包装、运输和吊装技术,但都是通过增设外来构件的加固包装,没有涉及模块本体的构件加强,也没有针对性地提出减少运输事故的对策。因此,从高效装运关联技术的角度来完善加热炉的模块化建造技术是大型加热炉高等级发展的另一保证,如果把减少和预防运输事故的要求转换为提高加热炉构件的结构刚性和减少运输次数,则前者相应的技术对策主要是模块本体的构件加强,后者相应的技术对策主要是加热炉整体一体化装运和集散成整以便装运。
1 对流段模块本体结构的加强
相对于外来辅助构件的加固包装,模块本体的构件加强是不再拆卸的加强,首先应根据有关事故分析对策,其次是把传统构件之间的大间隙配合改进为适度间隙装配,构件之间的松散连接改进为紧密连接。
1.1 装运事故对策
文[3]通过10起事例对石油化工压力容器在包装运输和装卸中的损伤失效进行了分析。加热炉大型模块也存在运输风险,图1和图2都是急刹车时超出车板长度的后端弯头箱的左边被后面的重载汽车追尾碰坏,大型模块的运输要有足够的运输时间,控制车速。
图3是大型模块运输中遇到路障急刹车时、模块因惯性过大产生颠簸和滑动,局部支承模块的支座挤坏了炉墙底部的横梁。
装车时,整个模块应装在车板或包装架内,即便是对流段模块的弯头箱段,也应尽量不要超出车板尾部悬空放置,这除了可以避免模块自重和道路颠簸造成的损害,也避免车尾旋动的气流把肮脏的尘土和垃圾碎屑吸进底部没包裹的弯头箱,污染陶纤隔热层等,还可以预防交通意外直接碰损模块本体造成修复困难。
1.2 模块局部结构改进
文[4]主要介绍了大型塔器吊装设计中关于分段与质量、吊耳选取及其方位设置等一些工程技术问题,也没有针对性地提出模块设计中预防运输事故的对策。

图1 弯头箱后端左边被碰撞Fig.1 Impact on the left of bend box
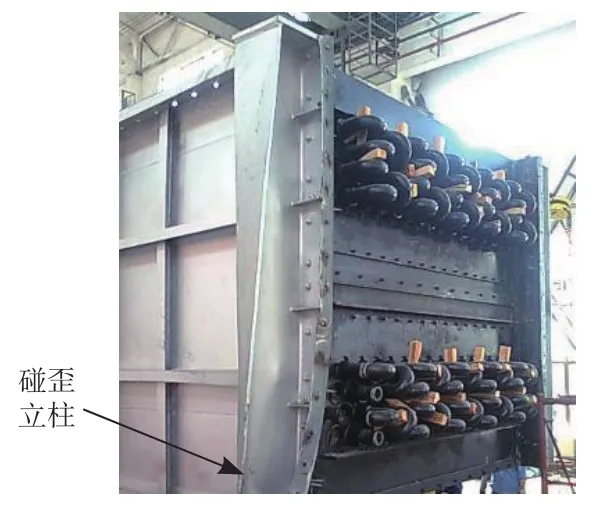
图2 左侧墙后端立柱被碰撞Fig.2 Impact on the columniation ofside wall

图4 端管板与侧墙螺栓连接Fig.4 Bolt joint between end tubesheet and side wall

图3 侧墙底部被冲击变形Fig.3 Impact deformation on the columniation foot of side wall
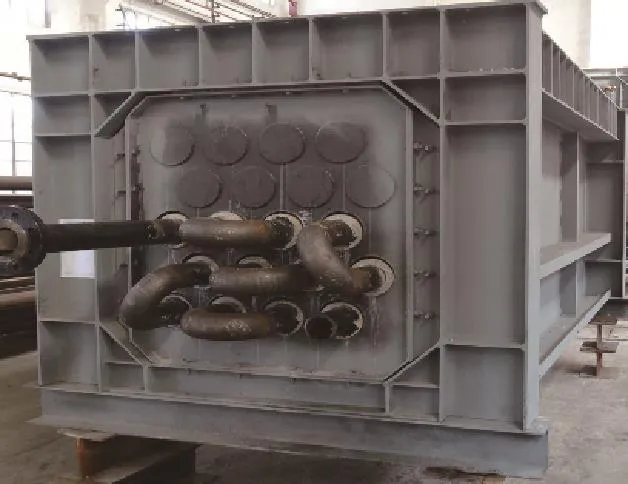
图5 小管板与大墙连接Fig.5 Small tubesheet connect with large wall

