进口往复式低温泵传动机构的技术改造
2016-03-24崔书海董利锋
崔书海,董利锋
(液化空气〔沧州〕有限公司 河北沧州 061113)
进口往复式低温泵传动机构的技术改造
崔书海,董利锋
(液化空气〔沧州〕有限公司 河北沧州 061113)
对瑞士Cryomec公司生产的往复式低温泵在运行过程中出现的活塞杆断裂、十字头磨损等故障进行了系统性分析,通过原理分析及经验总结对此泵进行自主技术改造。改造后,往复式低温泵能长时间稳定运行,使国外设备技术得到吸收转化,实现国内维修和备件国产化。
往复式 低温泵 传动机构 技术改造
在大型空分装置中,低温液体泵得到了充分的发展和应用,低温液体泵运行状况对于整套空分装置的稳定运行有着至关重要的作用。液化空气(沧州)有限公司2000TPD空分装置氩工艺流程中采用瑞士Cryomec公司生产的往复式低温泵。由于该往复式低温泵存在旋转惯性力和往复惯性力,泵的十字头、活塞、活塞杆、曲柄轴等承受着较大的交变载荷和摩擦磨损,故发生的故障较多、检修频次高、连续运行时间短,对生产造成了极大的影响。
1 活塞杆断裂
1.1 活塞杆与十字头连接结构
该泵活塞杆与十字头采用浮式连接(图1),通过活塞杆尾部环状槽内的对开环和螺母将其与十字头连接在一起,因对开环和环状槽存在微小间隙,故称为浮式连接[1]。浮式连接可分为平面连接和球面连接,该泵采用球面连接,既有利于拆装,又具有良好的启动对中性。
1.2 故障情况
由于活塞杆尾部环状槽处直径只有7.8 mm,且环状槽根部倒圆半径很小,很容易在循环交变载荷下产生裂纹和断裂。在累计1年的运行时间内,2台泵共发生3次活塞杆断裂事故,且断裂部位均在环状槽附近(图2),频繁检修对生产的稳定构成了严重威胁。
1.3 改进措施
为了减少活塞杆断裂事故的发生、降低检修频次,加工制作了新的活塞杆并改变环状槽部位的尺寸,以改善此部位的受力情况。先将活塞杆

1.螺母 2.垫片 3.对开环块 4.圆球 5.垫块 6.机体 7.十字头销 8.连杆小头轴承 9.十字头 10.衬套 11.连杆
图1 十字头与连杆连接示意

图2 活塞杆断裂示意
环状槽处的直径由7.8 mm扩至8.0 mm,然后将环状槽根部的过渡圆角半径加工为0.8 mm,减少了此处的应力集中,还可增加强度(图3)。
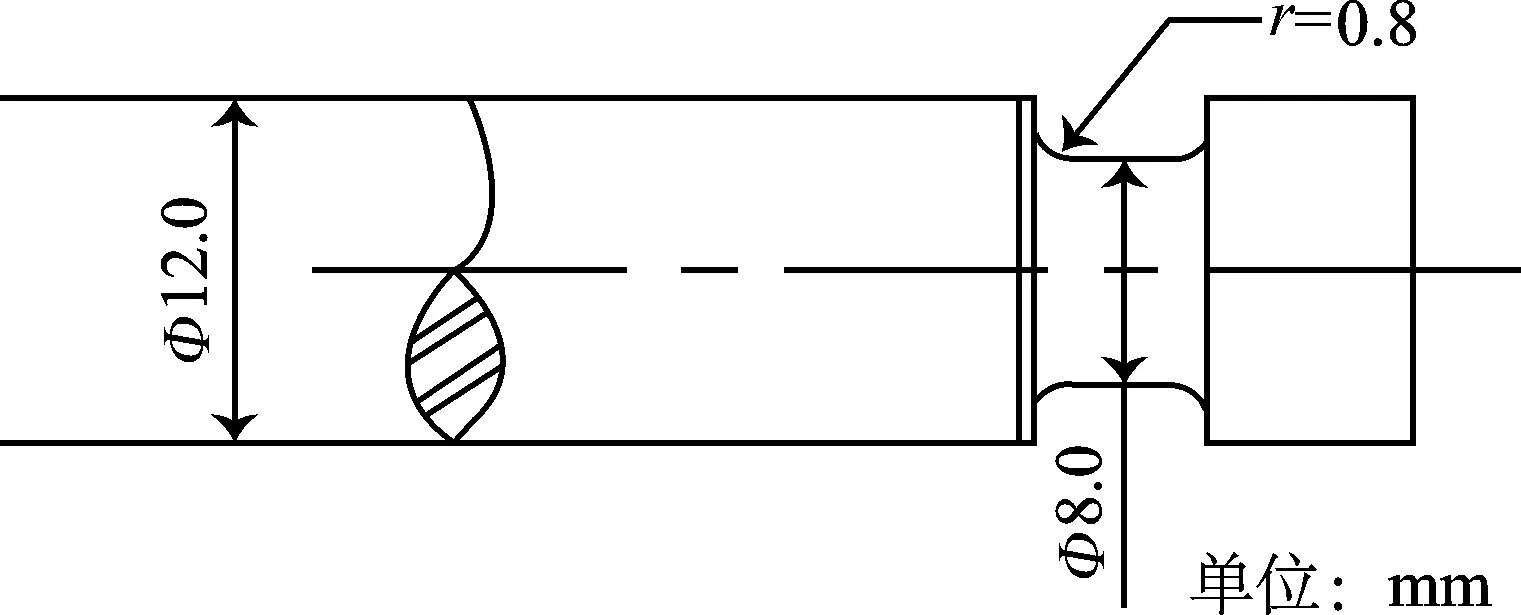
图3 改进后活塞杆示意
对改进后的活塞杆进行强度校核,由式(1)推得式(2):
(1)
(2)
[σ]=σb/1.4
(3)
式中:F——活塞杆上的作用力;
[σ]——活塞杆材料的许用应力;
σb——抗拉极限;
1.4——安全系数[2]。
活塞杆的材质为0Cr13,查GB/T 1220—2007得出抗拉极限为490 MPa,计算得出许用应力为350 MPa,从而可算出直径为8.0 mm的活塞杆可承受的力比直径为7.8 mm时大了近900 N。