图6 侧墙钢构斜撑加强Fig.6 Inclined strut strengthen the side wall
(1)端管板与侧墙的连接。该节点可以是焊接、图4的螺栓连接和轻松夹持三种,分别对应于力学中的固支边界、简支边界和界于固支与简支之间的边界。具体节点的选择要与两者的结构强度刚度相匹配,以便受力的协调和相互支撑,图5是小面积管板与大结构炉墙连接,这要比大面积管板与小结构炉墙连接强得多。
(2)管板、支耳与侧墙的连接。支耳与侧墙的连接一般是螺栓连接,有的在支耳与侧墙之间设置隔热板,减少热损失但是降低了连接强度,有的在螺栓连接后再进行周边焊接,提高了连接强度但是增加了热损失。
搁在支耳上的管板周边一般有一定的间隙,便于缓和炉管等结构件的热胀冷缩。
(3)管板间距和立柱间距。窄的管板间距或立柱间距都有利于提高模块的强度刚度,即便管板间距或立柱间距满足结构标准或受力分析,也只是从整体钢结构而言,对于局部结构或单件模块来说,不一定符合运输要求。
(4)侧墙钢构加强。图6在侧墙立柱之间增设了加强斜撑,显然对炉墙有所加强,是不是最佳的加强撑有待分析。
1.3 模块整体结构选优
对模块整体结构运输的影响可分为形状和尺寸两方面。
仅从外形比较,图7窄而高的模块与图8宽而矮的模块相比,其运输时的强度与稳定性显然更差,但是要把窄而高的模块翻转90°放置运输在质量技术上也是较为困难的。
模块整体结构的尺寸精度对运输效果的影响主要在其底面平整度上,这同时涉及车板的平整度。通过图9的组装台架作为基础来组装图10的模块,甚至组装台架就作为运输支架,对保护模块整体结构形状和尺寸很有好处。

图7 窄而高的模块Fig.7 A narrow but high module
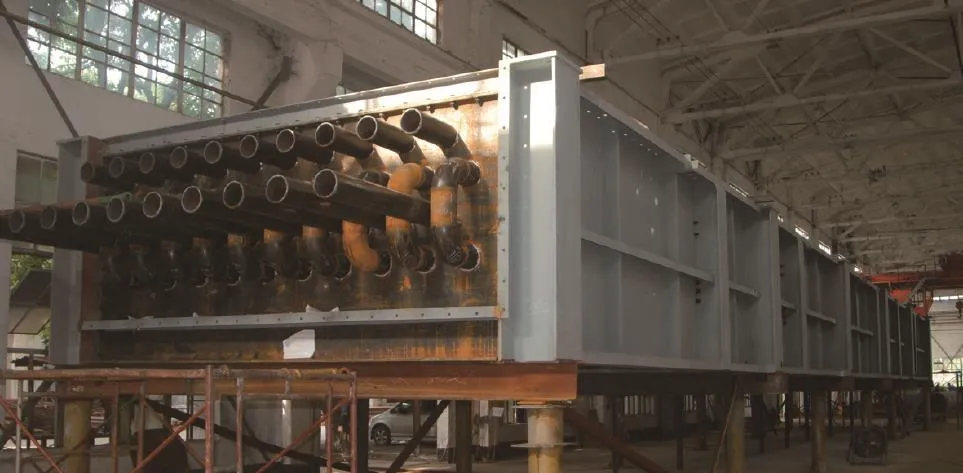
图8 宽而矮的模块Fig.8 A wider but low module

图9 组装辅助台架Fig.9 Auxiliary frame for assembly

图10 在台架上组装模块Fig.10 Assembly the module on frame

图11 辐射段大模块普通卡车运输Fig.11 Truck transport for large module of radiant section
2 加热炉整体一体化装运
2.1 整炉的装运适应性
加热炉的模块装车可有选择:从底部液压顶提升或使用吊具从顶部提升,安装时则只能使用吊具从顶部提升。减少模块数量可分极端对策和中间对策。
极端对策是加热炉模块合多为一的整体化建造。整炉是一件特大尺寸的超大模块,已不是一般的模块,由于加热炉结构是由下向上支承的组合结构,整体装运中其承受从上部起吊的结构受力性较差,无论装运或安装都只能选择液压从底部顶升和降落。
中间对策主要是从化整为多的模块化建造,反向发展为合多为少的大模块建造。这种情况下大模块的装运或安装技术的选择介于模块化和整体化之间。图11就是国际上的加热炉公司对辐射段整体大模块运输。
2.2 整炉液压拼装平板车组运输
目前,陆地或海上的吊机能力完全能满足加热炉模块化吊装或整体吊装的要求,但是整体吊装对加热炉钢构的承重校核更复杂,对整体结构的强度要求较高。如果长距离装运完全采取公路和铁路运输都将受收费站、涵洞及桥梁的界限限制。所以国际上的加热炉公司如意大利的ITT公司、法国的HEURTEY石化公司、英国的BIH公司在整体安装模块时大多是海运到码头后通过图12(2纵列6轴)和图13所示具有液压悬挂顶升系统的拼装平板车组SPMT运输到安装基础上、准确就位然后下降到地面。SPMT ( Self-propelled modular transporter)即自行式模块运输车,又名自行式液压平板车,通过若干纵列和若干轴液压挂车拼装成大平板,主要应用于重、大、高、异型结构物的运输,其优点主要是使用灵活,转向由计算机控制,可以实现横向、前后不等角度、圆周或定点转向,装卸方便可实现毫米级的定位精度,载重量在多车机械组装或者自由组合的情况下可达5×104t以上,在装备制造业、石油、化工、海洋石油、桥梁建造等工程领域应用广泛,但行速较慢。当然,也可以通过独立的液压顶升系统和普通卡车的组合来装卸大型模块。
2.3 整炉水运
整炉河运相对简单和安全,海运则复杂化,尤其是远洋运输的风险较大,装运技术要求较高。除了需要将散件集装箱包装,需要进行防潮和防腐蚀设计,还可能需要对船舱或甲板进行施工改造,具备通过螺栓安装加热炉柱脚的基础,遇到台风则运输周期受到影响。
3 零部件装运
零部件的装运是模块化装运的关联技术,其高效化运输手段主要是集散成整包装。
3.1 炉管装运
超长翅片管的起吊应使用力平衡吊具,批量运输和存放应使用防变形吊具,见图14。螺旋缠绕翅片管的存放见图15,其层叠包装和海运时的封闭包装分别见图16、图17,捆绑包装见图18和图19,封闭包装是指每一层翅片管经塑料薄膜包裹后再逐层置于木箱内,最后封闭木箱以免使用前遭到有害污染。纵翅管或钉头管的存放和包装也可参照进行。甲醇装置加热炉辐射段炉管是表面光管,其弯管段的散件包装装车见图20, 另一加热炉的辐射段炉弯管段包装架装车见图21。
3.2 铸造管板装运

图12 能提供宽广平台的2纵列车组Fig.12 SPMT transport with 2 columns for large bedplate

图13 加热炉整炉纵列车组运输Fig.13 SPMT transport of whole furnace

图14 超长翅片管起吊Fig.14 Suspender of finned tube

图15 翅片管存放Fig.15 Storage of finned tube

图16 翅片管层叠包装Fig.16 Samdwich packaging of finned tube

图17 翅片管封闭包装Fig.17 Close packaging of finned tube

图18 翅片管捆绑包装Fig.18 Binding of finned tube
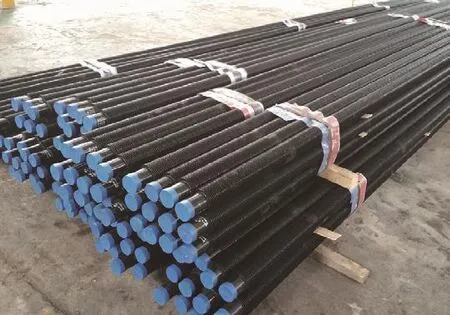
图19 翅片管捆绑包装Fig.19 Binding of finned tube