1.4 改进效果
改进后的活塞杆投入使用后,已连续运行15个月,没有发生断裂事故,改进效果良好,确保了稳定、连续生产。
2 十字头磨损
2.1 十字头结构
十字头在其滑道内做直线往复运动,具有导向作用。通过十字头将做摇摆运动的连杆和做往复运动的活塞杆以铰链的形式连接起来,并起着力的传递作用,因此,要求十字头导向性能好、工作表面具有足够的耐磨性能和承载性能。
该泵十字头材质为铸造铝合金,十字头外表面与衬套内表面均涂覆具有自润滑性能的石墨,两者之间采用无油润滑模式。
2.2 故障情况
根据使用维护说明,该泵运行8 000 h后需对十字头进行检查,如果十字头磨损后与滑道间隙超过0.6 mm,则应该更换十字头。但运行约6 000 h后,A泵往复运动的敲击声明显变大,于是对A泵解体检查,经测量十字头磨损严重,其与滑道间隙已达0.9 mm,立即更换A泵十字头。鉴于B泵与A泵的累计运行时间大致相当,随后对B泵进行拆检,B泵的十字头与滑道的间隙也严重超标,但此时已无备件可用,而从瑞士Cryomec公司采购备件的时间周期最短为6个月,即此时整套空分装置无备机,对装置的稳定运行构成了威胁。
2.3 处理方案
为尽快修复十字头、恢复设备安装精度,对损坏的十字头进行修复处理,并对设备构造进行相应改造(图4)。
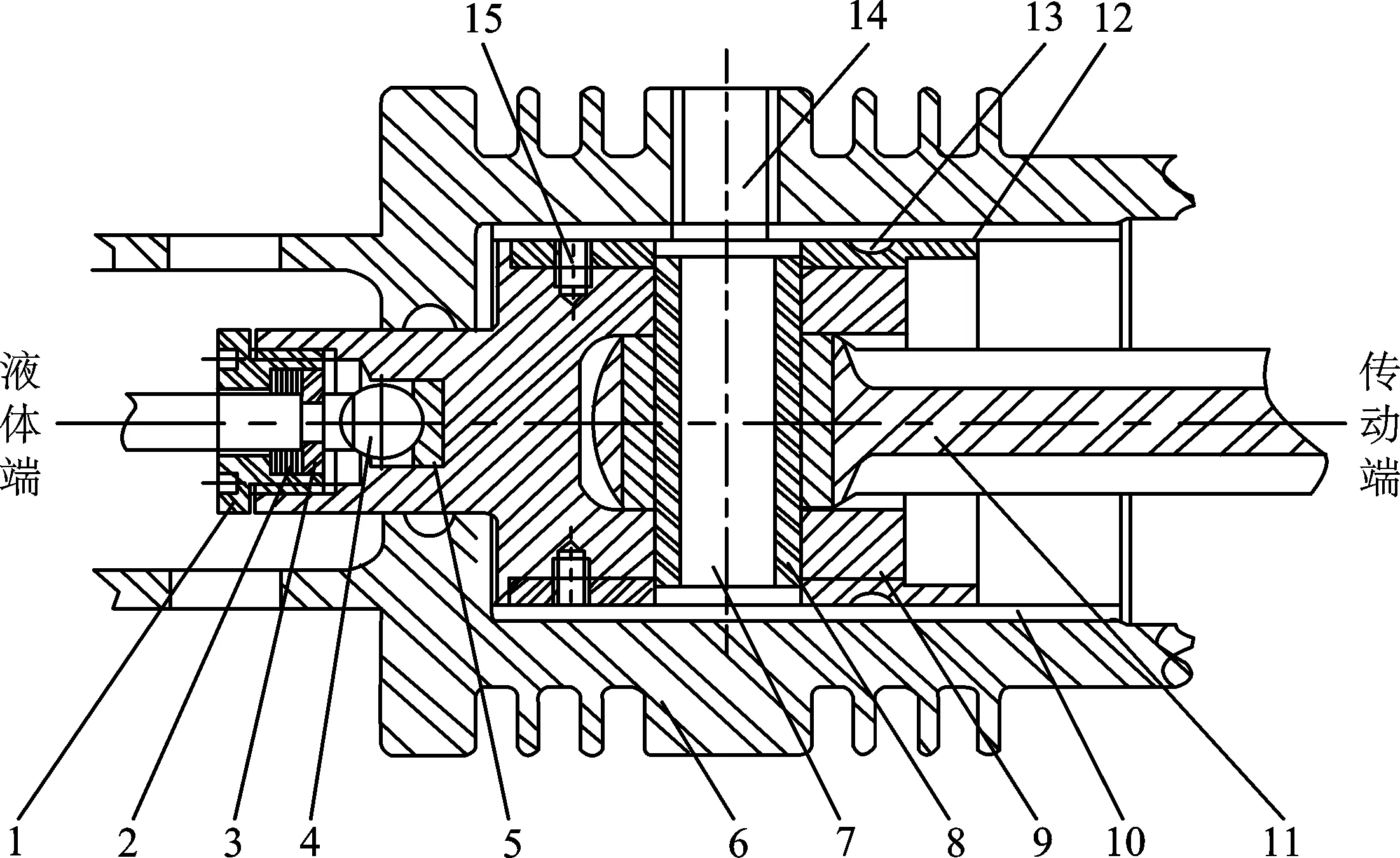
1.螺母 2.垫片 3.对开环块 4.圆球 5.垫块 6.机体 7.十字头销 8.连杆小头轴承 9.十字头 10.衬套 11.连杆 12.改造后外镶的铜套 13.改造后十字头表面的凹槽 14.增设的注油孔 15.沉头螺钉
图4 改造后十字头示意
(1)将损坏的十字头外表面进行车削,在其外表面镶1个铜套,然后打孔起丝,拧入固定螺钉将两者固定为一个整体。
(2)打磨衬套内表面,使其表面粗糙度、形状精度达到装配要求。
(3)依据滑道内径尺寸确定十字头外圆尺寸,对十字头外圆进行加工,与滑道间配合选用H7/e8,表面粗糙度Ra为0.8(图5)[3]。
(4)在十字头外表面加工4道环状储油槽;安装时,在外表面涂1层润滑脂,将十字头与衬套间的无油润滑改为有油润滑,以减小两者间的摩擦力(图5)。
(5)在机体上加工1个M 8 mm×1 mm的螺孔并安装黄油嘴,定期对十字头部位补充油脂。
(6)修复投入使用后,增加巡检频次,对十字头处的机壳温度、机壳振动、运行嘈声等进行监控,如发现异常,及时进行处理。
2.4 改造效果
该设备重新投用后,各项运行参数正常、稳定。连续运行6个月后解体检查,十字头表面只有轻微磨损,十字头与滑道间隙在设计要求指标内,因无备件而引起装置停运的威胁得以完全解除。
3 结语