图20 辐射段弯管包装Fig.20 Packaging of bend tube of radiant section
铸造管板的装运最适宜使其处于工作时的自然状态,且应紧固、防止相互碰撞,见图22和图23,如果考虑海运或长距里运输等其它防护因素,应使用类似于图24、图25或图26的封闭式包装,还要采取措施使产品零件在箱内固定,防止其晃动。

图21 辐射段弯管包装架Fig.21 Packaging frame for bend tube of radiant section

图22 超宽铸造管板包装Fig.22 Packaging of super-width cast tubesheet

图23 铸造管板包装Fig.23 Packaging of cast tubesheet

图24 铸造管板集装箱封闭包装Fig.24 Close packaging of cast tubesheet with container

图25 铸造管板钢箱封闭包装Fig.25 Close packaging of cast tubesheet with steel box

图26 零件钢箱封闭包装Fig.26 Close packaging of part with steel box
3.3 对流段盘管的装运
盘管应设计专用的包装架,见图27和图28。根据工程需要,盘管内可充装氮气进行保护,无法兰的盘管端口应使用塑料塞盖封住,或者用软布包裹端口后再把软布捆绑牢固,防止异物进入盘管。
3.4 辐射段炉墙的装运

图27 对流段盘管包装Fig.27 Packaging of coil tube of convection section

图28 对流段盘管运输Fig.28 Transport of coil tube of convection section

图29 辐射段炉墙运输Fig.29 Transport of furnace wall of radiant section

图30 圆筒炉墙包装Fig.30 Packaging of wall shell of cylindrical furnace
大型加热炉的模块化发展主要目的是减少工地现场的施工,而长距离运输也是不利的,因此就近工地的工厂制造成为高效运输的最佳选择,图29就是箱式炉辐射段炉墙、炉顶板和炉底板的近距离运输,也可作为平台的装运参照,图30是圆筒炉辐射段炉墙运输前的加固支撑结构。
3.5 梯子平台的装运
图31和图32分别是扶梯、拦杆和烟道的框式包装,图33是副框架的装运,都简便可靠。