化工行业的发展必须有先进的设备作支撑,由于受国内设备制造水平的限制,一些关键设备不可避免由国外引进,如果技术和备件长期依赖进口,不仅价格昂贵,而且订货周期长,生产急用件无法在短时间内解决,企业的生产经营会受到严重制约。为此,利用往复式低温泵的检修机会,

图5 改造后十字头油道示意对活塞杆、十字头、进液阀、排液阀、十字头销、连杆、连杆轴承等零件进行测绘,积累了第一手资料,在无进口备件或进口件不能及时到位时,可以自行加工国产零件,在最短的时间内恢复生产,既能降低检修、维修费用,又能减少企业的损失。
[1] 《往复泵设计》编写组.往复泵设计[M].北京:机械工业出版社,1987.
[2] 钱锡俊,陈弘.泵和压缩机[M].北京:石油大学出版社,1989.
[3] 《机械设计师手册》编写组.机械设计师手册[M].北京:机械工业出版社,1989.
Technological Renovation of Transmission Mechanism of Imported Reciprocating Cryogenic Pump
CUI shuhai, DONG Lifeng
(Air Liquide 〔Cangzhou〕 Ltd., Co. Hebei Cangzhou 061113)
In connection with troubles in operation of reciprocating cryogenic pump produced by Swiss Cryomec Company, such as piston rod fracture, and crosshead wear out, a systemic analysis is carried out, by principle analysis and sum up of experiences, the technological renovation is carried out on the pump independently. After the renovation, the reciprocating cryogenic pump can run in long time and stably, foreign equipment and technology are absorbed in and transformed, realizing domestic repair and spare parts home made.
reciprocate cryogenic pump transmission mechanism technological renovation
崔书海(1974—),男,大学本科,中级工程师;shuhai304@163.com。
TQ116.11
B
1006- 7779(2016)06- 0051- 03
2014- 01- 12)