图31 扶梯包装Fig.31 Packaging of stair

图32 烟道包装Fig.32 Packaging of flue duct

图33 副框架装运Fig.33 Transport of vie-frame
4 存在问题及对策
包括技术和管理两方面,当前的主要问题:
(1)模块吊装受力分析。随着模块化程度的不断提高和模块分割方式的变化,各种模块陆续出现,从小模块到大模块,从大模块到整体的超大规模再到整体作为一件模块,从垂直模块到横向模块再到不规则形状模块,从体状模块到面形模块,从平面模块到圆弧面模块,从钢结构模块到其包括隔热层非金属结构的模块,从浇注层自然养护后的湿模块到浇注层养护后再热烘的干模块,从对流段模块到过渡段模块和辐射段模块再到烟囱烟道模块,带来不同的模块形状及其构件之间不同的连接边界,不同的模块结构尺寸及相应的自重分布。
由此存在问题是:模块本体受力模型多种多样;计算校核其位移变形的判断指标及其许可数值不清楚;主要因素中似乎是吊点越多越有利于预防模块的变形,但是还要与吊具的减少吊点设计原则协调,因此吊点的数量及其布置存在合理范围,对不同方案进行技术选优的数学模型值得探讨。
(2)模块吊装方案的设计主体。目前,国内加热炉的制造和吊装作业分属不同的企业,由于不同的安装企业对同一台加热炉的吊装方案是根据各自的吊装能力而制定,各自的方案不一样。国际上流行的规则是设备制造企业负责设备施工图的设计,设计内容包括设备运输时的包装及安装时的吊具,但不一定包括吊装方案。承包加热炉工程的企业应承担吊装方案的责任,一种方式是直接提出有关方案,制造单位按要求细化和制造,安装单位无条件实施,不具备相应能力的单位不能承接该安装工程,另一种方式是安装企业提出吊装方案,承包企业不但应审查吊装方案及吊具的设计,而且须在设计文件上签字。这两种方式都需要承包工程的企业具有相应的资质,这样能促进承包企业技术管理体系的进步。
(3)模块吊具等辅助性工装结构差异较大,不同项目的吊具结构上的连接结点不统一,设计所依从的标准规范、制造应遵从的技术要求和检验方法不明确,不同情况下使用吊杆、吊梁(平衡梁)或吊架的技术条件不明确,吊具设计计算校核的判断指标和许可数值也不清楚,吊具的安全可靠等功能性要求与模块完整无损性要求不相符,容易出现技术与对象的不匹配,或者是大模块使用小吊具的不安全苗头,又或是小模块使用大吊具的浪费现象。模块吊具设计如果与模块吊装受力分析相结合,应该能取得更合理的效果。
(4)相关单位在吊具设计上缺乏基本的交流和必要的支持。装运是多家企业的业务交叉接点,模块吊具的设计主体难负全责,制造厂不熟悉设备吊装技术,不参与编制吊装方案,对现场吊装的气候环境、载荷动态条件不明,安装单位不参与对加热炉的模块分割,对可能使用吊具的模块制造厂车间室内环境不了解,对模块运输中可能使用吊具的水陆转运环境也不清楚,加热炉工程公司有审查吊具设计文件的职权,但是不申请该项的资质,不须在设计文件上签字,也不承担相关的责任。因此,炼化工程公司吊装运输专业统一的技术标准只是技术进步的一方面,统一的管理体系又是与此相关的另一方面。
5 结束语
重大石油化工设备的高效装运是涉及设备制造厂、物流运输公司、设备安装单位、工程管理方、业主和保险公司甚至交通管理部门多家企业的业务交叉接点,其中的专业技术与专业管理深度结合,各专业中的关键技术又因承担主体的不同而显得分散、因实施地的不同而显得无关联,仅靠个别专业技术很难避免关联体系没有管理漏洞,因此总结实践经验、预防相关事故是必要的。
参考文献
[1]陈孙艺. 大型加热炉高等级发展促进模块化装运技术进步[J].石油化工设备技术,2015,36(5):39-44.
[2]杨公升.KON IA MBO 镍矿模块化冶炼厂建造技术总结[C]//中国钢结构协会.2010全国钢结构学术年会论文集.北京:钢结构编辑部,2010: 693-705.
[3]陈孙艺. 石油化工设备运输包装事故分析[J].化工设备与防腐蚀,2004,(5):11-12、15.
[4]张驰群,叶日新. 大型塔器吊装设计[J]. 化工设备与管道,2011,48(5):7-9.
美国 SuperKleanTM公司更改中国市场销售经理的启示
SuperKleanTM位于美国加州,是国际上著名的生产节能环保、工业用清洗设备专业厂商。本公司原中国市场销售经理包涵先生因合同到期,已于2015年10月与我公司终止劳动关系,不再负责本公司业务。之前由包涵负责的工作由现任市场销售工程师郦灿伟先生负责。
美国 SuperKleanTM公司
亚太销售总监 徐 立 邮箱:lihsu@superklean.com
中国市场销售经理 郦灿伟 电话: 021-61101376,13501837394
Progress of High Efficiency Shipping Technology Promoted from Development of Large Heating Furnace
Chen Sunyi
(The Challenge Petrochemical Machinery Corporation of Maoming, Maoming 525024)
Abstract:In this paper, the technologies for main components in heating furnace and for high efficiently shipping of large module, which appears in the development of large capacity of heating furnace used in petrochemical industry, were summarized. With 33 case photos, three aspects in engineering, including strengthening of the structure in module body, integrity shipping for heating furnace and the shipping of components, were summarized. The strengthening of body structure includes the improvement of local structures in module and the optimization of integral module. The shipping of components includes that of fin tube, tubesheet, panel, ladder and flue gas duct. Finally, four problems existed in the analysis of loads for lifting of module and in the design of lifting tools were illustrated, for which the countermeasures were also demonstrated.
Keywords:shipping of module; shipping technology; packing; module structure; heating furnace; accident
作者简介:陈孙艺(1965—),男,教授级高级工程师,获工学博士学位,从事承压设备及管件的设计开发、制造工艺、失效分析及技术管理。
收稿日期:2015-08-13
中图分类号:TE 963
文献标识码:A
文章编号:2095-817X(2016)01-0039-000
